壓水堆核電廠ASME成品管段預(yù)制
2021-06-04 02:03:02,,,,
中國核電 2021年2期
,,,,
(1.中核二三秦山機(jī)械廠,浙江 海鹽 314300;2.晉能清潔能源科技股份公司,山西 晉中 030600;3.西安理工大學(xué),陜西 西安 710048)
核電的特征是運(yùn)行平穩(wěn),持續(xù)提供綠色環(huán)保的高效電能。在選址、環(huán)境評價(jià)、社會公眾影響評價(jià)后,核電建設(shè)進(jìn)入設(shè)計(jì)、設(shè)備制造、第三方監(jiān)理、建筑安裝、調(diào)試、試運(yùn)行和運(yùn)維管理階段。依據(jù)英國能源技術(shù)研究所《核能成本驅(qū)動因素》的數(shù)據(jù),直接成本占投資總成本的33%。相對于火電、化工項(xiàng)目而言,核電建設(shè)周期長很多,如秦山一期,1983年6月1日破土動工,1991年12月15日零時15分首次并網(wǎng)發(fā)電,歷經(jīng)8年;秦山二期,1996年6月2日第一罐混凝土澆筑,1號機(jī)組,2002年2月并網(wǎng)發(fā)電,歷時7年;秦山核電廠一期擴(kuò)建項(xiàng)目——方家山核電工程,2008年12月26日正式開工建設(shè),2014年11月04日方家山核電工程1號機(jī)組成功并網(wǎng)發(fā)電,歷時5年。
核電建設(shè)運(yùn)用成熟穩(wěn)定的技術(shù),且經(jīng)質(zhì)保監(jiān)督多次論證可行性,才被允許實(shí)施。安裝技術(shù)借鑒的成功經(jīng)驗(yàn)在于預(yù)制,預(yù)制技術(shù)源于設(shè)備制造。秦山二期裝備國產(chǎn)化率55%,二期擴(kuò)建77%,方家山國產(chǎn)化率達(dá)到80%以上。設(shè)備是成品,利于運(yùn)輸與貯存。而核級管道,初始狀態(tài)是原材料管材、管件、閥門,預(yù)制的成品管段運(yùn)輸、保管、貯存成本較高,常就近建廠預(yù)制,分類預(yù)制,結(jié)合土建工程進(jìn)度、圖紙與建筑的符合性,以期達(dá)到較高的核電廠整體預(yù)制率95%。
1 預(yù)制標(biāo)準(zhǔn)體系
ASME標(biāo)準(zhǔn)第Ⅱ卷引用ASTM(American Society of Testing Materials)標(biāo)準(zhǔn),ASME標(biāo)準(zhǔn)(見圖1)由11卷組成。與核電建設(shè)相關(guān)的卷冊是第Ⅱ卷材料A、C、D冊,第Ⅲ卷核動力裝置設(shè)備第1冊NB、NC、ND、NE、NF、NH分冊,第Ⅴ卷無損探傷,第Ⅸ卷焊接和釬焊評定,參照標(biāo)準(zhǔn)ASME Ⅷ。
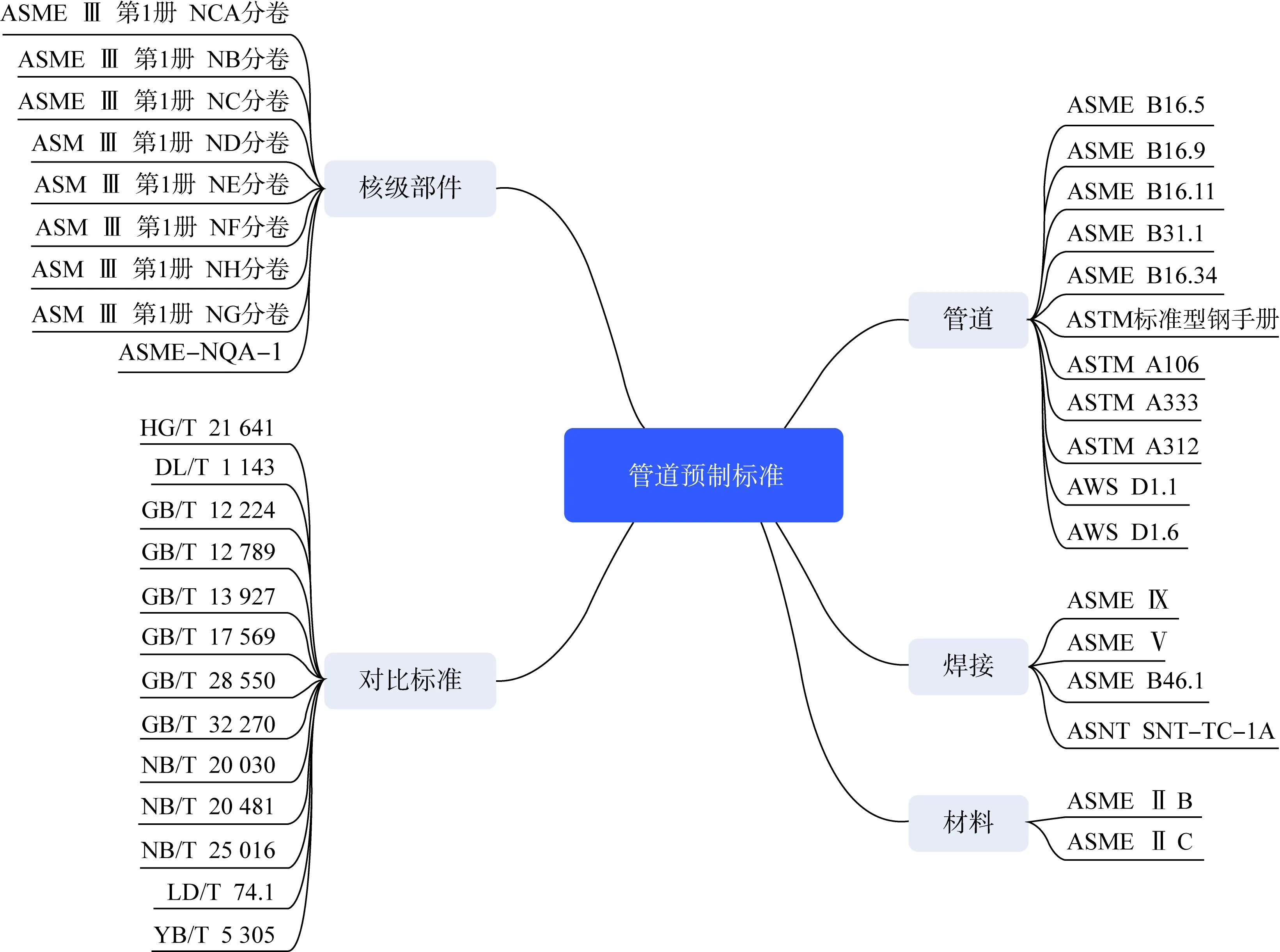
圖1 ASME管段預(yù)制標(biāo)準(zhǔn)體系Fig.1 The standard system for ASME pipe segment prefabrication
