機(jī)蓋內(nèi)板一種降本工藝方案分析
2021-06-07 01:45:34吳雄偉李釗文謝國文覃顯峰尤彬波
模具制造 2021年4期
關(guān)鍵詞:關(guān)鍵點(diǎn)工藝
吳雄偉,楊 建,李釗文,謝國文,覃顯峰,尤彬波
(廣州汽車集團(tuán)股份有限公司汽車工程研究院,廣東廣州 511434)
1 引言
隨著汽車行業(yè)的發(fā)展,各車企對汽車制造成本從單件到總成的管控越來越精細(xì)化。沖壓件作為白車身的重要組成部分,有效的降低沖壓件成本,對降低整車制造成本效果十分顯著。
因此,行業(yè)內(nèi)也掀起一股研究沖壓件降本的潮流。余敏等研究了側(cè)圍外板工序優(yōu)化降本方案[1];林通等研究了優(yōu)化材料牌號的降本方案[2];馮芬艷等研究了沖壓件原材料降本優(yōu)化方案[3]。
本文以某車型機(jī)蓋內(nèi)板為研究對象,排布工藝方案,基于Autoform分析軟件,構(gòu)建工藝模型,仿真分析對比多種工藝方案,并實(shí)物驗證可行的降本模型。
2 工藝排布
機(jī)蓋內(nèi)板結(jié)構(gòu)簡單,內(nèi)部側(cè)壁角度較大,成形性較好。如圖1所示。
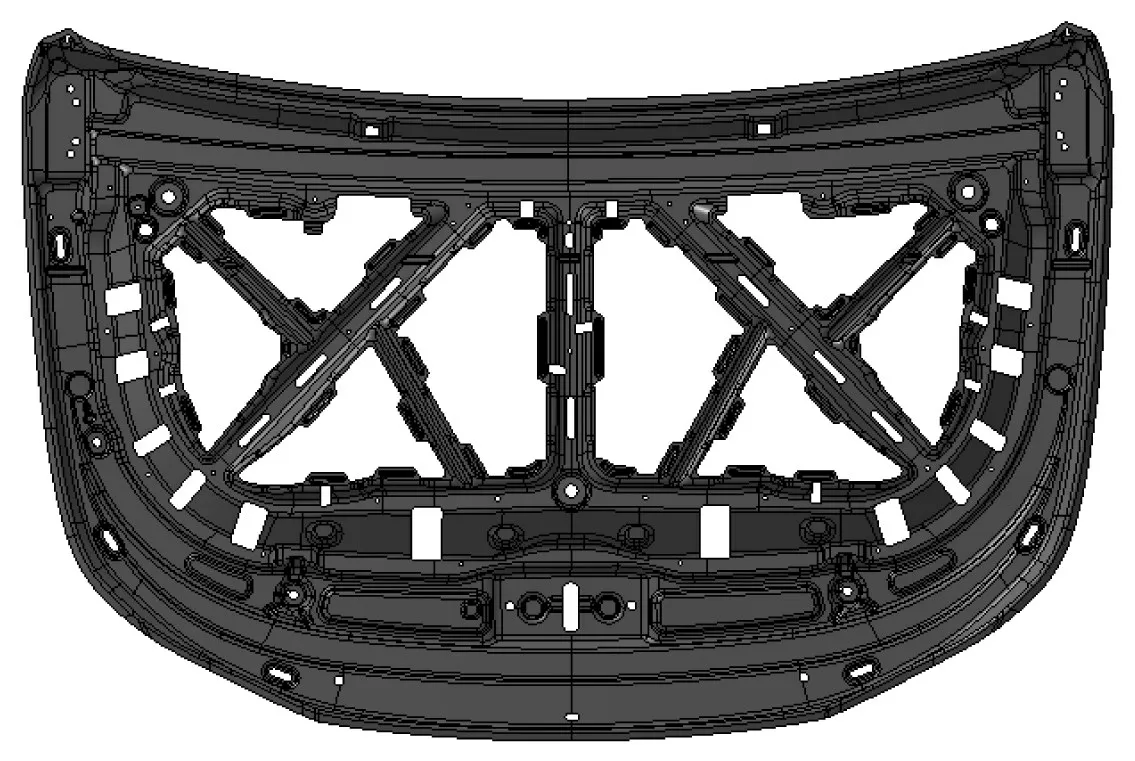
圖1 機(jī)蓋內(nèi)板詳細(xì)結(jié)構(gòu)圖
為了減少廢料刀的使用,降低切削加工過程產(chǎn)生的鐵粉量,工藝方案制定為4工序沖壓。
