一種球鐵大平板在V 法工藝上的實踐
2021-06-03 09:31:02胡智菲孔亞南
中國鑄造裝備與技術 2021年3期
胡智菲,陶 標,于 凝,孔亞南
(安徽合力股份有限公司合肥鑄鍛廠,安徽合肥 230000)
一種球鐵托板,鑄件外形尺寸較大(3590mm×1790mm),平均壁厚30~50mm,屬薄板類型鑄件,在凝固收縮過程中易變形。同時該平板用于沖壓模具工作臺,需要具有很好的強度和硬度,質量要求高。我廠以往同類產品主要采用樹脂砂工藝生產,樹脂砂工藝生產需要配備專用的工裝,另外型砂的再生回用率較低,成本高、效率低。采用V 法鑄造生產,相比較于樹脂砂工藝生產成本低,對V 法鑄造技術拓展應用是挑戰,也是機遇,可促進我廠V 法球鐵鑄件開發技術的提升。
1 鑄件特性
鑄件外形尺寸3590mm×1790mm×110mm,鑄件最薄位置為30mm,鑄件布滿加強筋,屬于超薄超大件,是目前我廠生產的最大、最薄的球墨鑄鐵件。其鑄件材質:QT600-3。圖1 為鑄件外形尺寸圖。
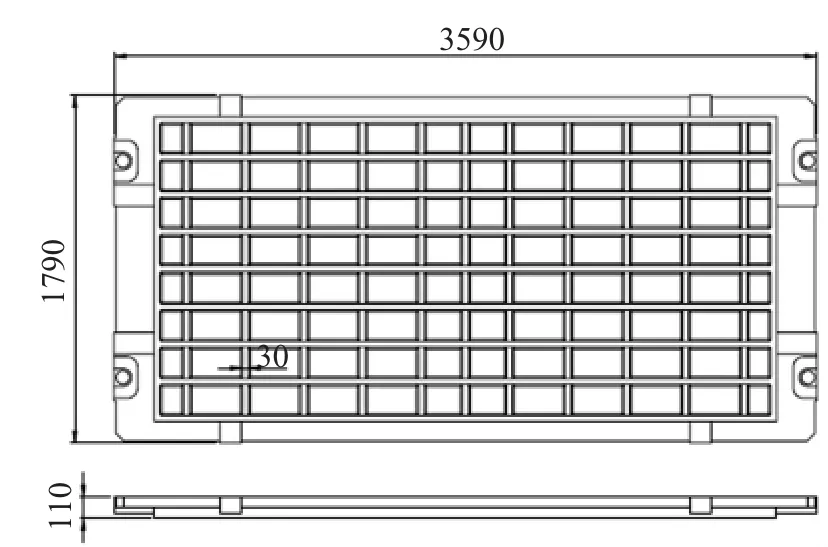
圖1 鑄件外形尺寸圖
2 生產條件
V 法鑄造用水環真空泵;柔性V 法生產線;4000mm×2600mm×600mm/800mm 特大V 法砂箱;12.5t 中頻感應電爐;3t 球化澆包1 只;6t 普通澆包1 只。
3 鑄造工藝設計
3.1 鑄造工藝分析
球鐵托板(圖件號T4-800-50009),整體結構不復雜,尺寸相對較大,單重2930kg,毛坯重量3540kg,澆注重量4300kg,采用特大V 法砂箱4000mm×2600mm×600mm/800mm。配型板外形尺寸4000mm×2600mm×350mm/250mm。生產該產品的主要難點:
