高溫共燒陶瓷外殼金屬化層粘附強度測試方法及其優化
2021-06-09 09:00:30丁榮崢湯明川史麗英
電子與封裝 2021年5期
丁榮崢,邵 康,湯明川,史麗英
(1.中科芯集成電路有限公司,江蘇無錫 214072;2.江蘇省宜興電子器件總廠有限公司,江蘇無錫 214221)
1 前言
在電真空器件、電源模塊、集成電路、LED等電子封裝中常使用到有金屬化層的陶瓷外殼、基板、絕緣子等,陶瓷體上的金屬化層粘附強度評價是不可或缺的,國內外相關測試標準也有多個,王雷波[1]、陳金華[2]、陳凌杰和郭寬紅[3]、鐘永輝[4]等對金屬化層粘附強度測試有所論述,對比發現不同的測試標準其測試合格判據是不同的,如何使用這些標準并與陶瓷產品結合起來并沒有相關論述,在采用這些標準測試金屬化強度時往往是供需雙方根據自己的理解或在技術協議中約定。
高溫共燒陶瓷(HTCC)應用領域較寬,金屬化層與可伐等金屬零件釬焊(通常用Ag72Cu銀銅焊料釬焊)、與背金的芯片焊接(通常用Au97Si焊接)、與金屬蓋板熔封(通常用Au80Sn28焊料熔封)、與LTCC基板焊接(通常用Sn63Pb37焊料等焊接),陶瓷上的金屬化層粘附強度測試方法需要統一,本文對現有測試方法和評價標準進行梳理,分析陶瓷件金屬化層粘附強度受哪些因素影響,及其測試方法與使用情況的關系,通過試驗驗證標樣制樣、測試前篩選、如何合理測試施力等優化達到準確測試金屬化層粘度強度的目的。
2 國內外陶瓷金屬化層粘附強度測試方法
對國內外已有陶瓷金屬化層粘附強度測試方法和評價標準進行了調查分析,大部分是基于產品應用來確定的測試方法和評測標準。檢測評價基本是用產品進行,只有部分采用制作標樣來進行評測。
2.1 國內外相關測試標準
國內主要有SJ/T3326-2016《陶瓷-金屬封接抗拉強度測試方法》[5](參見圖1)、SJ/T11246-2014《真空開關用陶瓷管殼》附錄A三點法(拉釘)封接抗拉強度測試方法[6](參見圖2)。間接涉及陶瓷外殼金屬化層粘附強度測試的方法有:GJB1420B-2011中B2分組的引線牢固性[7][即GJB548B-2005方法2004.2試驗條件A(拉力)]、GJB548B-2005方法2028針柵陣列式封裝破壞性引線拉力試驗、方法2029陶瓷片式載體焊接強度(破壞性推力試驗)[8],GJB3522A-2011《氧化鈹陶瓷規范》[9]第3.10條抗拉強度(對金屬化陶瓷)、GB/T 11363-2008《釬焊接頭強度試驗方法》[10]等。《低溫共燒陶瓷工藝技術手冊》第4.4.2.2節膜層可靠性評價中的膠帶粘拉法、膠粘拉力測量法只適于附著力低的,樣片剪切力、拉力測試是合適的,但缺少合格判據[11]。

圖1 SJ/T3326-2016標準瓷封件測試示意圖[5]

圖2 SJ/T11246-2014三點法(拉釘)測試示意圖[6]