詳細(xì)工藝可排布為:①OP10:拉伸→②OP20:修邊+側(cè)修邊+沖孔→③OP30:修邊+側(cè)修邊+沖孔+側(cè)沖孔→④OP40:修邊+整形+沖孔,如圖2所示。
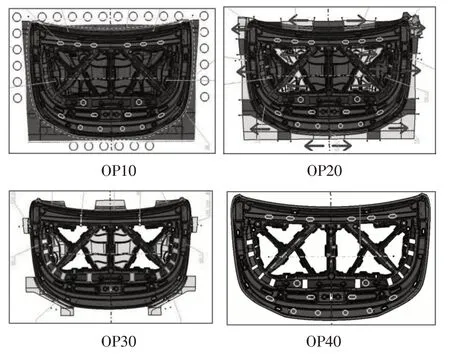
圖2 詳細(xì)工藝方案排布圖
基于品質(zhì)需求,后工序內(nèi)容基本一致。本文重點(diǎn)論述拉伸工序工藝方案對降本的影響。
機(jī)蓋內(nèi)板拉伸工藝方案有3種:
(1)方案1:閉口拉伸方案。
按照以往生產(chǎn)經(jīng)驗,機(jī)蓋外板常采用常規(guī)閉口拉伸工藝方案。3D工藝模面,如圖3所示,影響成本關(guān)鍵點(diǎn)(即影響材料利用率關(guān)鍵點(diǎn))為圓圈處所示位置。詳細(xì)截面圖如圖4所示。
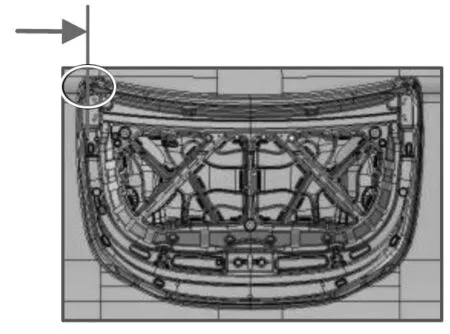
圖3 閉口拉伸工藝模面
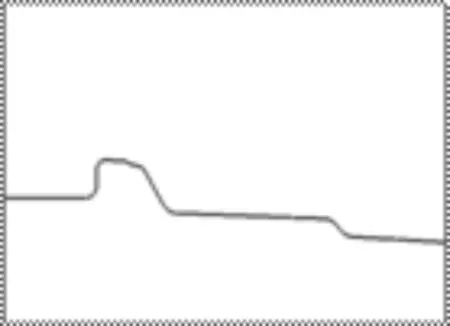
圖4 閉口拉伸關(guān)鍵點(diǎn)截面
(2)方案2:開口拉伸方案。
為提升材料利用率,降低生產(chǎn)成本,控制影響材料利用率關(guān)鍵點(diǎn)的材料尺寸,基于閉口拉伸工藝方案基礎(chǔ)進(jìn)行工藝模面優(yōu)化,調(diào)整邊界工藝補(bǔ)充,得出開口工藝模面如圖5所示,詳細(xì)截面如圖6所示。
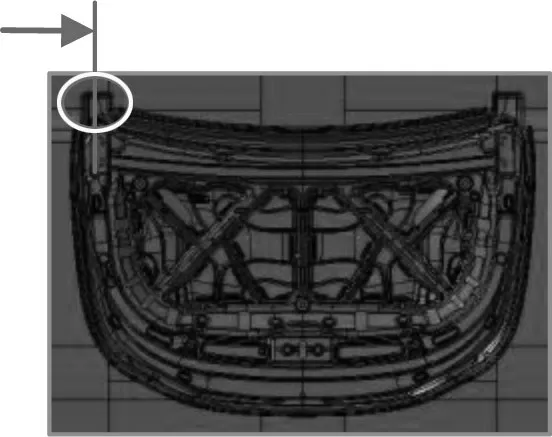
圖5 開口拉伸工藝模面