從國外進(jìn)口的材料,在按照ASME標(biāo)準(zhǔn)驗(yàn)收的基礎(chǔ)上,還需要滿足我國HAF系列標(biāo)準(zhǔn)的要求,即性能指標(biāo)不低于國家或行業(yè)標(biāo)準(zhǔn)。在秦山一期管道預(yù)制期間,從國外進(jìn)口的優(yōu)質(zhì)鋼材對我國金屬材料行業(yè)的發(fā)展具有重要意義,優(yōu)質(zhì)低碳鋼、低合金鋼、不銹鋼得以廣泛應(yīng)用,壓力容器落錘試驗(yàn)等沖擊韌性指標(biāo)獲得認(rèn)可。
2 設(shè)計(jì)規(guī)范和圖紙會審
設(shè)計(jì)技術(shù)規(guī)范文件是管道預(yù)制的上游文件,由監(jiān)理組織建設(shè)單位、設(shè)計(jì)單位、設(shè)備供應(yīng)商、建筑施工單位、安裝施工單位審核答疑。管道預(yù)制廠組織內(nèi)部審核技術(shù)規(guī)范、圖紙,審核的依據(jù)文件是系列標(biāo)準(zhǔn)。
預(yù)制廠基礎(chǔ)審核要點(diǎn)如下:
1)技術(shù)文件中技術(shù)指標(biāo)值的可行性,如水壓試驗(yàn)ASMEB16.5規(guī)定1.5倍、1.25倍;設(shè)備與管道水壓試驗(yàn)壓力不同,系統(tǒng)水壓試驗(yàn)的措施;奧氏體不銹鋼超聲波檢測;晶粒度分級測量方法;管道與設(shè)備接口的水壓試驗(yàn)替代檢測方法。水壓試驗(yàn)與氣壓試驗(yàn)的選擇。
2)管道與設(shè)備、閥門的連接方式;焊接連接、法蘭連接,管徑大小,材質(zhì)。
3)系統(tǒng)圖的邏輯關(guān)系。
4)管道圖標(biāo)高確定,復(fù)核設(shè)備接口標(biāo)高、儀表管取樣點(diǎn)標(biāo)高。
5)計(jì)算管道長度與標(biāo)高距離的符合性。
6)根據(jù)管道標(biāo)高值,計(jì)算管道敷設(shè)的傾斜度1‰。
7)根據(jù)管道標(biāo)高值、土建房間尺寸,確定焊接困難位置及解決方案。
8)確定管道、支架材質(zhì)、規(guī)格,確定業(yè)主調(diào)撥和自購的可行性。
9)根據(jù)管道、支架的材質(zhì)、規(guī)格,確定焊接材料的型號規(guī)格,及采購的風(fēng)險(xiǎn)。
10)管材與管件標(biāo)準(zhǔn)尺寸核算。
預(yù)制廠基礎(chǔ)審核成果如下:
1)管道預(yù)制圖設(shè)計(jì),包括自動焊接預(yù)制圖和二次預(yù)制手工焊接預(yù)制圖;
2)儀表小管現(xiàn)場布置圖設(shè)計(jì);
3)管道及支架的預(yù)制方案及監(jiān)督檢查見證要點(diǎn);
4)管道預(yù)制焊接施工方案;
5)非標(biāo)制作與材料代用的可行性。
3 預(yù)制廠房布置
核電廠選址距10 萬人口以上的城鎮(zhèn)發(fā)展邊界應(yīng)不小于10 km[1],預(yù)制廠選擇在核電廠上風(fēng)方向,不超過10 km,靠近核電應(yīng)急主干道。
預(yù)制車間布置的總體要求是不同類別管道預(yù)制有獨(dú)立足夠的操作空間,相互之間協(xié)作便捷,檢查見證可達(dá)性好,見圖2。

圖2 預(yù)制廠房布置Fig.2 Layout of the prefabrication building
不銹鋼管道和碳鋼管道預(yù)制車間相互隔離,避免不銹鋼產(chǎn)生碳擴(kuò)散污染,車間內(nèi)有二級庫房,臨近原材料和成品管段堆場,配套有噴砂防腐車間、焊接工藝研發(fā)中心和職工培訓(xùn)中心、計(jì)量室。
