鋼軌打磨治理CRH5型動(dòng)車組抖車*
2021-06-07 06:19:26張海峰劉井林石傳超杜涵秋
科技創(chuàng)新與應(yīng)用 2021年14期
張 金,張海峰,劉井林,石傳超,杜涵秋
(1.中國鐵道科學(xué)研究院集團(tuán)有限公司金屬及化學(xué)研究所,北京100081;2.中國鐵路哈爾濱局集團(tuán)有限公司,黑龍江 哈爾濱150006)
哈牡客運(yùn)專線于2018年12月開通運(yùn)營,設(shè)計(jì)速度250km/h,主要運(yùn)行CRH5型動(dòng)車組,線路全長約300公里,鋪設(shè)包鋼生產(chǎn)的60N U71MnG鋼軌,開通前使用北京鐵福軌道維護(hù)技術(shù)有限公司引進(jìn)的德國福斯羅軌道服務(wù)公司生產(chǎn)的HSG-2型鋼軌快速打磨車對(duì)全線鋼軌進(jìn)行了預(yù)打磨。開通運(yùn)營不久后,哈牡客專部分區(qū)段出現(xiàn)CRH5型動(dòng)車組抖車的情況[1]。
本文針對(duì)哈牡客專CRH5型動(dòng)車組抖車的原因展開了深入的調(diào)查分析及研究,提出了鋼軌打磨治理措施,制定了詳細(xì)的鋼軌打磨技術(shù)方案。經(jīng)過打磨處理后,修正了軌頭廓形,優(yōu)化了輪軌匹配關(guān)系,改善了車輛動(dòng)力學(xué)性能指標(biāo),解決了動(dòng)車組抖車的問題,提高了動(dòng)車組運(yùn)行的舒適性及安全性。
1 抖車原因調(diào)查及分析
1.1 軌道幾何尺寸
哈爾濱工務(wù)段和牡丹江工務(wù)段分別對(duì)抖車嚴(yán)重區(qū)段的軌道靜態(tài)幾何尺寸進(jìn)行了檢測,并結(jié)合綜合檢測車的線路動(dòng)態(tài)檢查數(shù)據(jù),對(duì)軌道幾何尺寸變化情況進(jìn)行了分析研究。結(jié)果表明:軌底坡、軌距、水平、高低、軌向、扭曲、軌道不平順、軌距變化率等主要技術(shù)指標(biāo)偏差均不超限,滿足相關(guān)標(biāo)準(zhǔn)要求。
1.2 軌面平順性
使用電子平直尺對(duì)抖車嚴(yán)重區(qū)段的鋼軌母材和焊接接頭平直度進(jìn)行了測量,如圖1所示。從圖中可以看出,鋼軌母材的平直度小于0.15mm/1m;焊接接頭的平直度小于0.20mm/1m,未見明顯高接頭或嚴(yán)重低塌。結(jié)果表明,鋼軌母材和焊接接頭的平直度均小于0.20mm/1m,軌面平順性良好。
1.3 軌頭廓形及鋼軌光帶