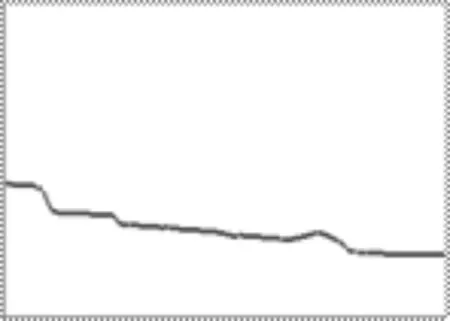
圖6 閉口拉伸關(guān)鍵點(diǎn)截面
閉口拉伸及開口拉伸根本區(qū)別在于,影響率用率關(guān)鍵節(jié)點(diǎn)位置,制件成形是否包圍后端工藝補(bǔ)充面。
(3)方案3:浮動壓板拉伸方案。
與常規(guī)工藝思路不同,為最大化的優(yōu)化關(guān)鍵點(diǎn)材料流動,保證制件成形性。影響材料關(guān)鍵點(diǎn)區(qū)域增加上壓板,采用氮?dú)飧鬃鰤毫υ矗瑴p小坯料尺寸,加大進(jìn)料阻力,控制材料流動,從而降低材料成本。工藝面如圖7所示,截面如圖8所示。
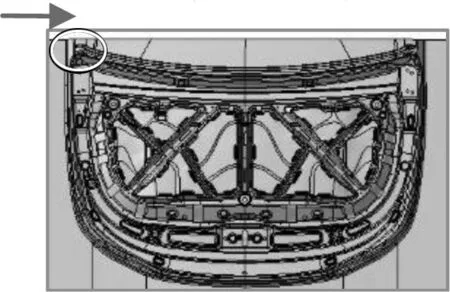
圖7 浮動壓板拉伸工藝模面
圖8 浮動壓板拉伸關(guān)鍵點(diǎn)截面
3 模型搭建
依據(jù)上述方案分析,分別搭建機(jī)蓋內(nèi)板3種不同拉伸工藝方案,導(dǎo)入Autoform軟件,創(chuàng)建CAE分析模型,工具體分別如圖9、圖10及圖11所示。
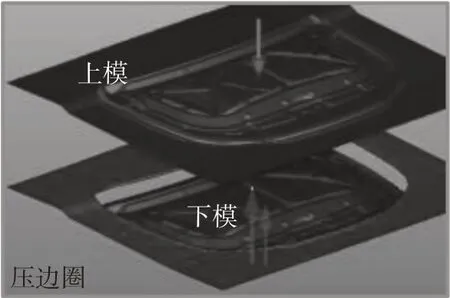
圖9 閉口仿真工藝模型

圖10 開閉口仿真工藝模型
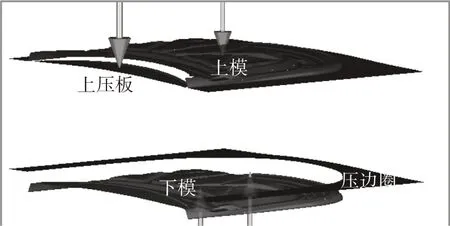
圖11 浮動壓板拉伸仿真工藝模型
為保證統(tǒng)一基準(zhǔn)比較,分析材料統(tǒng)一采用GC270F鋼板[4],制件重6.18kg,詳細(xì)材料曲線如圖12所示。