4 質(zhì)量計(jì)劃管理
ASME的檢驗(yàn)計(jì)劃,即質(zhì)量計(jì)劃是核電建設(shè)的新文件,與傳統(tǒng)的工藝流轉(zhuǎn)單相比,缺少了工序具體要求,減少了一物一工序一單的繁雜流程,將工序集成在一份文件中,且以技術(shù)標(biāo)準(zhǔn)、技術(shù)規(guī)范、工作程序的形式代替具體工藝要求,增加外部人員監(jiān)督檢查見證簽字欄。
質(zhì)量計(jì)劃是預(yù)制工作的紐帶,是操作人員、試驗(yàn)檢測人員、質(zhì)量檢查見證人員對工作質(zhì)量認(rèn)可的文字依據(jù)。管道預(yù)制工作利用好質(zhì)量計(jì)劃,工作流程順暢,檢查見證及時,實(shí)體工作與文檔資料同步,做到工完料凈場地清。
管道預(yù)制以主質(zhì)量計(jì)劃為依據(jù),按系統(tǒng)編制質(zhì)量計(jì)劃,按廠房房間內(nèi)管段分成檢驗(yàn)批。
焊接專業(yè)根據(jù)主質(zhì)量計(jì)劃,按系統(tǒng)編制分質(zhì)量計(jì)劃,按系統(tǒng)將管段焊縫按同焊接工藝、同焊工、同比例的三同原則和時間段形成檢驗(yàn)批。
管道支架按圖紙統(tǒng)計(jì)型號,分類制作,分批檢驗(yàn)。
質(zhì)量計(jì)劃的基本內(nèi)容有先決條件、預(yù)制焊接及檢驗(yàn)工序、質(zhì)量計(jì)劃關(guān)閉。質(zhì)量計(jì)劃欄目設(shè)置有班組操作人員、預(yù)制廠之間人員、駐廠監(jiān)理人員、業(yè)主代表簽字欄,必要時可增加預(yù)制車間質(zhì)檢員欄目。質(zhì)保監(jiān)督人員對質(zhì)量計(jì)劃實(shí)施過程中的偏差,及重點(diǎn)工序、關(guān)鍵工藝、核級部件的預(yù)制焊接實(shí)施有計(jì)劃的監(jiān)督。
5 管道預(yù)制材料管理
預(yù)制材料費(fèi)用占總費(fèi)用的70%以上。預(yù)制材料包括不銹鋼管道、碳鋼/低合金鋼管道、管件、焊接材料、鋼板、型材、法蘭、五金閥門、油漆等工程材料,依據(jù)物項(xiàng)貯存條件管理,且ASME材料的質(zhì)量證明文件必須有ASME或ASTM標(biāo)志、逐根水壓試驗(yàn)結(jié)果。
管道、鋼板、型材、焊接材料按規(guī)定實(shí)施入場檢驗(yàn),化學(xué)成分、物理性能(包括沖擊韌性)指標(biāo)不低于ASME標(biāo)準(zhǔn)或相應(yīng)的國家標(biāo)準(zhǔn),奧氏體不銹鋼應(yīng)檢驗(yàn)鐵素體含量。
不銹鋼和碳鋼管件、五金閥門、法蘭采用不同庫房存放;材料堆場的管道、鋼板、型材上有遮蓋,下有道木墊高,且不銹鋼和碳鋼分區(qū)域存放;焊材一二級庫房恒溫恒濕,焊材烘干房禁止人員隨意走動;油漆建立危險(xiǎn)品庫房,通風(fēng)防曬。
管道、管件、閥門兩端采用端蓋封堵,保證內(nèi)部清潔。
氬氣、氧氣、乙炔,以及二氧化碳?xì)怏w設(shè)置在較偏位置的氣體倉庫;角向磨光機(jī)等施工用工具、周轉(zhuǎn)材料等的管理按工程材料管理模式慣例,驗(yàn)收入庫,登記入賬,出入庫一物一單,賬務(wù)兩清,月報(bào)年報(bào)賬物兩平衡。
