104A 型密接式車鉤的七O 砂改呋喃樹脂自硬砂鑄造工藝實踐
2021-06-03 09:31:00李軍
中國鑄造裝備與技術 2021年3期
李 軍
(中車戚墅堰機車有限公司,江蘇常州 213011)
1 概述
該型密接式車鉤是客運列車車廂連接的關鍵鑄造零部件,鑄造質量的好壞直接影響列車的行車安全。我公司原采用七O 砂生產工藝,但七O砂不能再生,產生的廢砂處理受限制。受環(huán)保因素影響,現改用呋喃樹脂自硬砂造型工藝生產。
改用呋喃樹脂自硬砂造型工藝后,該車鉤的鑄造難度主要體現在以下幾方面:
(1)材質為TB/T 2942.1 E 級鋼,熱裂傾向大,容易產生裂紋。
(2)鑄件結構復雜,壁厚不均勻,壁厚最小處12mm,最大處約40mm,過渡不均勻(產品結構簡圖見圖1),易產生熱裂紋。
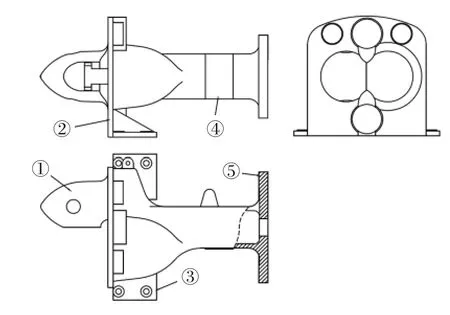
圖1 結構簡圖
(3)碳含量高,鑄件調質熱處理后焊補容易產生裂紋。
(4)鑄件線收縮率變化,模型需要修改。
2 鑄造工藝簡介
2.1 七O 砂和呋喃樹脂自硬砂鑄造工藝特性介紹
七O 砂鑄造工藝的優(yōu)點是砂型(芯)退讓性好,能較好解決車鉤熱裂紋傾向問題,但鑄件尺寸和表面粗糙度差。澆注時碳酸鈣分解(Ca-CO3=CaO+CO2)為吸熱反應,使鑄件表層在凝固階段的冷卻速度遠比使用石英砂型快,可使鑄件得到較為致密的金屬表層;但在鋼液的作用下,石灰石分解易引起型壁位移,導致鑄件產生縮沉,產生的CO2也容易產生氣孔缺陷。
呋喃樹脂自硬砂的特點是鑄件尺寸精度高,且能明顯降低表面粗糙度值;透氣性好,但發(fā)氣量大,需要采用集中通氣等方式解決型砂和砂芯的排氣,否則極易產生氣孔類缺陷;潰散性好,500℃左右殘留強度為零,但實際澆注后,由于呋喃樹脂自硬砂導熱性差、固化劑含硫和高溫強度高的特點,鑄鋼件易產生裂紋缺陷。
2.2 原七O 鑄造工藝
采用七O 砂機器造型,內腔砂芯采用水玻璃石英砂冷射,其余砂芯采用手工制芯;每型3 件,直澆道 覬60mm,ΣA包孔:ΣA直:ΣA橫:ΣA內=1:1.7:3.6:3.6,頭部和尾部法蘭各設計1 個明冒口,鉤頭部設計1 個纖維保溫冒口,見圖2。
2.3 更改后的呋喃樹脂砂工藝
采用呋喃樹脂砂造型,除內腔砂芯外其他砂芯采用手工呋喃樹脂砂制芯,內腔砂芯采用覆膜砂熱射芯盒制作;澆冒口系統借用原澆冒口系統工藝。
3 車鉤存在的問題和缺陷情況