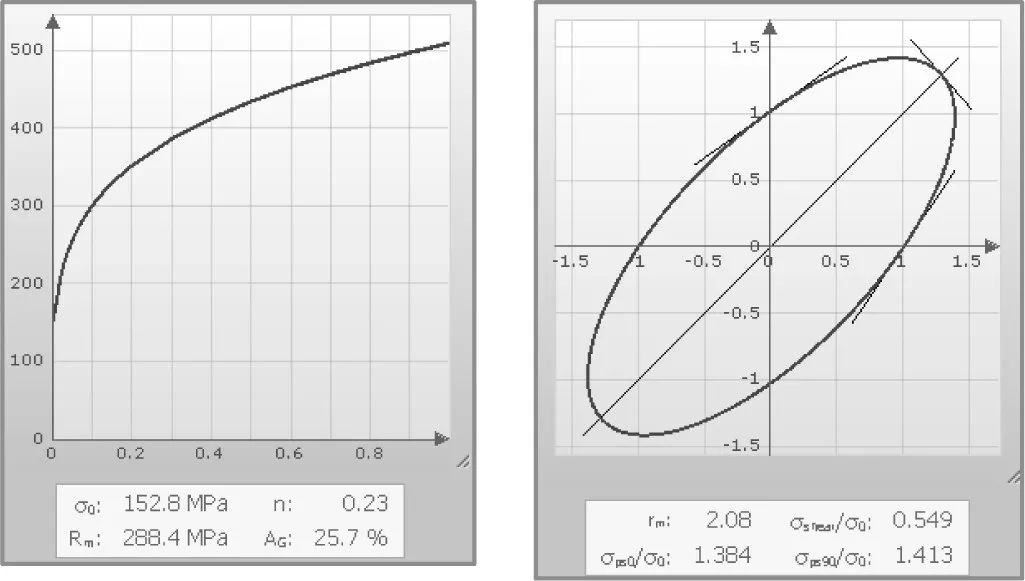
圖12 GC270材料曲線圖
網(wǎng)格劃分及詳細(xì)參數(shù)設(shè)置如圖13所示。
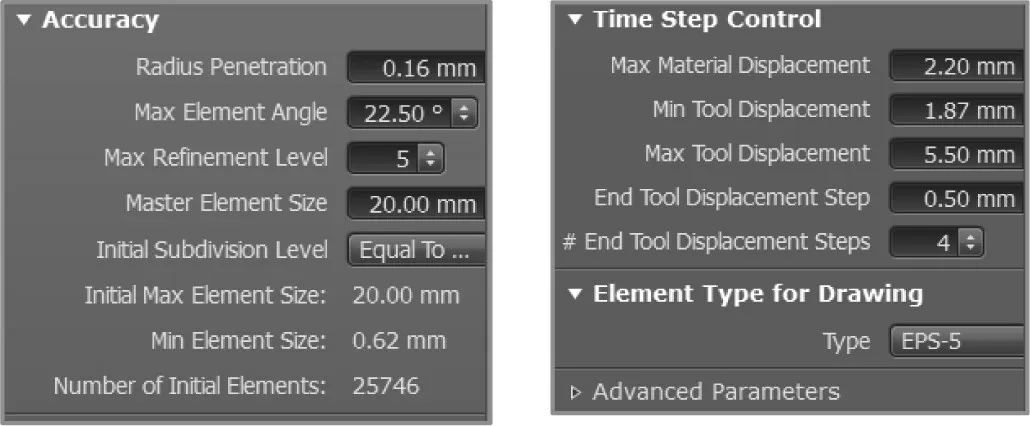
圖13 Autoform網(wǎng)格參數(shù)設(shè)置圖
完成模型創(chuàng)建及網(wǎng)格劃分設(shè)置后,提交計算,完成仿真分析。
方案1采用梯形料,雙筋。坯料尺寸為:1,780×1,185mm;材料利用率約為:59.5%。成形后,前端幾乎不進(jìn)料,后端關(guān)鍵點(diǎn)位置進(jìn)料約35mm,左右側(cè)最大進(jìn)料約10mm,整體拉伸較為充分,坯料及成形云圖如圖14所示。
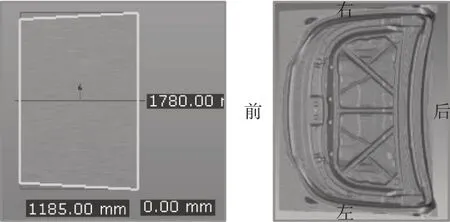
圖14 方案1坯料及成形FLD圖
方案2采用梯形料,雙筋。坯料尺寸為:1,780×1,140mm;材料利用率約為:61.9%
成形后前端幾乎不進(jìn)料,后端關(guān)鍵點(diǎn)位置進(jìn)料約20mm,左右側(cè)最大進(jìn)料約17mm,局部制件區(qū)域拉伸不充分,有增厚及尺寸精度不良趨勢。坯料及成形云圖如圖15所示。
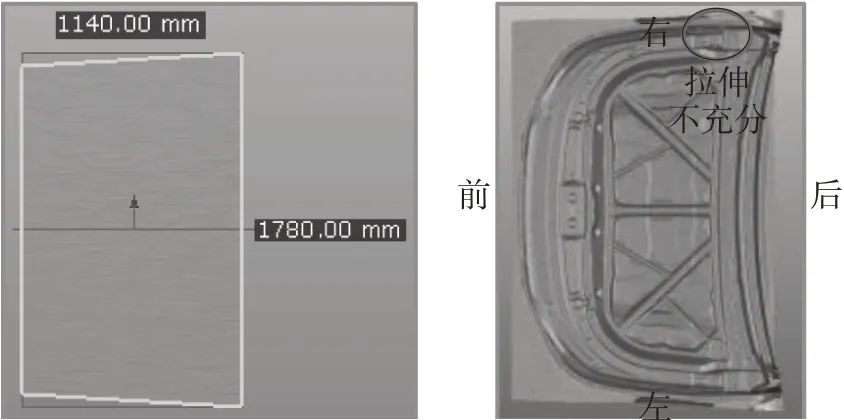
圖15 方案1坯料及成形FLD圖
方案3采用方料,單筋。坯料尺寸為:1,710×1,130mm;材料利用率為:62.6%。