使用便攜式鋼軌廓形儀檢測了抖車嚴(yán)重區(qū)段的軌頭廓形,同時(shí)對(duì)鋼軌光帶進(jìn)行了觀測,如圖2所示。檢測結(jié)果表明:(1)左右股鋼軌軌頭廓形不對(duì)稱,且與60N標(biāo)準(zhǔn)廓形差異較大,左股鋼軌內(nèi)側(cè)R60圓弧處最大偏差約為+0.30mm,右股鋼軌內(nèi)側(cè)R60和R16圓弧處最大偏差約為+0.60mm,廓形偏差超出了《高速鐵路鋼軌與道岔大型機(jī)械打磨驗(yàn)收技術(shù)規(guī)范》(Q/CR 681-2018)標(biāo)準(zhǔn)[2]規(guī)定的+0.2/-0.6mm范圍,詳見表1;(2)左右股鋼軌光帶不居中,偏向軌距角側(cè),左股鋼軌光帶距內(nèi)側(cè)作用邊約15mm,光帶寬度約30mm,光帶距外側(cè)非作用邊約20mm;右股鋼軌光帶距內(nèi)側(cè)作用邊約10mm,光帶寬度約33mm,光帶距外側(cè)非作用邊約21mm。
通過調(diào)查分析發(fā)現(xiàn),抖車嚴(yán)重區(qū)段的軌道幾何尺寸主要技術(shù)指標(biāo)偏差基本不超限,鋼軌母材和焊接接頭的軌面平順性良好,未見明顯高接頭或嚴(yán)重低塌。但是,左右股鋼軌軌頭廓形不對(duì)稱,內(nèi)側(cè)工作邊R60和R16圓弧處明顯凸出,造成輪軌接觸關(guān)系不良,鋼軌光帶不居中偏向軌距角側(cè),車輪與鋼軌非正常接觸是導(dǎo)致CRH5型動(dòng)車組抖車的主要原因。
2 鋼軌廓形打磨治理抖車
相關(guān)研究表明[3-4],通過科學(xué)的鋼軌打磨,形成合理的軌頭廓形,可有效抑制或減輕動(dòng)車組異常振動(dòng)(構(gòu)架橫向加速度報(bào)警、抖車、晃車)、鋼軌波磨、鋼軌表面裂紋、剝離掉塊等疲勞傷損的發(fā)生和發(fā)展,改善輪軌接觸關(guān)系,提高列車運(yùn)行的平穩(wěn)性,延長鋼軌的使用壽命。
為了確保鋼軌打磨修正軌頭廓形,改善輪軌匹配關(guān)系,解決CRH5型動(dòng)車組抖車,制定合理的鋼軌打磨技術(shù)方案至關(guān)重要,打磨方案主要包括:打磨廓形設(shè)計(jì)和打磨工藝參數(shù)設(shè)定。
2.1 打磨廓形設(shè)計(jì)
廓形優(yōu)化設(shè)計(jì)是一個(gè)復(fù)雜的系統(tǒng)工程,以經(jīng)典的輪軌接觸幾何學(xué)和輪軌接觸力學(xué)為理論依據(jù),按照保證直線和大半徑曲線上輪軌接觸始終處于鋼軌踏面中心、小半徑曲線上輪軌發(fā)生共形接觸的原則設(shè)計(jì)鋼軌打磨廓形,優(yōu)化輪軌接觸幾何關(guān)系,不僅能夠降低輪軌作用力,還能減緩輪軌磨耗,延長輪軌使用壽命[5-6]。