采用呋喃樹脂自硬砂鑄造工藝首次試制的車鉤樣品存在以下問題和缺陷情況:
(1)因型砂特性差異,采用呋喃樹脂自硬砂生產的車鉤存在尺寸偏差。尾部法蘭至頭部法蘭尺寸(434mm)偏大,且頭部法蘭加工后厚度(14mm)偏小,鉤身壁厚(12mm)尺寸偏小。
(2)鉤身與尾部法蘭、鉤身與頭部法蘭相連接區(qū)域局部經磁粉探傷發(fā)現裂紋(見圖3)。

圖3 法蘭與鉤身裂紋
(3)鉤身表面批量性發(fā)生流痕缺陷(見圖4),表面質量沒有達到預目標。

圖4 流痕缺陷
4 缺陷產生的原因分析及采取工藝改進措施
4.1 局部尺寸偏差
局部尺寸偏差是由于采用兩種不同工藝的鑄件線收縮率不同造成。鑄件線收縮率不僅與鑄造金屬的收縮率和線收縮起始溫度有關,還與鑄件結構、澆冒口系統結構、砂型和砂芯的退讓性等因素有關。本文中兩種工藝變化的只是砂型和砂芯,由于呋喃樹脂自硬砂比七O 砂退讓差,阻礙車鉤前后法蘭和鉤身內腔收縮,使得尺寸出現偏差。根據首次試制樣品尺寸測量值,對模型進行修改,經對更改模型尺寸驗證,滿足產品尺寸要求。
4.2 鉤身與法蘭連接部位局部存在裂紋
裂紋主要存在于鉤身與法蘭連接凹處,外觀形狀曲折且不規(guī)則,沿鉤身與法蘭連接呈周向分布,長短不一,其中內腔裂紋肉眼可見,裂口表面近似黑色,開裂程度從外側向內部逐漸減小具有明顯熱裂紋特性。
采用七O 砂鑄造工藝時這些區(qū)域未發(fā)現裂紋,主要是由于七O 砂在澆注過程中其主要成分碳酸鈣分解成CO2和CaO,且為吸熱反應,使得鉤身與法蘭連接凹處在凝固階段冷卻速度快,表面能快速形成一定厚度的致密層;而且碳酸鈣分解也增加了型砂的退讓性,減少型砂對鉤身線收縮的阻力,兩因素疊加使得采用七O 砂工藝在鉤身與法蘭處不會出現裂紋。
采用呋喃樹脂自硬砂生產時,500℃左右型芯砂殘留強度為零。但實際澆注過程中,由于樹脂燃燒是放熱反應,使得鉤身與法蘭連接凹處在凝固階段冷卻緩慢,不能快速形成的金屬凝固外殼相對不致密,或形成的凝固外殼厚度不足;而且由于呋喃樹脂自硬砂的導熱性差,靠近金屬液較薄一層型砂的高溫退讓性較好、但其他較遠處型砂的高溫退讓性則比七O 砂明顯要差,且型砂被金屬液高溫加熱后易產生膨脹;以上原因疊加致使其阻礙鉤身線收縮而產生裂紋。
根據原因分析,采取了以下工藝措施:
(1)在鉤身與頭部法蘭連接處放置冷鐵實現鋼水快速冷卻形成較厚致密凝固外殼。