成形后前端幾乎不進(jìn)料,后端關(guān)鍵點(diǎn)位置進(jìn)料約7mm,左右側(cè)最大進(jìn)料約19mm。整體拉伸較為充分,拉伸狀態(tài)與方案1基本一致,坯料及成形云圖如圖16所示。
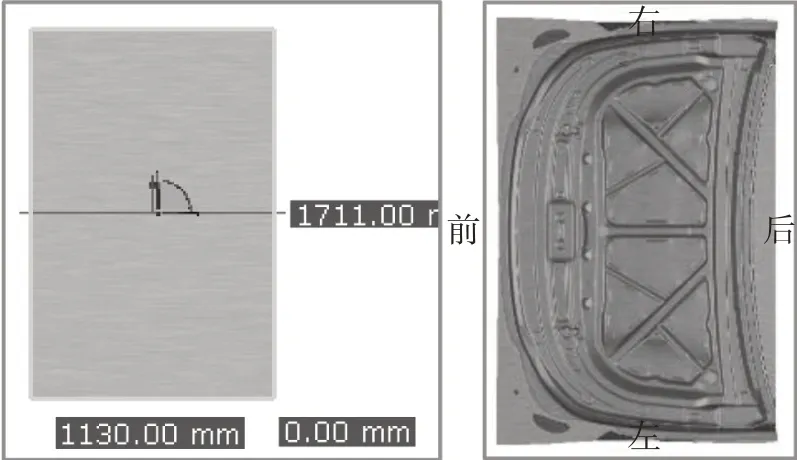
圖16 方案1坯料及成形FLD圖
4 浮壓結(jié)構(gòu)及實(shí)物驗證
從工藝及CAE仿真綜合看,方案3浮動壓板工藝,成形性及材料利用率是最優(yōu)解。
4.1 模具結(jié)構(gòu)
當(dāng)前浮動壓板工藝應(yīng)用較少,生產(chǎn)穩(wěn)定性需進(jìn)一步驗證。基于穩(wěn)定性需求,開發(fā)模具進(jìn)行生產(chǎn)驗證。
方案3比方案1和方案2需多增加上模40t氮?dú)飧讐毫υ矗宰畲蟮獨(dú)飧?0t每個計算,需增加4個氮?dú)飧住D>呓Y(jié)構(gòu)如圖17所示。
4.2 沖壓調(diào)試
以CAE仿真工藝生產(chǎn)參數(shù)為參考,設(shè)定壓機(jī)基準(zhǔn)壓力140t參數(shù)進(jìn)行調(diào)試取件。因左右端筋條阻力過小,材料流入與CAE分析有約10mm左右偏差。前后端關(guān)鍵區(qū)進(jìn)料與CAE分析基本一致,后端中部流料多。最終板料尺寸為1,730×1,130mm,實(shí)際率用率為61.9%。
壓邊力上浮10%,即155T沖壓取件,制件成形性較穩(wěn)定,無開裂起皺。