圖3 F19-119(2016)陶瓷金屬化強度測試法示意圖[12]
國外主要有美國材料與試驗協會(AST M)的F19-119(2016)金屬化陶瓷密封件抗拉及真空試驗方法[12](參見圖3)和國際大公司(如日本京瓷公司、NTK公司)的企業標準等。
2.2 測試方法與合格判據的對比分析
國內外相關測試方法和標準對比如表1所示。從測試樣件要求、測試技術要求、合格判據以及標準適用范圍等方面加以比較。前面提到但未給示意圖的,在表格中作簡圖說明。
表1僅列出部分,GJB128A-1997《半導體分立器件試驗方法》中機械性能試驗-方法2000系列中也有2036引出端強度,GJB548B-2005等已包含,故表中未列出;又如NTK公司《AlN外殼設計手冊》中AlN陶瓷外殼/基板規定Ag72Cu28釬焊在2.5 mm×2.5 mm金屬化層上,要求抗拉強度大于2 kg/mm2,標準要求不高;有些標準僅可參考,如GB/T 11363-2008《釬焊接頭強度試驗方法》等。
3 HTCC陶瓷外殼金屬化層作用及相關強度測試
3.1 陶瓷外殼金屬化層作用及典型結構
陶瓷外殼金屬化從結構來分有內部埋層和表面金屬化。內部埋層主要起電互連、屏蔽等作用;表面金屬化主要是釬焊各類金屬零件、引線鍵合、焊料封口、電互連和接地等。本文討論的是HTCC陶瓷外殼表面金屬化。
HTCC陶瓷外殼表面的金屬化層會用于各類引出端(如CDIP/CFP/CQFP引腳、CPGA引針等)、平行縫焊的封接環、鎢銅等熱沉的銀銅焊料釬焊,用于芯片等的Au-Si共晶摩擦焊或導電膠的粘結,用于電感等元器件的錫鉛焊,用于金絲和硅鋁絲等的超聲鍵合,還用于Au80Sn20合金焊料熔封的密封等。在這些采用相同工藝制作的金屬化層中,釬焊引出端、封接環、熱沉的金屬化區域等相對來講需承受更大應力,對其要求參見GJB1420B-2011《半導體集成電路外殼通用規范》、GJB 923A-2004《半導體分立器件外殼通用規范》等。
畫意人像的光線是柔和的,產生柔和光線的最好方法是折射。逆光法和光墻法(6盞以上閃光燈)是畫意人像攝影運用得較多的兩種布光法。鏡頭前的柔化處理會令畫面更富畫意。選擇背景和控制照片的調子充分體現了攝影師的能力和功底,需要攝影師對色彩有較多的理解和把控,所以畫意人像攝影的即興創作的可能性較小。

表1 主要金屬化層粘附強度測試比較
陶瓷外殼金屬化層典型結構如圖4所示,在陶瓷外殼制造中引出端、封接環、熱沉的金屬化層黏度強度是顯著高于引線鍵合等金屬化區的,其金屬化層結構材料、結構尺度(厚度)等是不同的。
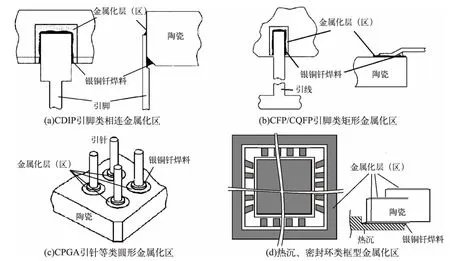
圖4 陶瓷外殼表面金屬化層典型結構
3.2 陶瓷外殼金屬化層脫落失效現象及相關強度測試分析
陶瓷外殼金屬化強度不足,常常會引起掉腳、密封檢測時密封環漏氣、鍵合指金屬層剝離導致互聯失效等問題,典型失效現象如圖5所示。
從陶瓷外殼金屬化層相關的失效案例分析中可以看到,密封區、鍵合指出現的脫落基本屬于粘附強度不足以抵擋應力才出現的;CQFP陶瓷外殼等引腳出現脫落,參見圖5(a),引腳緩沖結構不能表現在強度上,該結構引腳抗拉強度不僅是釬焊面的金屬化層結合強度,還包含了擴大的金屬化區、金屬化層四周覆蓋瓷漿層和釬焊區下金屬埋孔等增強的強度。陶瓷外殼引腳在相關檢驗中是合格的,但使用中出現失效,說明金屬化強度是不合格的,引腳強度合格不是充分條件,而是使用合格的必要條件之一,引線抗拉強度測試合格不能說明金屬化層一定合格。
以2.54 mm節距CPGA68為例進行計算分析,引針實際釬焊結構如圖6所示,按日本京瓷、NTK等單位的陶瓷外殼設計手冊中要求的抗拉強度大于等于4.3 kg/mm2來計算分析。