6 管道支架預(yù)制
管道支架質(zhì)量對管道系統(tǒng)的抗腐蝕性能、抗震性能有著較為密切的聯(lián)系。按照管道支架樣本圖紙批量制作、檢驗(yàn),噴砂防腐后編號,入庫貯存待交貨。
支架材質(zhì)是碳鋼,貯存期間避免生銹。不銹鋼管道和支架之間的不銹鋼隔離墊鐵,采用異種鋼焊接工藝,避免支架型材污染不銹鋼工藝管道,且墊鐵和型材邊緣的距離能滿足焊接尺寸要求。
防止管道膨脹位移的框架型支吊架,接觸管道下側(cè)的墊鐵,左右兩側(cè)靠近建筑墻面一側(cè)的兩塊墊鐵在預(yù)制廠完成,另外兩側(cè)在管段安裝現(xiàn)場完成。
吊架和墻面連接端,長度留有一定余量,用于現(xiàn)場裝配尺寸調(diào)整。
7 碳鋼管道預(yù)制
核級不銹鋼標(biāo)識元素是低C、S、P百分比含量和清晰的晶界。
管道材料來自業(yè)主調(diào)撥,數(shù)量受限,采用機(jī)械方法切割,加工坡口,以節(jié)省原材料。
組對前,按質(zhì)量計(jì)劃先決條件檢查預(yù)制圖紙、焊接工藝指導(dǎo)書、管道材料質(zhì)量證明文件、焊材管理,以及規(guī)格尺寸。
管道下料的尺寸計(jì)算要精確,將加工余量、現(xiàn)場組對加工調(diào)整量、焊接收縮量考慮在內(nèi),確保成品管段尺寸符合加工圖紙要求。
碳鋼管道組對臺架穩(wěn)固,與待組對焊接的管道接觸良好,可用作電焊機(jī)接地夾的連接。待焊部件軸線對中偏差不超過1/16 in。組對點(diǎn)焊采用對稱四點(diǎn)定位焊,長度不少于10 mm,厚度不低于3 mm。在正式焊接前定位焊磨除,減少接頭焊,提高整體焊接質(zhì)量。焊接完成后打磨焊縫表面紋路打磨,與母材圓滑過渡。
低合金鋼焊前預(yù)熱、層間保溫、過程消氫熱處理、焊后熱處理采用電控?zé)崽幚硌b備。焊前預(yù)熱受限使用火焰加熱,避免加熱不勻,導(dǎo)致金相組織各異,硬度不一,在焊接或冷卻過程中產(chǎn)生微裂紋。依據(jù)技術(shù)文件有熱處理要求的焊縫,無損檢測在焊接/熱處理完成后24 h或48 h實(shí)施。
預(yù)制管段噴砂后,將管段兩端封堵,端口、焊縫及兩側(cè)20 mm范圍內(nèi)采用粘膠帶封閉,然后防腐處理。
支管焊接接頭僅用于非承壓焊縫,且采用全焊透坡口型式(見圖3)。

圖3 支管全焊透焊縫Fig.3 Full penetration welding of branch pipe
8 不銹鋼管道預(yù)制
核級不銹鋼標(biāo)識元素是Co[2]、B和δ鐵素體含量。
不銹鋼與碳鋼的區(qū)別是對清潔度要求較高,不銹鋼硬度低,且需防止被鐵素體材料接觸形成滲碳污染,可采取不銹鋼鋼搬運(yùn)、支墊、切割、打磨和焊縫檢驗(yàn)尺等專用措施,以及隔離碳鋼打磨產(chǎn)生的粉塵、浮銹。管道內(nèi)部采用不起毛的白布擦拭和丙酮,保證內(nèi)部清潔度。
不銹鋼管道組對支架,采用碳鋼支架上加裝不銹鋼薄板隔離層。不銹鋼管道焊接采用全氬、氬電聯(lián)合焊接工藝,內(nèi)部充氬保護(hù),采用測氧儀檢測氬氣排氣孔,氧濃度在1%范圍內(nèi)即可施焊。根據(jù)焊接工藝指導(dǎo)書選擇偏小規(guī)范焊接。焊接完成后焊縫表面紋路打磨清理,與母材圓滑過渡,焊縫表面至少與母材表面齊平。不銹鋼晶粒較粗大,超聲波檢測幻象波與缺陷波形的波形混淆,難以區(qū)分。采用每三層實(shí)施一次液體滲透檢測的方式,達(dá)到厚壁管道焊接等同超聲波過程檢測的效果。
