花崗巖厚磚生產過程控制要點及技術難點探討
2021-06-17 14:53:02
佛山陶瓷 2021年5期
1前言
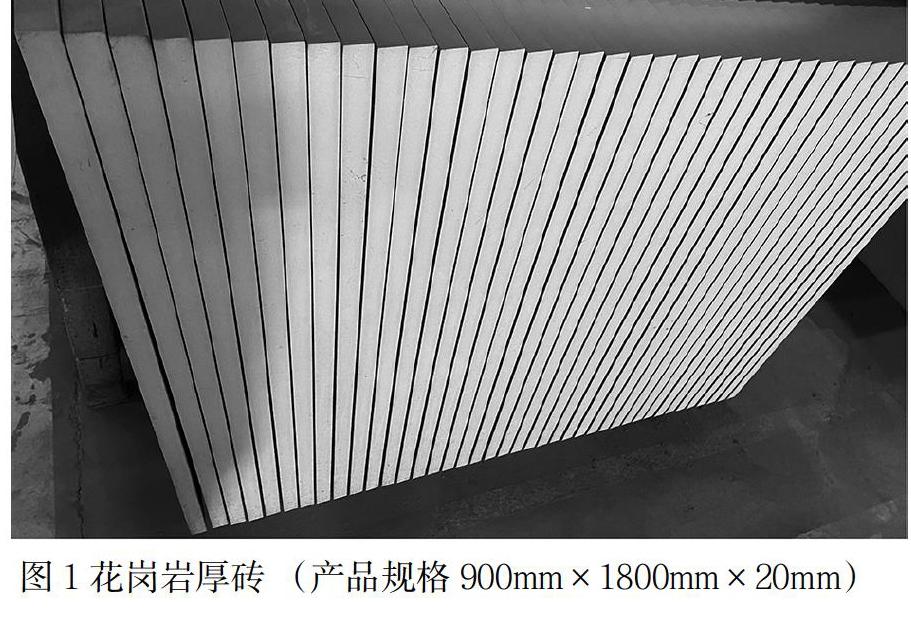
近年來,陶瓷厚磚系列新產品迅速發展,以仿古類的花崗巖厚磚為主,以300mm×300mm×20mm、300mm×600mm×20mm、600mm×900mm×20mm、450mm×900mm×20mm、900mm×1800mm×20mm(如圖1所示)及330mm×300mm×30mm等規格,其生產工藝和產品缺陷仍需要不斷的完善和攻克。在這里探討一下上述新產品在生產過程中控制要點,及出現不同缺陷的預防措施。
花崗巖厚磚產品,在生產控制過程中,與普通仿古釉面磚相比,既有相似之處,也有不同的區別,該坯體的厚度一般控制在15.0 ~30mm之間,在生產過程中比較常見的缺陷有:變形、裂紋、炸坯、夾(黑)心、崩圓角、抗折強度偏低、切割裂等缺陷。
2花崗巖厚磚產品裂紋缺陷的原因及觧決措施
⑴ 花崗巖厚磚坯體配方及原材料的優化和調整
生產花崗巖厚磚時,應選擇塑性較好的粘土或黏度合適的添加劑,以便增加坯體的強度,減少厚磚坯體粘土的使用量,有助于改善坯體的氧化和減少裂紋缺陷。
⑵ 花崗巖厚磚粉料要求
生產花崗巖厚磚顆粒級配、水分、容重的工藝參數控制與普通釉面磚的參數有相似之處:30目:10%~15%;40目:35%~45%;60目:35%~45%;100目:5%;粉塵≦1.0%;容重≧0.92;水分7.3%~7.8%。如果粉料的顆粒級配、水分、容重控制不好,也容易造成花崗巖厚磚坯體出現裂紋缺陷。
⑶ 花崗巖厚磚坯體成型壓力
花崗巖厚磚坯體成型壓力的大小對花崗巖厚磚坯體裂紋有直接影響,在生產過程控制中,需要特別重視坯體的成型壓力是否偏低并及時修正,壓力不足時,很容易出現裂紋缺陷,由普通厚度產品升級生產厚磚時,一定要評估好原有的壓機是否滿足生產厚磚的工藝要求。
⑷ 機械設備方面的影響。