綜上所述,通過本次調(diào)查,全面了解非預(yù)防醫(yī)學(xué)專業(yè)醫(yī)學(xué)統(tǒng)計(jì)學(xué)教學(xué)現(xiàn)狀,為今后改進(jìn)非預(yù)防醫(yī)學(xué)專業(yè)醫(yī)學(xué)統(tǒng)計(jì)學(xué)理論課、實(shí)踐課教學(xué)提供了借鑒。
考慮到CRH5型動(dòng)車組采用了XP55車輪廓面,XP55車輪是一個(gè)錐形車輪,具有5.5%的錐度,適合在法國1:20軌底坡和1360mm輪背內(nèi)側(cè)距的線路上運(yùn)行使用,與我國1:40軌底坡和1353mm輪背內(nèi)側(cè)距的條件明顯不同,由于軌底坡和輪背內(nèi)側(cè)距變小,不僅輪軌之間的游間加大,而且名義輪軌接觸的平衡點(diǎn)也發(fā)生了改變,輪軌接觸點(diǎn)偏向軌距角側(cè),這些因素導(dǎo)致輪軌匹配關(guān)系不理想。
為了實(shí)現(xiàn)輪軌合理匹配,必然要增大軌距角側(cè)的金屬去除量,應(yīng)按照60N標(biāo)準(zhǔn)廓形負(fù)偏差來控制打磨目標(biāo)廓形(見圖3),同時(shí)保證打磨后實(shí)測鋼軌軌頭廓形與60N標(biāo)準(zhǔn)廓形接近,廓形偏差滿足表1中的相關(guān)要求。
2.2 打磨工藝參數(shù)設(shè)定
打磨工藝參數(shù)設(shè)定是實(shí)現(xiàn)廓形打磨的關(guān)鍵環(huán)節(jié)。鋼軌打磨列車使用的砂輪類型、打磨砂輪分布角度、打磨電機(jī)電流和打磨作業(yè)速度都將影響打磨切削量,直接關(guān)系到廓形打磨的效果。通過科學(xué)合理的打磨工藝參數(shù)設(shè)定(打磨砂輪分布角度、打磨電機(jī)電流及打磨作業(yè)速度)可以減少打磨遍數(shù),高效地實(shí)現(xiàn)打磨廓形與目標(biāo)廓形相吻合,并能保證較好的鋼軌表面粗糙度、打磨平面均勻光滑過渡,軌面無連續(xù)發(fā)藍(lán)帶及周期性打磨痕跡。