不銹鋼彎管預(yù)制的彎曲半徑不小于管徑的3倍,壁厚減薄≤80%t(t——管道公稱壁厚)。
預(yù)制完成的管段,外部采用防碰撞隔離物,保管在倉庫或?qū)S枚褕鰞?nèi)。
9 閥門水壓試驗(yàn)
管道系統(tǒng)的分流功能由三通等管件實(shí)現(xiàn),截流或節(jié)流功能由閥門實(shí)現(xiàn)。在運(yùn)維過程中,管段的維護(hù),以閥門為界,阻斷介質(zhì)流動。若閥門內(nèi)漏,則需要采用液氮冰封閥門兩側(cè),抽芯解體維修閥門。
閥門安裝前,需要實(shí)施水壓試驗(yàn)檢驗(yàn)閥體、閥芯的密封性。閥體水壓試驗(yàn)在部分開啟狀態(tài)下實(shí)施;閥體水壓試驗(yàn)后,完成閥門關(guān)閉水壓試驗(yàn),不小于閥門在38 ℃下額定壓力值的 110%;保壓時間至少1 min。
水壓試驗(yàn)系統(tǒng)由試驗(yàn)臺架、試壓泵、連接管道,密封裝置組成。
10 儲罐預(yù)制
核電廠內(nèi)儲罐有去離子水儲罐、廢液儲罐。預(yù)制廠按照排版圖下料、開坡口、卷制、噴砂防腐后運(yùn)輸?shù)浆F(xiàn)場。依據(jù)圖樣在鋼板上劃線,采用氣割方式下大樣,機(jī)械方式加工坡口。外表面油漆距離坡口邊緣100 mm。
罐的預(yù)制有四部分。1)罐頂預(yù)制。罐頂預(yù)制件呈扇形,相互間搭接;2)罐體預(yù)制。按罐直徑卷板成弧形,預(yù)制件左右兩側(cè)、下方有坡口,上方平直或≤5°;3)罐底預(yù)制。底部焊接采用帶墊板,預(yù)制件不加工坡口;4)附件預(yù)制。包括法蘭、接管、加強(qiáng)板等。
11 電儀管道預(yù)制
11.1 儀表
電流表、電壓表、傳感器、放大器、指示器和限位開關(guān)等電儀類儀表,溫度計(jì)、壓力表、液位計(jì)、文丘里管等管道內(nèi)儀表,氣體探測器等核輻射儀表,振動、位移測量的機(jī)械式儀表,需實(shí)施安裝前檢定,可整體劃為兩類在線儀表和就地儀表。
11.2 儀表管
儀表管[3]預(yù)制有儀表管取樣管嘴與工藝管道的焊接、儀表管與閥門/管件/儀表接頭的焊接、儀表管膨脹彎預(yù)制、儀表管線路彎制和儀表管減震彈簧圈卷制。
管道上在線儀表的取樣管嘴分為現(xiàn)場開孔后焊接和預(yù)制廠預(yù)制,其材質(zhì)與母管相同。取樣管后的截止閥的設(shè)計(jì)壓力和溫度與母管或容器的相同,施工現(xiàn)場工藝管道系統(tǒng)與儀表管水壓的分界線。在現(xiàn)場開孔,管道就位后取樣孔位置較好確定。然而,管道內(nèi)部清潔度存在一定困難,需要經(jīng)驗(yàn)豐富的管工精心操作,把好清潔度關(guān)口。在預(yù)制廠,管道開孔后內(nèi)部可以清潔、檢查,確保清潔度。
11.3 電纜配管
國標(biāo)YB/T 5305中的線纜套管的鍍鋅層難以滿足核電廠40~60年壽期要求,一般采用熱浸鋅管代用。
電纜配管預(yù)制主要工作量是彎管和端口螺紋加工與保護(hù)。電纜管彎曲半徑不超過線纜轉(zhuǎn)彎半徑的最低要求(10~30倍電纜直徑),彎曲內(nèi)側(cè)無皺褶,且經(jīng)電纜彎管工藝評定合格。