圖6 2.54 mm節距CPGA68陶瓷外殼引針釬焊尺寸
不同計算面積,引針抗拉強度值為:
(1)引針橫截面φ0.46 mm:F=πr2×4.3 kg/mm2=3.14×0.23 mm×0.23 mm×4.3 kg/mm2=0.71 kg
(3)引針釬焊的金屬化焊盤φ1.60 mm:F=3.14×0.80 mm×0.80 mm×4.3 kg/mm2=8.64 kg
計算中,(1)顯然忽略了引針焊盤比引針大的面積部分以及引針四周堆積的銀銅焊料對抗拉強度的影響,(2)忽略了引針四周堆積的銀銅焊料對抗拉強度的影響,(3)將銀銅焊料對引針抗拉強度的影響擴大為整個金屬化焊盤起釬焊作用。
GJB548B-2005方法2028中,φ0.46 mm引針拉力合格判據為:

側向拉引針更易破壞,42.8 N(4.37 kg)的合格判據比表1中第10項20°引線拉力2.27 kg高是合理的;表1中第11項的合格判據為大于80 N/mm2,若以釘頭直徑0.74 mm計算,忽略四周堆積銀銅焊料的影響,拉力F為34.7 N,偏小約1/3,也算是合理的。這些說明引針的抗拉強度并不能直接對應于陶瓷金屬化強度。
4 陶瓷外殼金屬化層粘附強度測試
由上述分析可知,準確測試陶瓷外殼金屬化層粘附強度和準確計算金屬化層面積很重要。準確測試金屬化層強度,有效監控金屬漿料制備、金屬漿料與陶瓷匹配、金屬漿料印刷厚度、高溫共燒等工藝過程的穩定性,且不需要因陶瓷外殼釬焊不同零件采用不同的測試方法來評價其是否合格,避免“使用決定測試項目,測試項目決定測試方法”帶來的測試數據使用受限問題。