通過對(duì)比抖車嚴(yán)重區(qū)段的鋼軌實(shí)測廓形與60N標(biāo)準(zhǔn)廓形的差異,并結(jié)合GMC-96B打磨車的實(shí)際狀態(tài),經(jīng)過多次打磨試驗(yàn)嘗試,最終制定出具有實(shí)際可操作性的打磨作業(yè)模式和合理的打磨工藝參數(shù)(詳見表2),重點(diǎn)對(duì)鋼軌內(nèi)側(cè)R60和R16處進(jìn)行了打磨處理,從而達(dá)到修正軌頭廓形的目的。
3 治理效果分析及評(píng)價(jià)
本文通過制定合理的鋼軌打磨方案,利用鋼軌廓形打磨技術(shù)修正了軌頭廓形,優(yōu)化了輪軌匹配關(guān)系,改善了車輛動(dòng)力學(xué)性能指標(biāo),提高了動(dòng)車組運(yùn)行的安全性和平穩(wěn)性,解決了CRH5型動(dòng)車組抖車的問題。
為了分析鋼軌打磨治理抖車的效果,對(duì)打磨后軌頭廓形和鋼軌光帶進(jìn)行了檢測,并對(duì)打磨前后車體橫向加速度超限情況進(jìn)行了對(duì)比。同時(shí),對(duì)打磨前后輪軌接觸點(diǎn)對(duì)分布情況、輪軌匹配等效錐度和車輛動(dòng)力學(xué)性能指標(biāo)進(jìn)行了分析研究,進(jìn)一步驗(yàn)證了通過鋼軌打磨可以有效地改善輪軌接觸關(guān)系,實(shí)現(xiàn)了輪軌合理匹配,治理CRH5型動(dòng)車組抖車效果十分顯著。
3.1 打磨后軌頭廓形和鋼軌光帶情況
使用便攜式鋼軌廓形儀對(duì)打磨后鋼軌軌頭廓形進(jìn)行了檢測,并觀測了鋼軌光帶情況,如圖4所示。從圖中可以看出:(1)打磨后鋼軌軌頭廓形基本接近60N標(biāo)準(zhǔn)廓形,左股鋼軌內(nèi)側(cè)R60圓弧處最大偏差約為-0.20mm、R16圓弧處最大偏差約為-0.30mm,右股鋼軌內(nèi)側(cè)R60圓弧處最大偏差約為+0.10mm、R16圓弧處最大偏差約為-0.20mm;(2)打磨后鋼軌光帶基本居中,寬度約20~30mm,表明輪軌接觸狀態(tài)良好。
綜上所述,經(jīng)打磨處理后,修正了鋼軌軌頭廓形,有效地解決了打磨前內(nèi)側(cè)R60和R16圓弧處凸出的問題,同時(shí)使左右股鋼軌軌頭廓形對(duì)稱,鋼軌光帶基本居中,改善了輪軌匹配關(guān)系。
3.2 車體橫向加速度超限情況
使用便攜式添乘儀對(duì)線路動(dòng)態(tài)情況進(jìn)行了檢查,抖車嚴(yán)重區(qū)段打磨前后車體橫向加速度超限情況對(duì)比,如圖5所示。從圖中可以看出,打磨前平均日超限1188處,打磨后平均日超限178處,超限數(shù)量下降了85%。這充分地說明了鋼軌打磨對(duì)減小動(dòng)車組橫向振動(dòng)幅度有顯著的作用,打磨后輪軌接觸關(guān)系得到明顯改善,輪軌匹配更加合理,添乘時(shí)人體感覺舒適,提高了動(dòng)車組的運(yùn)行品質(zhì)。