12 管道自動焊接
核電廠管道布局緊湊,為提高整體抗震性能,管道離墻壁樓板比較近,手工焊接尚有少量的困難位置焊口,如房間內(nèi)墻角拐角處的焊縫,三面墻體,缺少站位空間,只能在管段預(yù)制圖中,合理設(shè)計(jì)避開困難位置。
核電焊接手工焊為主。為確保焊接質(zhì)量,核電焊接工人從事大量的培訓(xùn)工作,且從支架焊接、碳鋼儀表管氬弧焊接、碳鋼管道焊接、不銹鋼儀表管焊接、不銹鋼管道焊接逐步考核培養(yǎng)。手工焊接質(zhì)量穩(wěn)定可靠,成型美觀,且靈活機(jī)動,適宜核電現(xiàn)場狹小空間作業(yè)。
核電管道預(yù)制量較大,管段保守預(yù)制率在55%以上。在批量作業(yè)方面,自動焊有較大優(yōu)勢。
碳鋼管道自動焊接工序是管道切割下料、坡口加工,傳輸至管件定位、對稱點(diǎn)焊組對、自動焊接及熱處理(若有),以及相應(yīng)的無損檢測后或二次預(yù)制或運(yùn)輸至噴砂防腐車間,防腐完成后運(yùn)輸至碳鋼管段堆場或施工現(xiàn)場。
不銹鋼管道自動焊接工藝是不銹鋼管道切割下料、坡口加工,傳輸至管件定位、內(nèi)部充氬、對稱點(diǎn)焊組對、自動焊接,無損檢測完成,密封管段后或二次預(yù)制或倒運(yùn)到不銹鋼預(yù)制管段堆場或運(yùn)輸至施工現(xiàn)場。
管道自動焊接,可采用管道旋轉(zhuǎn)的平焊位置,對工裝平衡性要求較高,焊接質(zhì)量穩(wěn)定;也可以采用管道固定的全位置,對焊接工藝質(zhì)量穩(wěn)定性要求較高。
13 主管道預(yù)制
主管道是核電廠壓力邊界之一的核一級裝備,是管道預(yù)制中唯一需要計(jì)算焊接收縮量的工作任務(wù)。國內(nèi)首次埋弧焊預(yù)制主管道是中核二三公司原第三工程公司加工廠,帶動了國內(nèi)主管道制造產(chǎn)業(yè)。
國內(nèi)CNP300壓水堆首堆核電廠,國產(chǎn)化二代核電CNP650[4]、新型三代核電“華龍一號”,以及出口到巴基斯坦的CNP300堆型,主管道采用鑄造不銹鋼管段、管件預(yù)制,由熱段、冷段和過渡段組成。熱段連接壓力容器和蒸汽發(fā)生器,冷段連接主泵和壓力容器,過渡段連接蒸汽發(fā)生器和主泵。
主管道預(yù)制難點(diǎn)是熱段與蒸汽發(fā)生器熱端的連接面,傾斜于熱段軸線,要保證焊縫收縮量近10 mm條件下,能滿足現(xiàn)場組對焊接要求。采用埋弧焊半自動焊預(yù)制焊接的難點(diǎn)在于彎頭轉(zhuǎn)動的平衡性控制平臺的制作,重點(diǎn)在于挖眼三通組對焊接熔敷金屬質(zhì)量控制。
14 焊接工藝研發(fā)
焊接工藝的基本原則是焊接環(huán)境、焊工資格項(xiàng)目、焊接技術(shù)規(guī)范符合ASME第Ⅸ卷。焊接工藝的基本目標(biāo)是熔敷金屬抗拉強(qiáng)度不低于母材的最小抗拉強(qiáng)度,化學(xué)成分與母材主要合金元素的化學(xué)成分相類同。核電廠建設(shè)運(yùn)用可再現(xiàn)穩(wěn)定質(zhì)量的工藝,作為高科技建造安裝企業(yè),必須有現(xiàn)場困難位置焊接的實(shí)操培訓(xùn)、新材料焊接工藝研究、焊接新方法研發(fā)的基本能力。
