AF-KDF2機組氣壓系統設計
2021-06-11 05:31:40蔡躍廈門煙草工業有限責任公司
環球市場 2021年16期
蔡躍 廈門煙草工業有限責任公司
AF-KDF2濾棒成型機組的氣壓系統主要由氣壓元件、管道、電控系統等組成。氣壓系統主要保證濾棒生產的絲束開松、增塑劑施加、上膠及成型等關鍵工藝。
一、現狀調查
(一)背景技術
通過查詢《卷包車間成型維修工交接班記錄(編號:QEHS/JB/JL-074)》統計出AF-KDF2濾棒成型機組中與氣壓系統有關的維修記錄,并記錄故障的維修時間:
從圖1可以發現,AF-KDF2機組的維修時間主要集中在氣動系統的故障維修時間。且氣動系統的故障維修主要集中在AF2絲束開松機部分的故障和更換KDF2成型機氣壓元件這兩部分,如果能夠解決絲束開松部分和更換KDF2氣壓元件維修時間過長的問題,AF-KDF2濾棒成型機組氣壓系統的故障維修時間將大幅度降低
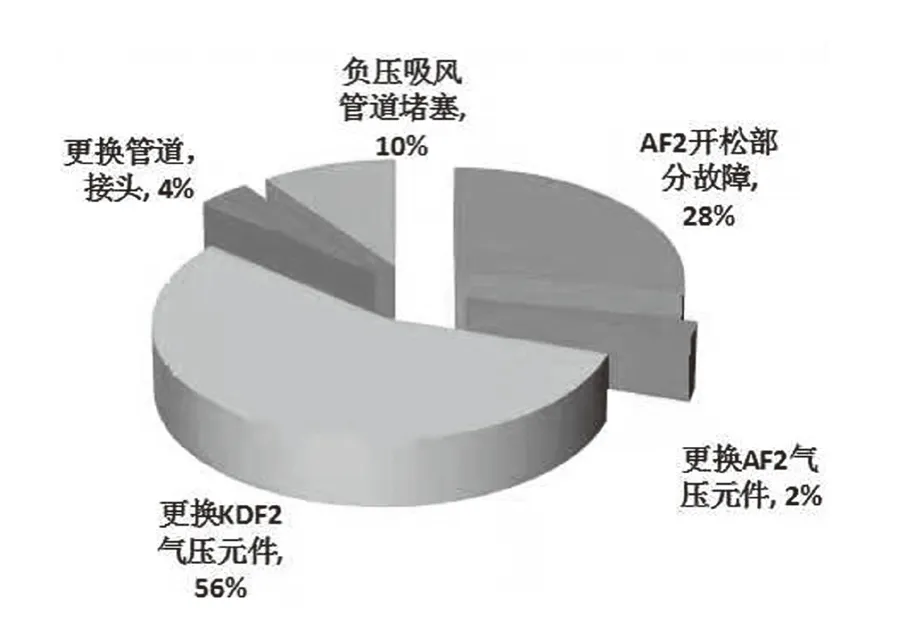
圖1 AF-KDF2濾棒成型機組各個部分的故障維修時間統計圖
(二)問題分析
為了找出影響AF-KDF2濾棒成型機組AF2開松部分和更換KDF2氣壓元件這兩部分故障維修時間長的原因,采用關聯圖對故障進行深入分析、研究如圖2所示:
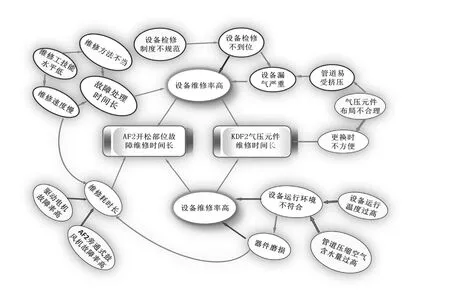
圖2 AF-KDF2濾棒成型機組氣壓系統故障維修時間長原因分析關聯圖