機械設備如出磚平臺、輸送釉線、干燥窯輥棒等存在高低不平現象,輥棒間距太寬,特別是在生產花崗巖厚磚時,采用大直徑、加厚壁、剛性好的輥棒(如? 60mm)及加密棒距方式,更有利于穩定生產和磚形;其次,在設計或改造舊窯爐生產厚磚時,要計算好干燥和窯爐傳動電機波箱的速比及選好電機型號,避免出現無法降慢窯速或電機發熱等不良現象。
⑸ 坯體入窯水分過大對裂紋影響的觧決方法
①升高干燥窯溫度,使出干燥窯坯體的水分降低或提高出干燥窯坯體的溫度。
② 適當減少坯體的噴水或淋釉量。
③ 提高釉線微波、紅外線或熱風干燥窯的溫度,使入窯坯體水分降低。
④ 調整窯爐預熱區的溫度曲線和風機抽力,避免升溫過急。
⑤ 根據厚磚生產工藝要求,合理調節預熱區擋火板/墻的高度,過高或過低,都有可能導致厚磚出現裂紋缺陷。
⑹ 干燥窯溫度的影響
在生產厚磚時,需要合理控制干燥窯升速預熱階段的溫度,不宜太低溫以及煙氣濕度不宜過干燥,降速干燥階段的煙氣溫度不能過低,否則會造成坯體入窯水分偏高。
⑺ 窯爐預熱帶的溫度的影響。
在生產花崗巖厚磚時,由于坯體較厚,窯爐預熱、氧化帶的溫度不宜過高,升溫速度和煙氣流速不宜過急,否則很容易出現排水裂紋、炸磚或崩圓角缺陷。
⑻ 輥道窯三帶比例的影響。
在設計或改造生產花崗巖厚磚的窯爐時,應著重考慮輥道窯三帶比例的合理分布,適當延長窯爐預熱、氧化帶及冷卻帶的比例,有利于提高坯體氧化,減少坯體出現夾(黑)心、裂紋和炸坯現象。應適當延長窯爐冷卻帶比例,以便厚磚冷卻均勻,避免出現溫差大的應力不均問題,引起切割裂缺陷。
⑼ 預熱、氧化帶的溫度和燃燒器開啟不合理的影響。
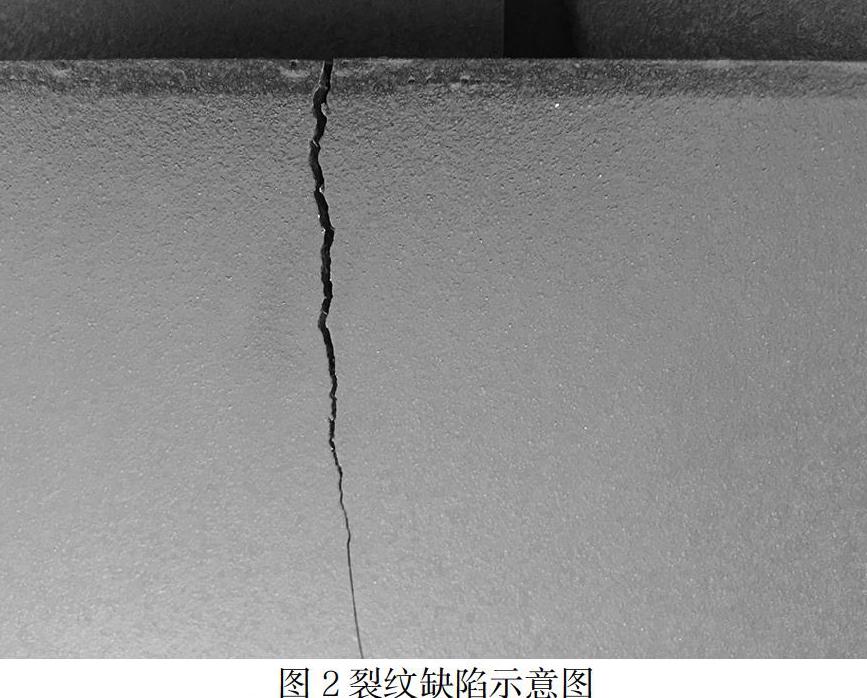
生產厚磚時,預熱、氧化帶的溫度過高以及輥下燃燒器開啟過前或火焰過大,會造成窯內局部溫度過高,極易造成坯體出現崩圓角或裂紋、炸坯、夾(黑)心等缺陷。反之,如果預熱、氧化帶溫度過低,也會造成坯體出現裂紋、炸坯、氧化不良的夾(黑)心等缺陷(如圖2)。
(10)預熱、氧化帶保溫不良對產品質量的影響。
如果預熱、氧化帶的窯墻、窯底、窯頂的保溫層過薄或者存在漏風現象,會導致散熱嚴重、能耗變大、窯爐預熱區域難升溫現象,從而容易導致產品容易出現裂紋、黑心、崩圓角缺陷。
3預防花崗巖厚磚產品變形缺陷的措施
⑴優化坯體配方。
