燒結熔覆法制備鋼表面NiCrBSi-WC 復合材料涂層的研究*
2021-06-01 02:45:48韓雨洋張召森劉志遠李新星
南方農機 2021年10期
劉 緣,韓雨洋,張召森,劉志遠,李新星,崔 磊
(宿遷學院材料科學與工程系,江蘇 宿遷 223800)
鎳基自熔合金在常溫和較高溫度下均具有優良的耐磨、耐蝕、耐熱和抗氧化性能,被廣泛用作金屬基表面涂層材料[1-3]。此外,鎳基自熔合金對TiC、WC、TiB 等多種硬質陶瓷顆粒均有著良好的潤濕性[4-7]。如果能在金屬材料表面制備出陶瓷顆粒/鎳基自熔合金涂層,則能將陶瓷顆粒與鎳基自熔合金兩者的優異性能結合起來,進一步提高材料的高溫強度、硬度、耐磨性及抗疲勞性能等,從而大大延長金屬材料在高溫、腐蝕、磨損等嚴酷環境下的使用壽命,對節約材料和能源意義重大。郭純等[8]采用激光熔覆法,在純鈦基材表面制備了NiCrBSi/Ag 復合涂層,與鈦基材相比,復合涂層的平均顯微硬度提高了3.4 倍,磨損率降低了約2 個數量級。王東生等[9]采用同軸送粉激光熔覆技術在42CrMo 合金鋼基體表面制備WC 顆粒增強NiCrBSi 復合材料涂層,涂層與基體形成了良好的冶金結合,復合材料涂層硬度和耐磨性均明顯高于鋼基體。吳姚莎等[10]采用超音速火焰技術在碳鋼表面制備出NiCrBSi-TiB2納米涂層,涂層在堿性熔鹽中形成的Cr2O3膜具有較低的溶解度,使涂層在 Na2SO4-30% K2SO4熔鹽中具有更優的抗熱腐蝕性能。
制備鎳基合金涂層的方法很多,常用的有熱噴涂、激光熔覆、堆焊、感應熔覆等等[11-15]。與這些方法相比,燒結熔覆法制備鎳基合金涂層,利用鎳基自熔合金具有脫氧造渣的特性,可以在無氣氛保護的條件下進行燒結。設備簡單,操作方便,制備過程不受工件形狀和尺寸限制,涂層厚度可以根據需要調整,且制得的涂層組織致密,性能優良[16]。本文采用燒結熔覆法,在45 鋼基體表面制備出鎳基復合材料涂層,分析了不同成分復合材料涂層的相組成、組織形貌、界面結構和涂層剖面硬度分布特征,為鋼表面鎳基復合材料涂層的制備提供理論和實踐經驗。
1 試樣制備與試驗方法
涂層原材料采用不同成分的NiCrBSi-WC合金粉末,粒徑為50μm~80μm,WC 添加量分別為15%、25%、35%,NiCrBSi合金粉末的化學成分如表1所示。基體材料選擇45鋼,尺寸為Φ18 mm×35 mm。實驗前將45鋼用砂輪機打磨去除表面鐵銹和氧化皮,然后用丙酮或無水乙醇清洗表面油污,并用電吹風吹干。

表1 NiCrBSi 合金粉末的化學成分Table 1 Chemical composition of NiCrBSi alloy powder
用電子天平稱取一定量的NiCrBSi-WC合金粉末,加入質量分數為3%的PVB 粘結劑,混合均勻后刷涂在45 鋼基體表面,然后放入干燥箱中,在100℃溫度下干燥8個小時。為了防止燒結過程中與涂層石墨坩堝發生粘結,在石墨坩堝的底部和側面分別鋪上一層石墨紙。然后將預置好涂層材料的45鋼倒置入石墨模具中,利用45鋼基體自身的壓力促進燒結過程中涂層與基體的結合。實驗原理如圖1所示。燒結熔覆實驗在SX2-6-13 型箱式電阻爐中進行,燒結工藝參數選擇如下:先加熱至450℃保溫30 min,進行排膠處理;然后加熱至燒結溫度1 050℃,保溫30 min;隨爐冷卻到600℃后出爐空冷。

圖1 實驗原理示意圖Fig.1 Schematic diagram of experimental principle
采用D/Max-2500/PC型X-射線衍射儀分析不同成分復合材料涂層的物相組成,采用Cu 靶的Kα 射線,衍射角度為10°~90°。采用Lab1 型蔡司金相顯微鏡觀察并拍攝復合材料涂層的微觀形貌。采用HVS-1000 型數字顯微硬度儀測量復合材料涂層和45 鋼基體的微觀硬度值,施加載荷為0.49 N,加載時間為10 s。
2 結果與分析
2.1 涂層物相分析
圖2分別為不同成分復合材料涂層的X射線衍射圖譜。通過XRD 分析結果可知,WC 添加量為15%和25%時,鎳基復合材料涂層中除了γ-Ni基固溶體以外,基體上都還分布著WC、W2C、B6Fe23、BNi3硬質相,以及FeNi共晶化合物。隨著WC 添加量增加到35%,BNi3消失,涂層中WC 和W2C含量顯著增加。這些硬質相能夠起到彌散強化的作用,可以顯著提高涂層的強度和硬度。