3.3 輪軌接觸幾何關(guān)系
打磨前后實(shí)測鋼軌型面與CRH5型動(dòng)車組的XP55標(biāo)準(zhǔn)車輪型面匹配時(shí)輪軌接觸點(diǎn)分布情況,如圖6所示。由圖6(a)可見,打磨前左側(cè)輪軌接觸點(diǎn)較為集中,分布于軌頂中心區(qū)域,右側(cè)輪軌接觸點(diǎn)分布范圍大于左側(cè),分布于軌頂中心及偏向工作邊一側(cè);由圖6(b)可見,打磨后左側(cè)和右側(cè)輪軌接觸點(diǎn)均較為集中,且分布區(qū)域更靠近軌頂中心位置。
3.4 輪軌匹配等效錐度
等效錐度是用于表征輪軌幾何接觸關(guān)系的重要參數(shù),決定著輪軌之間的匹配程度。輪軌匹配等效錐度的大小與動(dòng)車組運(yùn)行過程中的動(dòng)態(tài)響應(yīng)密切相關(guān),等效錐度過小將導(dǎo)致動(dòng)車組運(yùn)行過程中出現(xiàn)車體晃動(dòng),等效錐度過大容易引起動(dòng)車組車輛構(gòu)架橫向振動(dòng)報(bào)警或抖車[7]。
打磨前后實(shí)測鋼軌型面與XP55標(biāo)準(zhǔn)車輪型面匹配時(shí)的等效錐度變化情況,如圖7所示。從圖中可以看出,輪對(duì)橫移量7mm以內(nèi),打磨前后具有基本相同的輪軌匹配等效錐度,接近60N標(biāo)準(zhǔn)鋼軌與XP55標(biāo)準(zhǔn)車輪匹配時(shí)的等效錐度范圍0.05~0.06;輪對(duì)橫移量7~9.5mm時(shí),打磨前輪軌匹配等效錐度逐漸增大(最大值約為0.25),相當(dāng)于正常等效錐度的5倍;打磨后輪軌匹配等效錐度仍然在正常范圍0.05~0.06。
通過鋼軌打磨可以改善輪軌匹配關(guān)系,將輪軌匹配等效錐度控制在正常范圍0.05~0.06以內(nèi),提高動(dòng)車組運(yùn)行的穩(wěn)定性,從而解決CRH5型動(dòng)車組抖車的問題。
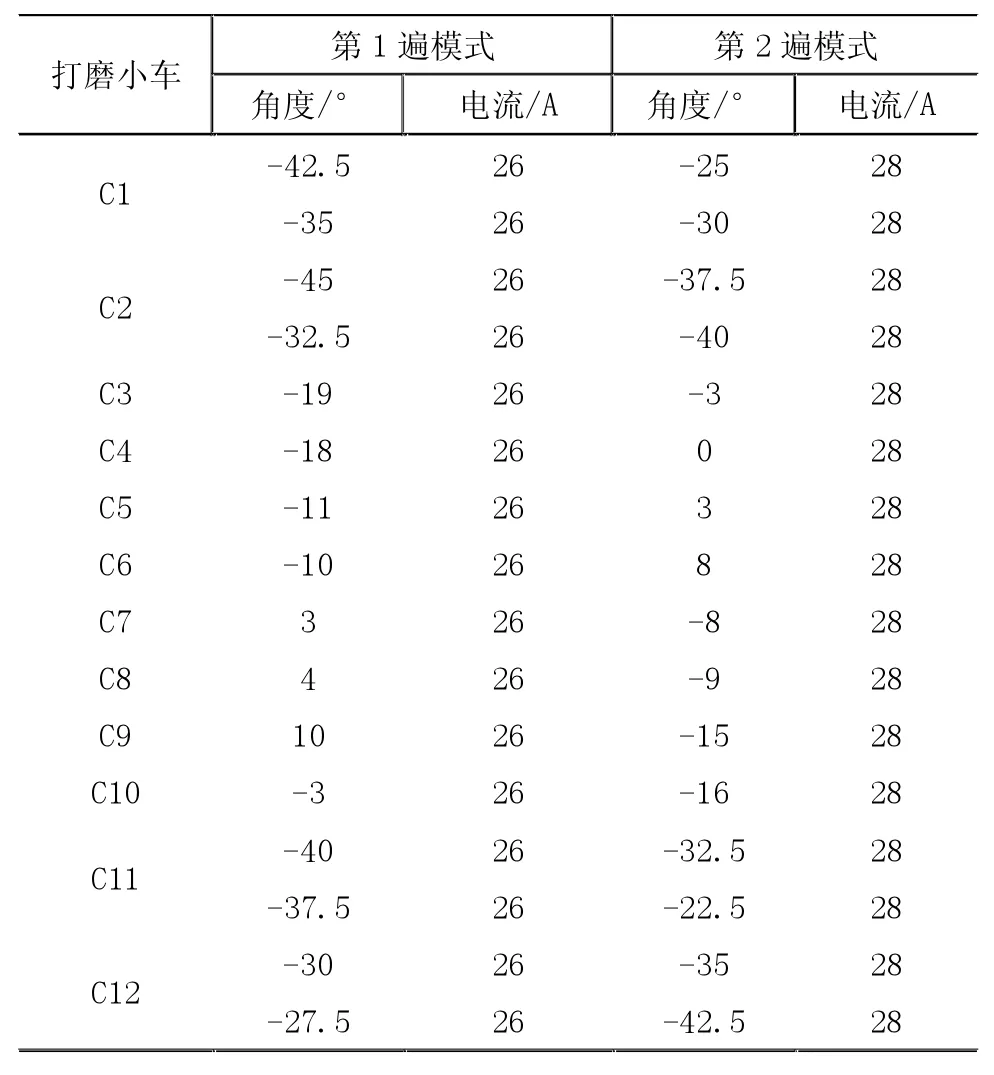
表2 打磨模式及工藝參數(shù)(作業(yè)速度11km/h)
3.5 車輛動(dòng)力學(xué)性能指標(biāo)