(1)鑄件外形尺寸較大(3590mm×1790mm),平均壁厚30~50mm,屬薄板類型鑄件,在凝固收縮過程中易變形。
(2)V 法工藝生產,不適合傾斜澆注,易產生塌箱、變形、縮松等問題。
(3)材質要求QT600-3,鑄件重、尺寸大,球化質量不易保證,易衰退。
(4)V 法鑄造保溫保壓時間長,冷卻速度慢,硬度低。
3.2 工藝方案確定
考慮到該平板大平面向下,即重要的加工面在底箱,筋條面向上。采用四只澆連冒口補縮,同時根據V 法工藝的特點,澆注過程中,上箱砂胎被多個筋條隔開,并經過長時間鐵水烘烤,砂胎強度低,塌箱風險大。
因此我們選擇了大平面向上,即重要的加工面向上。提高局部橫澆道的高度,增強浮渣能力,采用8 只15mm×50mm 的內澆道,增加鐵水充型速度。同時,側面引出四只出氣冒口的工藝方式,工藝效果如圖2。
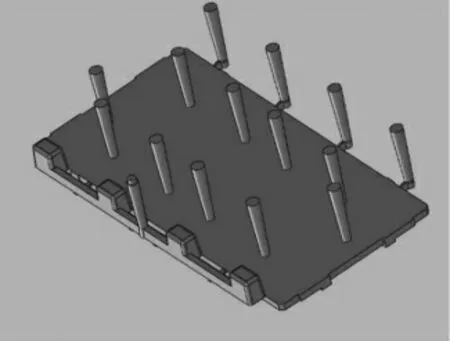
圖2 工藝效果圖
防止鑄件變形等因素影響加工量,因此上平面加工量20mm,底面加工量16mm,且發貨前,上平面粗加工10mm。
3.3 軟件模擬
使用華鑄CAE 軟件對鑄件凝固過程進行分析,平板兩端有少量縮松,采用內置冷鐵的方法消除縮松。
4 生產工藝
4.1 造型控制
球墨鑄鐵件在凝固過程中石墨化膨脹較大,提高鑄型強度可以在一定程度上提高球墨鑄件密度,降低形成縮孔、縮松缺陷的機率。調整震實時間,要求震實時間≥450s。砂箱長度、寬度大于加砂口,上、下箱采用加砂平齊后震實,反復4 次完成。造型負壓高壓小于-0.06MPa。確保砂型硬度達到95HB。
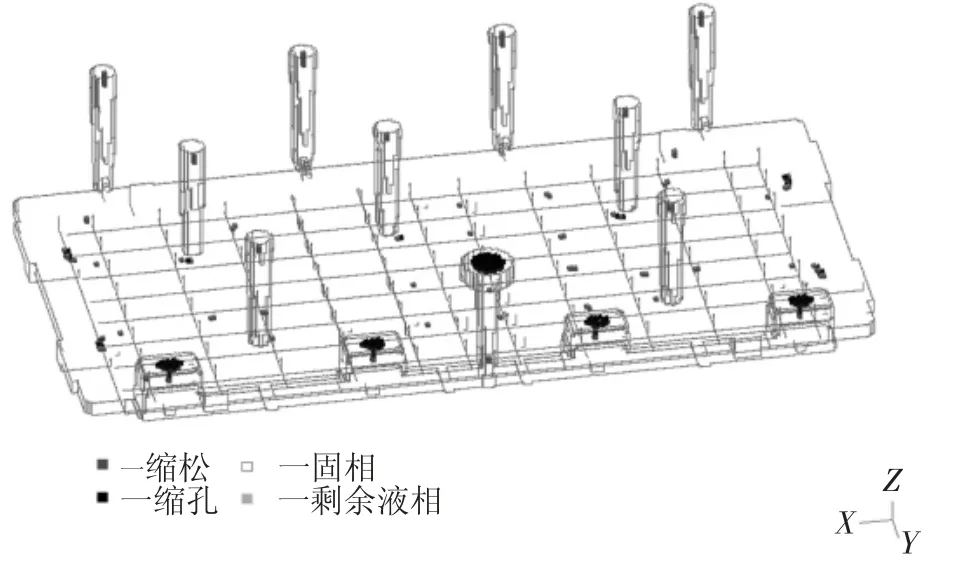
圖3 華鑄CAE 模擬