實測驗證的首次測試:測試樣件采用生瓷片上印刷(20±2)μm厚、切割出(1.3±0.1)mm×(1.3±0.1)mm大小的金屬化區域并經層壓整平,高溫共燒后經鍍鎳和致密化后用(60±5)μm厚BAg72Cu釬焊0.20 mm可伐,陶瓷上帶測試孔,在金屬化層下沒有通孔或填孔,金屬化層的四周沒有陶瓷漿料覆蓋層,見圖7(a);16件樣件未做篩選,直接用鋼絲穿過瓷片在WDL-5000N多功能材料試驗萬機上測試,金屬化抗拉強度值在3.4~18.9 kg/mm2,波動范圍非常大。對測試樣件進行分析,發現與釬焊有效面積、釬焊垂直度等有關,并不是直接反映金屬化層粘附強度,見圖7(b)。
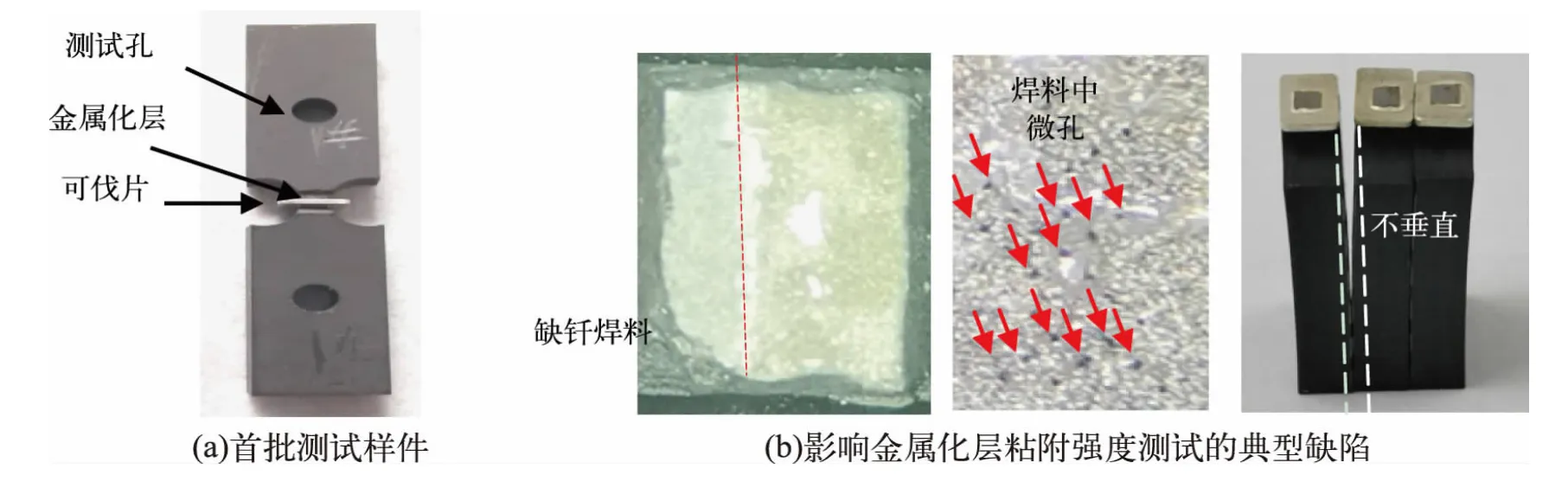
圖7 陶瓷外殼金屬化層粘附強度測試標樣
首次測試驗證數據波動范圍太大,進行第2次測試驗證。首次測試驗證雖消除了金屬化層下金屬通孔、相連金屬化層、銀銅釬焊擴展帶來測試值增大的影響,但沒有篩選掉釬焊層空洞尺寸過大或空洞率過大、測試垂直度等對測試值降低的影響。第2次測試,采用2 mm左右疊層厚度的生瓷片上大面積印刷金屬化層后用模具沖制或激光切割、共燒制成φ2.0~3.0 mm瓷件,釬焊面積尺寸一致性高,尺寸測試計算準確性也高,參見圖8(a);測試前用X射線照相篩選掉釬焊層空洞尺寸在φ0.15 mm或空洞率大于5%的試樣(或者測試后目檢剔除焊料層有空洞的);測試施力采用硬連接和軟連接[13],參見圖8(b)。可伐桿與瓷件之間的釬焊要對準、垂直且釬焊不可太松或太緊,可以參考周明珠等設計的釬焊模具[14]。
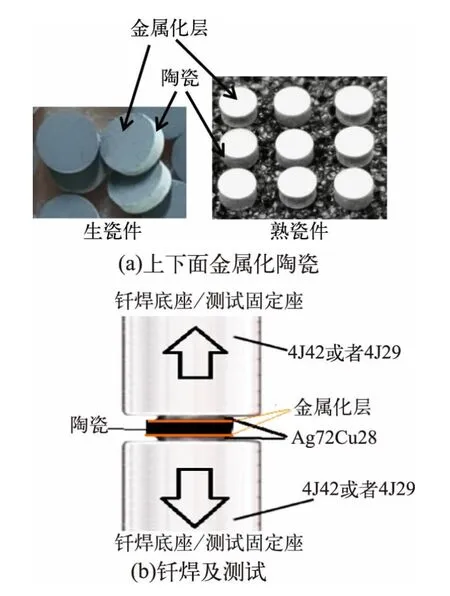
圖8 優化后的陶瓷外殼金屬化層粘附強度測試
測試模具沖制的和激光切割的400 MPa抗彎強度HTCC兩種樣件,數據見表2和表3;陶瓷外殼金屬化層分離情況參見圖9和圖10。
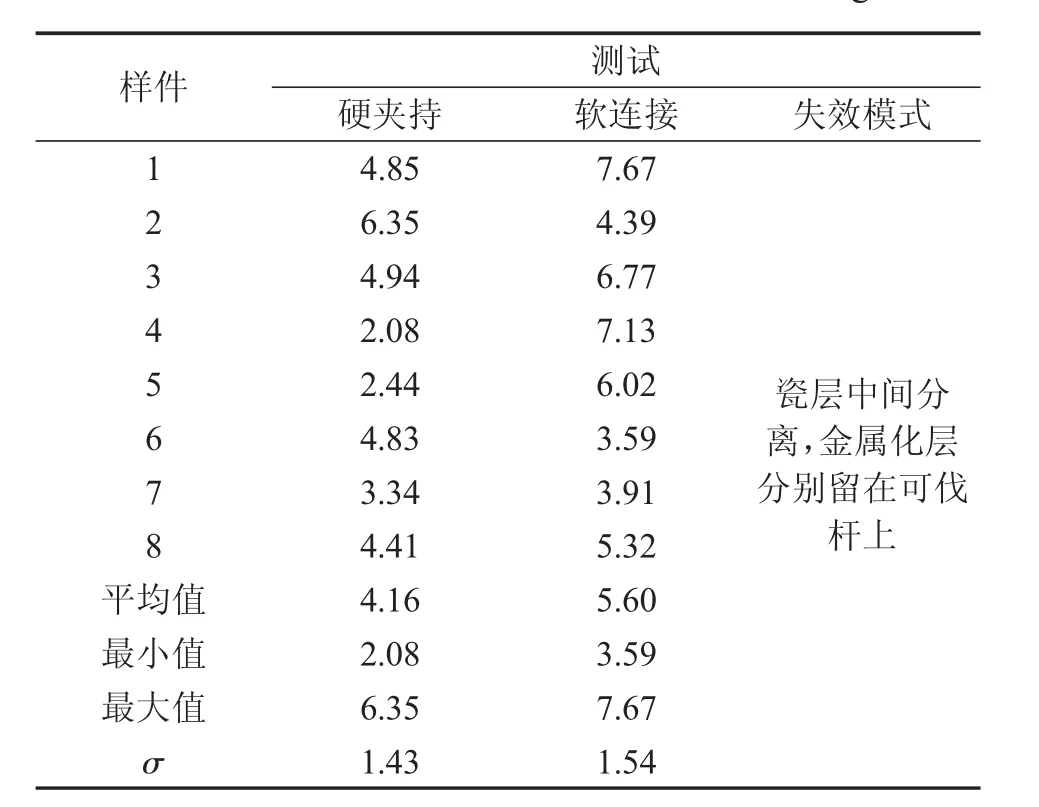
表2 模具沖制制樣陶瓷金屬化層粘附強度(單位:kg·mm-2)