(2)由于鉤身與尾部法蘭連接處結構形狀原因,無法放置冷鐵,因此采取了增大倒角、放置鉻鐵礦砂和增加防裂筋的方法來加速鋼水冷卻形成較厚致密凝固外殼。
(3)在鉤尾法蘭附近挖空型砂,僅保留約30~40mm 的吃砂量,以增加型砂的退讓性。
4.3 鉤身表面存在流痕缺陷
流痕缺陷是鑄件型腔內金屬液流充型時留下的痕跡。金屬液流充型時溫度急劇下降,液流表面形成的氧化膜或凝固殼層形成了液流痕跡。這是氧化膜或凝固殼層對流股連續(xù)性的破壞。這種破壞主要發(fā)生在液流流速較低的邊界層上。液流邊界層容易結殼凝固,也容易將氧化膜層掛附而成為隔斷物,使連續(xù)流束被它們所隔斷,后續(xù)液流又漫過這隔斷物,因而留下流動痕跡。
104A 型密接式車鉤由于原工藝的影響,3 件/型(見圖5),盡管澆注系統各截面總面積比值看似比較合理,實際上由于模型布局不對稱,對于鑄鋼件要求的開放式澆注系統橫澆道與內澆道比值ΣA橫:ΣA內=1:(1.2~1.5)來衡量,目前的橫澆道和內澆道截面積的比值不合理。直澆道左側鑄件的橫澆道和內澆道截面積的比值ΣA橫:ΣA內=1:0.67,右側兩鑄件的橫澆道和內澆道截面積的比值ΣA橫:ΣA內=1:1.34,造成各鑄件澆注時間不一,澆注前期左側金屬液線速度過快,容易破壞金屬液表面氧化膜,澆注后期左側充型結束后右側金屬液線速度過快,也容易破壞金屬液氧化膜,造成鑄件表面形成流動痕跡。
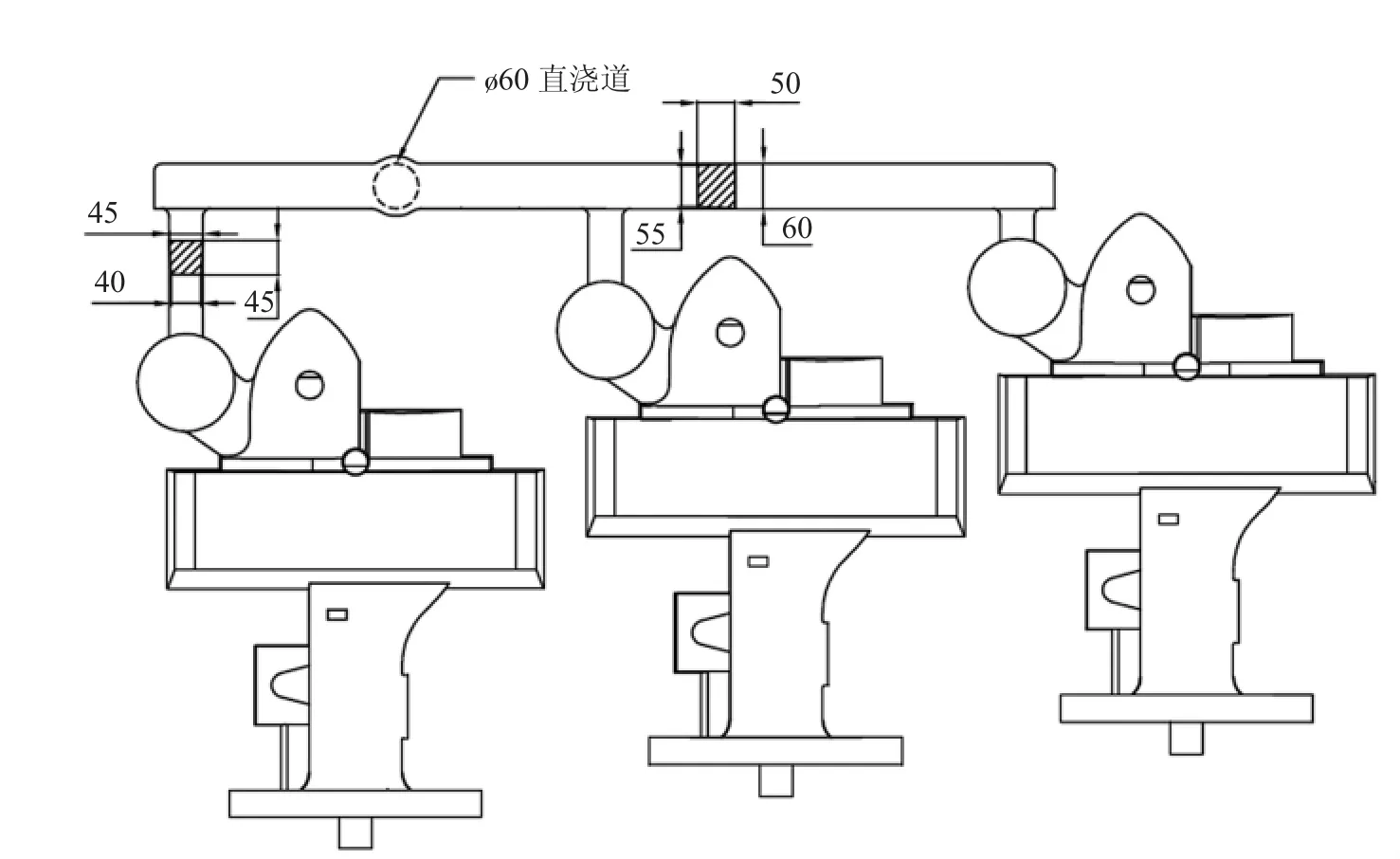
圖5 鑄造工藝布局圖
為了調整橫澆道和內澆道比值,均勻各鑄件澆注時間,減緩金屬液線流速度,對內澆道截面尺寸進行優(yōu)化,增大內澆道截面尺寸,將比值控制在1:1.4。
5 工藝改進效果
采取以上工藝改進措施后,鑄件毛坯尺寸符合產品尺寸和工藝設計要求;法蘭和鉤身連接處經磁粉探傷未發(fā)現裂紋;車鉤表面未出現質量流痕缺陷(見圖6)。目前已采用該工藝生產了1400多件鑄件,均符合產品質量要求。

圖6 工藝改進后車鉤表面質量
6 結論
面對日益嚴峻的環(huán)保形勢和要求,采用呋喃樹脂自硬砂替代七O 砂鑄造生產工藝試制過程中對104A 型車鉤的鑄造收縮率和產品質量產生影響。通過分析呋喃樹脂自硬砂和七O 砂的工藝特性,制定相應的工藝改進方案,能夠生產出合格產品,實現批量化生產,產生了良好的經濟效益和社會效益。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