取件狀態(tài)如圖18所示。
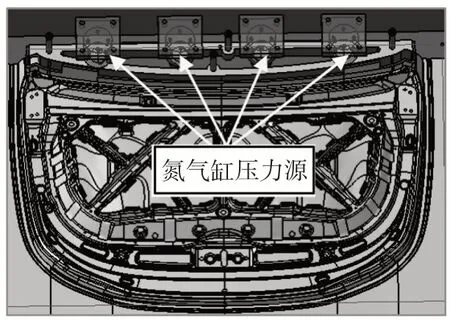
圖17 浮動壓板拉伸模結(jié)構(gòu)
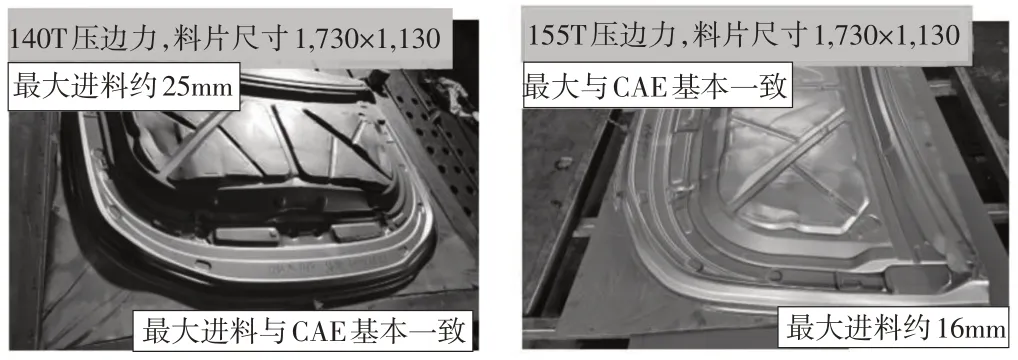
圖18 現(xiàn)場調(diào)試制件圖
4.3 品質(zhì)檢測
為了進(jìn)一步驗證制件尺寸精度,沖孔切邊完成后,制件貼模進(jìn)行自由狀態(tài)下藍(lán)光掃描,并輸出掃描結(jié)果與數(shù)模對比回彈偏差云圖。如圖19、圖20所示。
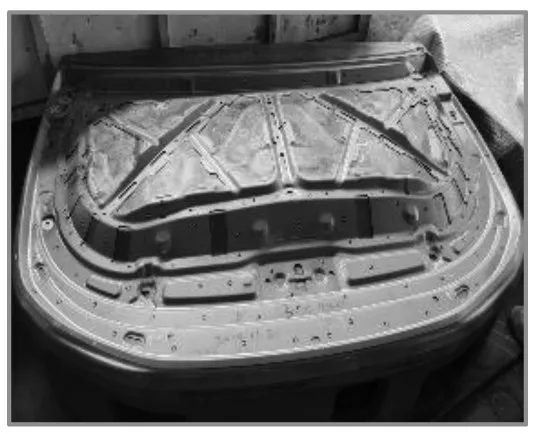
圖19 實(shí)物貼模掃描圖
從圖20可以看出,關(guān)鍵區(qū)域及制件內(nèi)部大面回彈基準(zhǔn)在±0.5mm之內(nèi)。左右側(cè)最大回彈約2mm左右,后端中間位置最大回彈約2mm左右。與常規(guī)方案首次取樣狀態(tài)基本一致,后續(xù)通過型面研磨,增加筋條阻力調(diào)試,及局部型面補(bǔ)償可以較好的解決該問題點(diǎn),制件生產(chǎn)穩(wěn)定性較好。
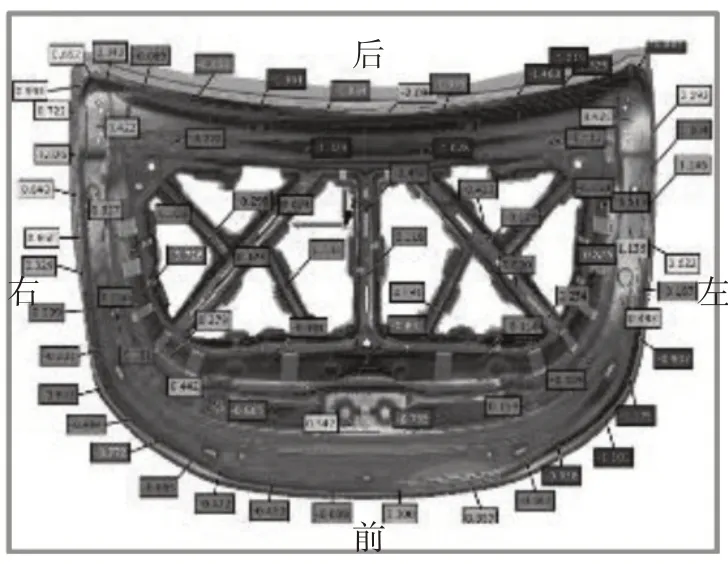
圖20 制件藍(lán)光掃描云圖
5 結(jié)論
本文通過對比分析某車型機(jī)蓋內(nèi)板幾種不同工藝方案,結(jié)合CAE仿真及生產(chǎn)驗證得出結(jié)論如下:
(1)浮動壓板工藝方案有效提升材料率用率,降低每車生產(chǎn)成本約3.6元。
在保證制件成形性及品質(zhì)的情況下,采用浮動壓板工藝,比常規(guī)工藝方案材料率用率提升約3%,成本每車節(jié)約約3.8元。
采用該工藝增加4個氮?dú)飧字萍熬S修總費(fèi)用約8萬,40萬產(chǎn)能計算每車成本增加約0.2元。
(2)仿真分析板料尺寸與實(shí)際生產(chǎn)有一定偏差。
因首輪調(diào)試,板料流入與實(shí)際仿真分析有偏差,導(dǎo)致坯料尺寸與實(shí)際分析有一定偏差,但在可調(diào)試的范圍內(nèi),通過后期調(diào)試可解決該問題。
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年12期)2022-02-16 07:36:56
今日農(nóng)業(yè)(2021年8期)2021-11-28 05:07:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
河南畜牧獸醫(yī)(2016年24期)2016-11-29 01:28:30
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國衛(wèi)生(2014年2期)2014-11-12 13:00:16
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
語文知識(2014年7期)2014-02-28 22:00:26