表3 激光切割制樣陶瓷金屬化層粘附強度(單位:kg·mm-2)

圖10 激光切割制樣側面及測試分離照片
從表2、表3中的測試數據和圖9和圖10示出的分離情況可以看出,樣件存在的生瓷件隱裂紋、W金屬層的微小分層導致測試時分離均發生在陶瓷層。測試的粘附強度值不是金屬化層真實的粘附強度,其數值不可用來判斷金屬化層粘附強度是否合格,必須進行生瓷件制作工藝優化及高溫共燒前后的篩選、測試軟硬結合夾持等來消除測量誤差。
第3次測試驗證:樣件在第2次基礎上,采用生瓷件模具沖制,增加隱裂紋檢查并做消除處理,釬焊和測試采取測試施力有緩沖作用的軟硬連接,表4是改進批測試數據,較準確地測量出陶瓷外殼金屬化層粘附強度在13 kg/mm2以上,遠高于行業內氧化鋁HTCC設計手冊上的4.3 kg/mm2,圖11是改進后測試分離的典型照片。
經過實際測試驗證表明,生瓷片上印刷金屬化層再沖制出圓形樣件,檢查并消除隱裂紋,經高溫共燒、釬焊后按正常工藝標準篩選缺陷樣件,測試施加力采用軟連接,可以較準確地測得金屬化層粘附強度。

表4 無隱裂紋和W層微分立瓷件的1組金屬化層粘附強度測試值(單位:kg·mm-2)
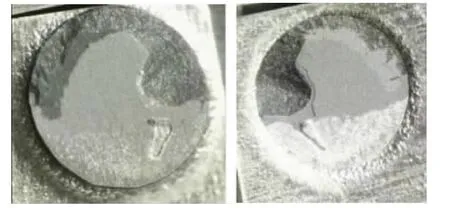
圖11 樣件測試后分離照片
5 結論
本文分析了現有陶瓷外殼等金屬化層粘附強度的測試方法和評價標準,準確測量粘附強度金屬化層下不允許有金屬通孔、有與測試區相連的金屬化層等,制樣方式尤其制樣存在隱裂紋或微分層、不同施力均對測試值有影響,最后給出了可信的金屬化層粘附強度制樣及測量方法:0.3~2.0 mm生瓷片正面、底面印刷W漿后采用模具沖制,高溫共燒出φ2.0~3.0 mm直徑的瓷件,再化鍍鎳、銀銅釬焊于測試底座上,按正常工藝標準篩選掉有隱裂紋等缺陷的不合格標樣,與測試儀采用軟連接,可以準確地評測金屬化漿料質量,實現高溫共燒金屬化層粘度強度在線監測,消除不同封裝形式陶瓷外殼金屬化層粘附強度評價方法不同所帶來的合格判據不統一、不等同且不能真實反映金屬化粘度強度的問題,為金屬化漿料研制、陶瓷外殼金屬化粘附強度質量監控提供了測量方法。