最后得出主要原因有:①維修技能水平低;②設備檢修制度不規范;③設備運行溫度過高;④管道壓縮空氣含水量高;⑤AF2旁通式鼓風機故障率高;⑥驅動電機故障率高;⑦氣壓元件布局不合理。
二、解決方案
(一)主要因素分析
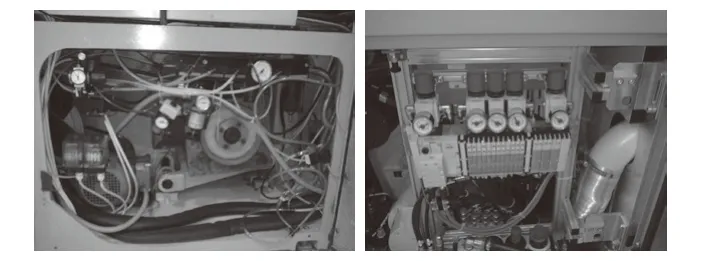
經現場試驗、分析,發現AF-KDF4機組線路整體布局呈模塊化,氣壓元件布局合理,清晰,標識清楚,維修方便。AFKDF2機組線路布局混亂,設備臟污,無標識,管路難找,氣壓元件布局隱藏較深,光線不足。以下是兩種設備對比圖:

表1 AF2開松故障統計情況
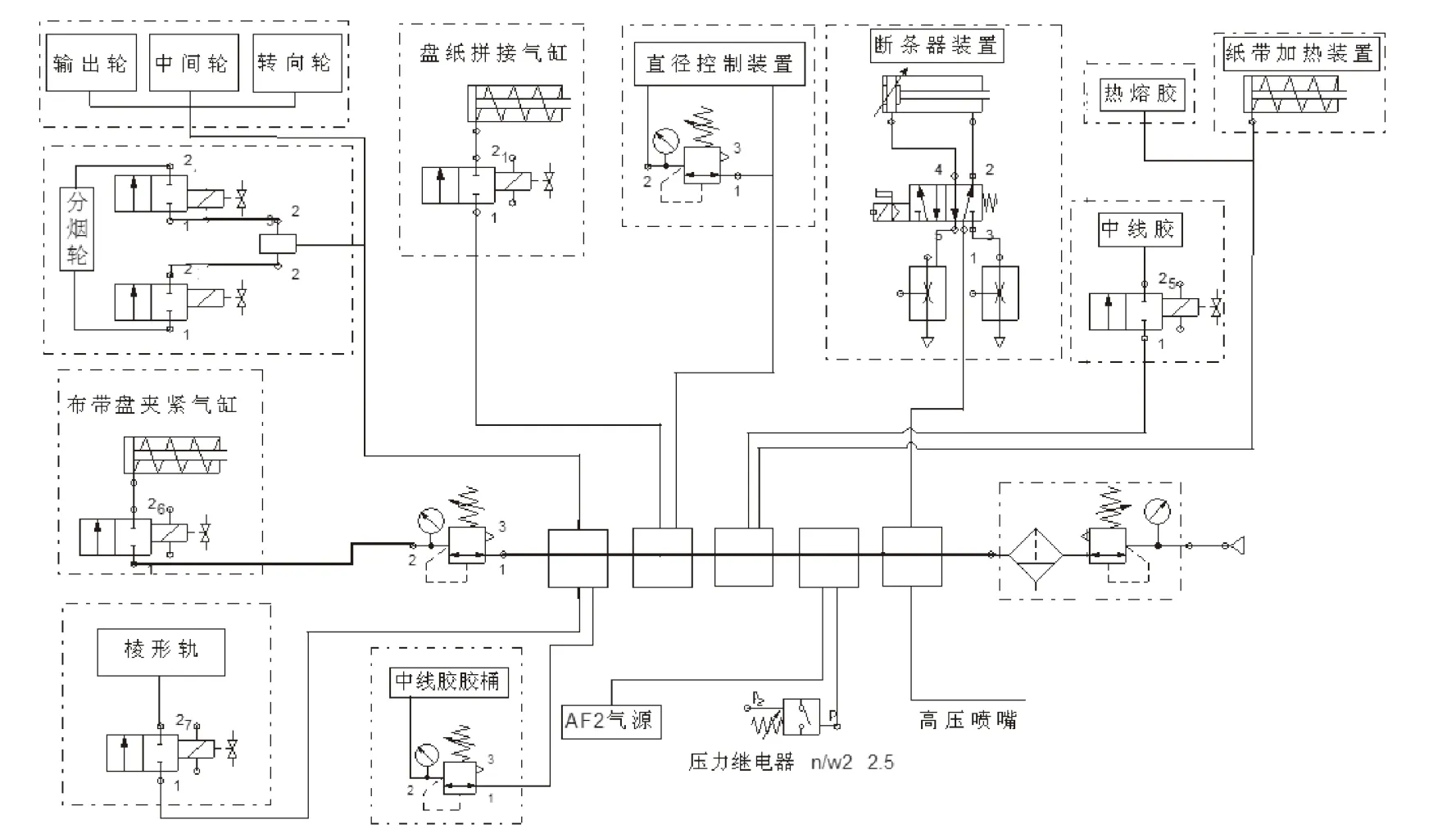
圖3 AF-KDF2開松氣壓設計
AF2 開松器采用的是低壓壓縮空氣,目前采用的是通過交流電機帶動旁通式鼓風機為開松器輸送供給絲束開松的氣壓。低壓壓縮空氣由軟管引入分配箱后,再通過三根軟管分別引入到第一、第二、第三級空氣開松器的窄槽風口處將絲束開松展開。查詢《卷包車間成型維修工交接班記錄(編號:QEHS/JB/JL-074)》和《濾棒成型機組(KDF2、KDF4)點檢記錄(QEHS/JB/JL-076)》,對AF-KDF2濾棒成型機組AF2開松部位的故障維修進行統計。我們發現AF2開松故障主要發生在AF2旁通式鼓風機。具體記錄可參照《卷包車間成型維修工交接班記錄(編號:QEHS/JB/JL-074)》所示。具體維修時間統計如表1所示。
結論:經過對所有末端因素的逐條確認,確定出影響AF2開松部分故障維修時間長的原因是:AF2旁通式鼓風機故障率高;造成KDF2氣壓元件維修時間長的原因是:氣壓元件布局不合理。