圖2 不同成分復合材料涂層X 射線衍射圖譜Fig.2 X-ray diffraction of composite coatings with different composition
2.2 涂層微觀形貌
不同成分復合材料涂層的微觀形貌如圖3 所示。由圖可以看出,1)當WC 添加量為15%時,由于原材料粉末中NiCrBSi自熔合金所占比例較大,燒結過程中形成液相量較多,液相可以充分地包圍少量的WC等硬質相顆粒,合金粉末燒結充分,涂層組織均勻致密,如圖3 的a 和b 所示。2)當WC 添加量為25%時,涂層組織為小顆粒狀硬質相均勻彌散分布在鎳基固溶體中,涂層孔隙率低,致密度較高,WC等硬質相顆粒相較WC添加量為15%時顯著增多。該成分的合金粉末中在燒結過程中依然能夠形成充足的液相量包裹WC等硬質相顆粒、填補孔洞,使得顆粒相與基體之間結合良好,如圖3的c和d所示。3)當WC添加量為35%時,分布在鎳基固溶體上的WC等硬質相數量顯著增多,燒結過程中形成的液相量則大幅度減少,無法完全包裹顆粒相,不能充分填充顆粒間的裂紋和孔洞,部分顆粒相甚至從基體中脫落。因此,復合材料涂層孔隙率較高,致密度低,涂層質量較差,如圖3 的e和f所示。
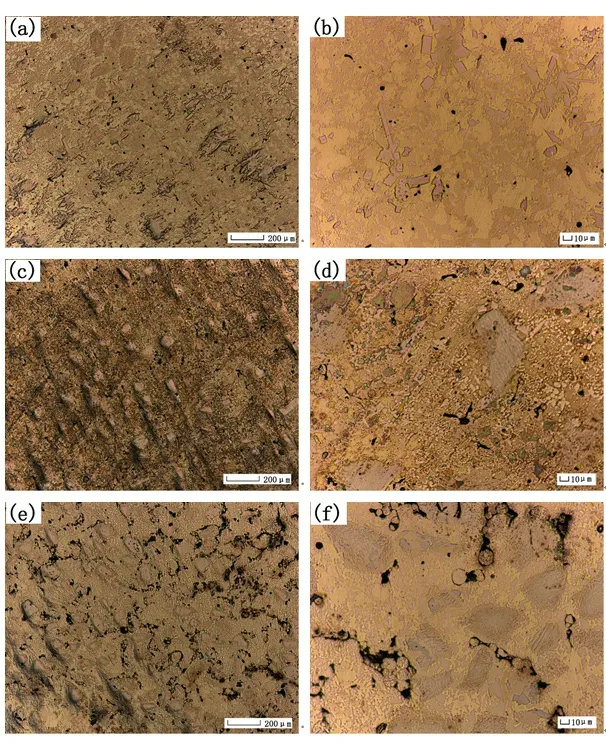
圖3 不同成分復合材料涂層微觀形貌Fig.3 Micro-morphology of composite coatings with different composition
2.3 涂層界面形貌
不同成分復合材料涂層界面形貌如圖4 所示。由圖可知,不同成分復合材料涂層與45 鋼基體在界面處均存在明顯的過渡區。界面附近硬質相顆粒數量較少,遠離界面處硬質相顆粒則明顯增多,說明合金元素在界面附近發生了擴散,復合材料涂層與基體之間形成了良好的冶金結合。1)當WC 添加量為15%和25%時,復合材料涂層與45 鋼基體之間結合效果較好,界面附近只有極少量的微小孔洞,且涂層致密度高,這為提高涂層的耐磨、耐蝕等性能奠定了良好的基礎。2)當WC 添加量為35%時,復合材料涂層與45鋼基體結合效果較差,界面附近可以觀察到較多數量的孔洞和裂紋,且涂層致密度差。

圖4 不同成分復合材料涂層界面形貌Fig.4 Interface morphology of composite coatings with different composition
2.4 涂層硬度分析
基體材料45鋼正火態的微觀硬度為208 HV,當表面結合鎳基復合材料涂層后,材料表面的硬度得到顯著提高,遠遠高于45鋼基體硬度值。不同成分復合材料涂層剖面的微觀硬度分布如圖5所示。由圖可知,涂層剖面微觀硬度由表及里呈梯度分布,由表層的高硬度逐漸下降到45 鋼基體硬度值。復合材料涂層的微觀硬度隨著WC 的添加量的增加而增加。WC添加量為15%時,復合材料涂層微觀硬度值約為707 HV;WC添加量為25%時,涂層微觀硬度值增加至大約856 HV。WC 添加量繼續增加,涂層硬度變化不大,WC添加量為35%時,涂層微觀硬度值最高,約為921 HV。

圖5 不同成分復合材料涂層剖面微觀硬度分布Fig.5 Microhardness distribution on cross section of composite coatings with different composition
隨著WC 添加量由15%增加到25%,鎳基復合材料涂層中WC 及W2C 等硬質相含量增多,起到了進一步提高基體硬度的作用。而當WC 添加量達到或超過35%時,由于原材料粉末中NiCrBSi自熔合金所占比例降低,燒結過程中形成的液相量減少,無法充分包裹WC、W2C 及其他硬質相顆粒,造成合金致密度下降,孔隙率提高,組織結構疏松多孔,涂層硬度表現出上升減緩的趨勢。
3 結論
1)WC 添加量為15%和25%時,鎳基復合材料涂層中除了γ-Ni固溶體以外,基體上還分布著WC、W2C、B6Fe23、BNi3等硬質相,還有FeNi 共晶化合物。隨著WC 添加量增加,涂層中WC和W2C含量顯著增加。
2)當WC 添加量為15%和25%時,涂層中硬質相呈顆粒狀均勻彌散分布在鎳基固溶體中,涂層孔隙率低,組織致密度高,界面結合效果較好;當WC 添加量為35%時,涂層孔隙率高,致密度低,涂層質量較差,界面附近可以觀察到較多數量的孔洞。
3)涂層剖面微觀硬度由表及里呈梯度下降趨勢,涂層硬度隨著WC 添加量的增加而增加。當WC 添加量為35%時,由于致密度降低,涂層硬度表現出上升減緩的趨勢,此時涂層硬度最高,為921 HV。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04