秦山一期工程,核島廠房環(huán)吊牛腿焊接出現(xiàn)裂紋,曾質(zhì)疑牛腿預(yù)制焊接質(zhì)量,經(jīng)多方調(diào)研、金相檢查,確定根本原因是鋼材層狀撕裂。
秦山一期國產(chǎn)不銹鋼晶界略微有些雜質(zhì),焊后易在承受較大壓產(chǎn)生熱裂紋,需采用焊口內(nèi)外壁打磨清理、偏小線能量快速焊,趨向于運(yùn)用焊條的冶金技術(shù),確保焊接質(zhì)量。相對于日本進(jìn)口的晶界純凈的奧氏體不銹鋼管件,采用全氬弧焊,質(zhì)量穩(wěn)定可靠。給國內(nèi)鋼鐵企業(yè)研發(fā)焊接性能優(yōu)異的晶界潔凈的不銹鋼提供了示例。
馬氏體不銹鋼因焊接冷裂紋,在核電站運(yùn)用較少,僅在預(yù)埋件中應(yīng)用。焊接方法是焊條電弧焊,焊前預(yù)熱、層間溫度控制、焊后熱處理工藝,以確保焊接質(zhì)量。
核電設(shè)備功率較大,抗震性能要求較高,動設(shè)備的鑄鐵(ASTM A48)基礎(chǔ)較大,而設(shè)備廠房空間較小,在工藝管道、電氣設(shè)備、風(fēng)管等工藝設(shè)備占據(jù)絕大部分空間后,還需保留運(yùn)維檢修通道。根據(jù)圖紙坐標(biāo),儀表管碳鋼支架必須安裝在鑄鐵支座上,且焊后不具備熱處理?xiàng)l件。焊接措施是選擇塑性優(yōu)良的焊條,預(yù)熱、層間敲擊熔敷金屬、嚴(yán)格控制層間溫度、焊后即采用保溫棉緩冷措施,且全過程不允許采用電動砂輪打磨清理。焊后24 h、48 h液體滲透檢測,表面無裂紋即合格完成。
在秦山一期主管道大厚壁奧氏體不銹鋼焊接工藝研發(fā)過程中,為確保焊接質(zhì)量,記錄熔敷金屬的發(fā)展變化,考慮采用射線檢測每一層熔敷金屬的質(zhì)量,后因涉及安裝焊接階段的可行性,在設(shè)計(jì)文件5%、15%、50%、100%厚度階段實(shí)施射線檢測的基礎(chǔ)上,采用每三層液體滲透代替層間射線檢測工藝。
15 風(fēng)管預(yù)制
風(fēng)管安裝是在工藝設(shè)備、工藝管道安裝完成后實(shí)施,施工作業(yè)窗口時間較短。工程前期風(fēng)機(jī)和風(fēng)管閥門選型配置、風(fēng)管預(yù)制量較大,倉儲空間需求大。軸流式風(fēng)機(jī)和閥門經(jīng)過試驗(yàn)平臺檢驗(yàn),開啟次數(shù)達(dá)標(biāo),運(yùn)行可靠。
風(fēng)管的板材有不銹鋼薄板、鍍鋅薄板、低碳鋼薄板。1.2 mm以上的低碳鋼板和1.0 mm以上的不銹鋼鋼板采用焊接,其余采用咬口連接。風(fēng)管焊接采用手工CO2氣體保護(hù)焊。法蘭采用鋼板加工后焊接制作,法蘭螺栓孔和風(fēng)機(jī)、閥門的孔對應(yīng)。
最后均采用噴砂防腐。
16 預(yù)制物項(xiàng)保管與運(yùn)輸
預(yù)制材料中型材、鋼板、鋼管在堆場碼垛,采用吊裝方式裝卸貨物;儀表、管件、法蘭、五金件等在倉庫內(nèi)儲存。焊接材料設(shè)置有兩級庫房,一級庫房儲存焊材,二級庫房儲存1周用量的焊材及烘干發(fā)放。
成品管段在堆場儲存,防碰撞保護(hù)措施和管帽封堵完好,支墊道木相距不超過1.5 m,采用防雨布覆蓋保護(hù)。堆場分區(qū)編號,利于成品管段定位。領(lǐng)料申請?zhí)崆?4 h報(bào)送,待發(fā)運(yùn)物項(xiàng)臨時集中倒運(yùn)到發(fā)運(yùn)區(qū)。