基于打磨前后實(shí)測鋼軌廓形數(shù)據(jù),仿真計(jì)算分析了CRH5型動(dòng)車組的動(dòng)力學(xué)性能指標(biāo)變化情況,重點(diǎn)計(jì)算了脫軌系數(shù)、輪重減載率及輪軌橫向力等安全性指標(biāo),以及構(gòu)架和車體的橫向振動(dòng)加速度等動(dòng)車組運(yùn)行性能指標(biāo),結(jié)果見表3。

圖4 抖車嚴(yán)重區(qū)段打磨后軌頭廓形和鋼軌光帶情況
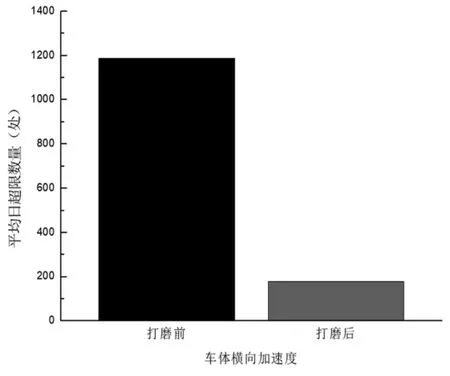
圖5 打磨前后車體橫向加速度超限情況對(duì)比
由表3可知:(1)打磨前后脫軌系數(shù)和輪重減載率均小于其安全限值0.8,打磨后脫軌系數(shù)和輪重減載率分別減小了13.6%和5.5%,打磨后輪軌橫向力降低了3.9%,提高了車輛運(yùn)行的安全性;(2)打磨后構(gòu)架和車體的橫向振動(dòng)加速度分別減小了2.1%和9.5%,提升了車輛運(yùn)行的平穩(wěn)性。
4 結(jié)論及建議
(1)左右股鋼軌軌頭廓形不對(duì)稱,內(nèi)側(cè)工作邊R60和R16圓弧處明顯凸出,造成輪軌接觸關(guān)系不良,鋼軌光帶不居中偏向軌距角側(cè),車輪與鋼軌非正常接觸是引起CRH5型動(dòng)車組抖車的主要原因。
(2)通過鋼軌打磨修正了軌頭廓形,優(yōu)化了輪軌匹配關(guān)系,等效錐度處于正常范圍0.05~0.06,輪軌接觸點(diǎn)分布區(qū)域更靠近軌頂中心位置,有利于提高動(dòng)車組運(yùn)行的穩(wěn)定性,從而緩解了CRH5型動(dòng)車組抖車的情況。
(3)打磨后脫軌系數(shù)、輪重減載率、輪軌橫向力分別減小了13.6%、5.5%、3.9%,構(gòu)架和車體的橫向振動(dòng)加速度分別減小了2.1%和9.5%,改善了車輛動(dòng)力學(xué)性能指標(biāo),提高了動(dòng)車組運(yùn)行的安全性和平穩(wěn)性,有效地解決了CRH5型動(dòng)車組抖車的問題。
(4)建議深入開展鋼軌打磨技術(shù)研究,提出最優(yōu)化的打磨方案及策略進(jìn)行正確的鋼軌打磨,避免出現(xiàn)動(dòng)車組異常振動(dòng)(構(gòu)架橫向加速度報(bào)警、抖車、晃車)的情況。
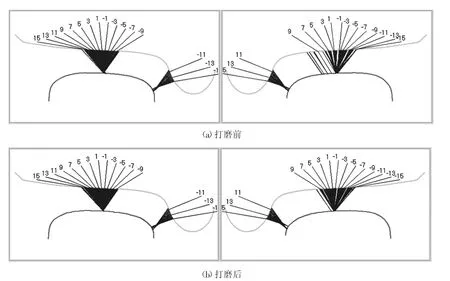
圖6 打磨前后輪軌接觸點(diǎn)分布情況
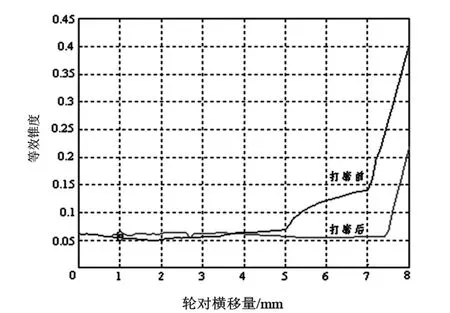
圖7 打磨前后輪軌匹配等效錐度情況

表3 打磨前后車輛動(dòng)力學(xué)性能指標(biāo)對(duì)比情況