(二)選擇對策
1.采用中央壓縮空氣供給,氣源來自動力車間。2.將控制氣路安裝在外頭,采用模塊式安裝,空間大,便于以后氣路改造,目視化管理,便于操作工操作和安全得到保證,且模塊化便于維修具有可行性。
(三)方案實施
1.根據原有的開松氣源使用壓力為1.6×104Pa,壓縮空氣流量約為250l/min。我們的中央供氣的氣源的壓力是5.5×105Pa,因此我們需要配合選取合適的調壓閥。
2.壓縮空氣直接作用在絲束上,我們需要對壓縮空氣進行過濾,所以,我們須選用過濾器。
3.管道管徑的大小能否滿足流量的要求。
4.當我們的風機啟動的時候,我們的開松器的氣源才導通,因此,我們需要添加一個電磁換向閥,控制壓縮空氣的開關。
設計出來的氣路圖,如圖3所示。
(四)器件選型
在氣壓元件的選擇上,選用帶過濾的減壓閥AW4000才能夠滿足開松所需的壓力和空氣流量。根據管徑和安裝電壓,選擇常閉二位二通直動電磁閥,型號PU220-06。為了保證系統運行的穩定可靠,在壓力和流量的選擇上采用的是中央集中供氣,氣源的壓力為5.5Mpa。
三、結束語
通過對氣動系統工作原理的分析,本文中設計的模塊化氣壓供應系統使整機組的故障總停機時間比原來每月減少了約230分鐘/月,如果設備按380米/分鐘速度生產,在每月可以多生產87400米的濾棒,約合60萬支,無形中提高車間的生產能力;濾棒的吸阻更加穩定,對產品質量的提高提供了有力的保證。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50