17 交工文件管理
按照質(zhì)保文件永久性記錄和非永久性的規(guī)定,交工文件按照ASME NCA-4134.17-1表式的最低要求[5]:1全壽命期記錄索引、2規(guī)范數(shù)據(jù)報(bào)告、3設(shè)計(jì)任務(wù)書、4設(shè)計(jì)輸出文件、5設(shè)計(jì)報(bào)告、7監(jiān)造技術(shù)條件、8竣工圖紙、9鑒定材料試驗(yàn)報(bào)告、11熱處理記錄、12驗(yàn)收試驗(yàn)報(bào)告、14液壓試驗(yàn)報(bào)告、15無損檢測報(bào)告、16返修補(bǔ)焊記錄、17焊接工藝規(guī)程、18建造記錄。核三級部件僅提供1、2、3、4、8、9、15、16項(xiàng)文件。
非永久性記錄符合ASME NCA-4134.17-2的規(guī)定,預(yù)制單位保存10年。
18 核電建設(shè)低谷期預(yù)制轉(zhuǎn)型
核電廠建設(shè)有周期性,在核電建設(shè)的低谷期,預(yù)制廠有優(yōu)勢轉(zhuǎn)型生產(chǎn)風(fēng)電塔架筒節(jié),按照核電的管理模式和工序,實(shí)施質(zhì)量計(jì)劃管理,達(dá)到“建設(shè)過程中在保證質(zhì)量的基礎(chǔ)上,確保不發(fā)生安全環(huán)保事故[6]”安全目標(biāo),以破解新能源風(fēng)力發(fā)電廠倒塔難題或從根本上避免塔架因素所致風(fēng)電倒塔事故。
存在的問題是核電建設(shè)重啟時質(zhì)保評審難度增大,常規(guī)做法是擴(kuò)建專用風(fēng)電塔筒車間,采取人員流動、場地中轉(zhuǎn)、車間固定、設(shè)備專用的策略,平緩過渡核級預(yù)制與民用市場競標(biāo)制造之間的轉(zhuǎn)型生產(chǎn),充分利用非核市場保留、培養(yǎng)、鍛煉核電建設(shè)專業(yè)人才和更新?lián)Q代核電建設(shè)裝備。
19 結(jié)束語
預(yù)制廠建設(shè)與核電廠場平同步,合理布局預(yù)制車間分布,利于工序間配合協(xié)作,促進(jìn)預(yù)制工作達(dá)到事半功倍的效果。碳鋼、低合金鋼管道預(yù)制分開,保證成品的清潔度;碳鋼和不銹鋼的自動焊生產(chǎn)線車間臨近碳鋼、不銹鋼預(yù)制車間,起到延長自動生產(chǎn)線的功能。主管道預(yù)制依托焊接工藝研發(fā)中心。風(fēng)管預(yù)制空間包括的成品、半成品的貯存場所,是最大的預(yù)制車間。
預(yù)制廠最大的特點(diǎn)是敞亮、靜音、半成品流轉(zhuǎn)通暢,表征是原材料堆場、成品管段堆場大,體現(xiàn)在原材料入場是源頭,經(jīng)驗(yàn)豐富的持證作業(yè)人員是動力,預(yù)制作業(yè)工廠化的基礎(chǔ)是自動化裝備。
擴(kuò)大預(yù)制廠占地面積,深化設(shè)計(jì),提高預(yù)制率,細(xì)化大綱程序,加強(qiáng)預(yù)制管理,是保證核島建安周期5年目標(biāo)的良好實(shí)踐。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