(1)在鑄件兩個面相接處的幾何熱節部位放置冷鐵,加快此部位的冷卻速度,促進均衡凝固,消除內部縮松(見圖4)。

圖4 熱節處放置內冷鐵
(2)靠近兩端四只內澆道放置球鐵過濾片,內澆道放置過濾網。制作擋渣扒,澆注時安排人員站在澆包的斜對面進行擋渣。
(3)使用過濾網及過濾片。鐵水流動性差,采用過濾網及過濾片進行擋渣。
4.2 熔煉、爐前處理
使用3t 包進行球化處理,球化處理之后轉入6 噸包進行澆注;考慮到需要2 次翻包,出爐溫度提高至1450~1480℃。球化劑類型3-8,加入量16kg/t,每噸鐵液孕育時加75 硅鐵,加入量為15kg/t;球化時,加入0.4%~0.5%銅,壓在球化劑上面;澆注時,采用硅鋇鈣0.1%的隨流孕育;整個過程縮短時間,減少球化衰退,提高球化級別。
5 鑄件性能檢測
通過調整工藝參數,對附鑄試棒做拉伸試驗,抗拉強度720MPa,斷后伸長率5.5%,布氏硬度251HBW,完全滿足球鐵QT600-3 的要求。金相鑒定:球化2 級,石墨6~7 級,如圖5 所示。
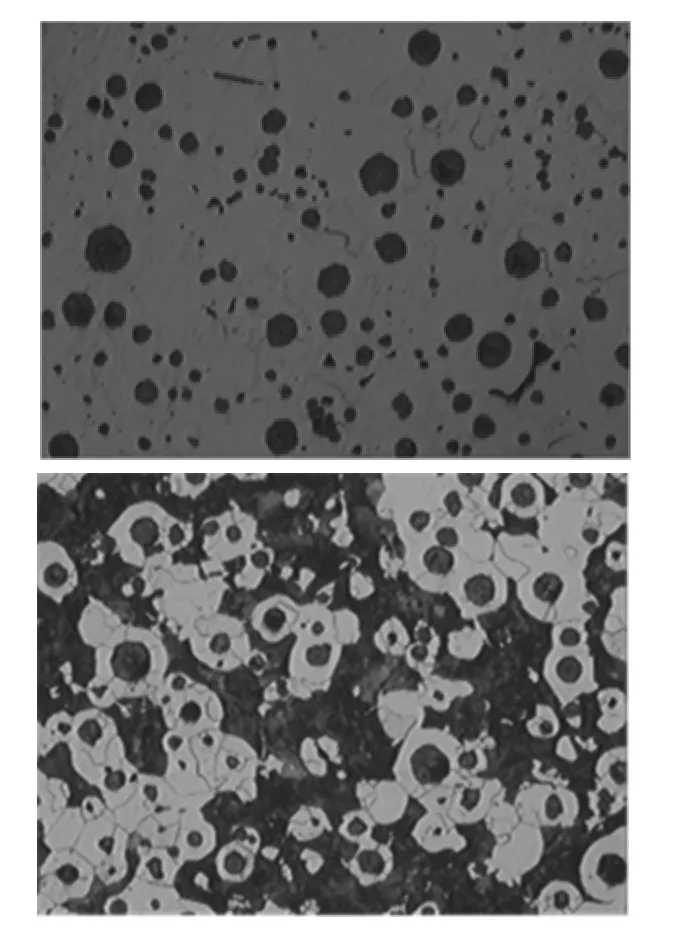
圖5 金相
圖6 毛坯圖
6 結論
(1)V 法工藝生產球鐵平板件,不能夠生搬硬套樹脂砂工藝、潮模砂工藝生產的球鐵件的工藝方案,要尋找出適合V 法生產球鐵件工藝生產方法。
(2)保溫、保壓時間提高至24h,開箱后就地冷卻10h,有效的減少了鑄件變形的問題。
(3)直澆口采用陶瓷管,防止澆口沖砂,保證鐵水純凈度。
采用V 法鑄造工藝生產大型平板球鐵件的成功實踐,是V 法產品升級的重要體現之一,對V法產品的附加值提高具有重大的推動作用,為今后V 法工藝生產高端鑄件奠定了基礎。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