由于花崗巖厚磚產品,坯體較厚,同等生產條件下,對比普通厚度產品相對難氧化,可通過優化坯體配方結構,提高坯體中鋁的含量,最好將坯體配方的AL2O3 含量提高到20%以上,以便增加坯體的骨架作用,減少粘土的使用量,加強氧化。
⑵優化窯爐的燒成制度。
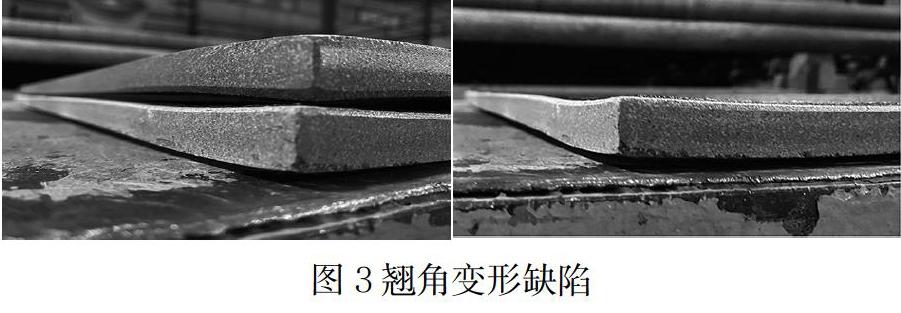
由于花崗巖厚磚產品,坯體較厚,在窯爐燒成過程中,如果只重視輥道窯高溫區溫度的控制,而不重視輥道窯爐前、中段區域溫度,則很容易出現因窯爐前溫不足的翹角變形或入庫返變形現象(如圖3所示)。
⑶ 輥棒直徑及棒表面狀況。
在生產不同規格及厚度的產品時,需要提前做好產品定位,如果以生產大而厚的產品為主,則應該采用大直徑、剛性好、強度高的高溫輥棒和加密棒距為宜,可有效避免因棒徑小或剛性不足而造成的產品變形或走斜問題;同時還要注意輥棒表面是否存在棒釘以及坯體在窯內行走狀況,不能出現走磚歪斜現象,否則很容易引起坯體出現局部上翹或下耷變形缺陷。
⑷ 窯內壓力控制。
生產不同規格的厚磚的窯爐燒成控制過程中,窯內負壓不能過大,否則會導致窯內氣流過快,截面過大而引起的磚形和色差缺陷。
⑸? 干燥及窯爐傳動系統的加工和安裝精度
在生產厚磚時,輥道窯爐和干燥窯傳動系統的加工和安裝精準度都要相對提高,避免坯體在窯內出現歪斜或震動現象,否則容易產品出現裂紋或變形缺陷。
4 預防花崗巖厚磚出現夾(黑)心或崩圓角的措施
在生產厚磚時,首先從輥道窯爐預熱、氧化階段的升溫速率去考慮,既要滿足花崗巖厚磚在輥道窯預熱、氧化階段不能升溫太急、氣流速度過快而帶來的裂紋、崩圓角、黑(夾)心等缺陷,又要考慮窯爐前溫過低,造成干燥窯溫度不足而帶來的裂紋、坯體水分大以及窯爐前溫過低的裂紋、炸坯缺陷。
⑴坯體配方中粘土用量對坯體質量的影響。
由于坯體較厚,其坯體強度相對比普通厚度的產品要高些,又由于坯體較厚,難氧化,在粘土塑性不變的情況下,配方中可以降低8~10%左右的粘土用量,這樣,更有利于厚磚在燒成過程中的氧化,減少黑心或崩圓角缺陷。
⑵輥道窯爐三帶比例對燒成過程控制的影響。
在設計或改造生產厚磚的輥道窯爐時,應適當延長窯爐預熱、氧化帶和冷卻帶的比例,有利于減少坯體出現黑(夾)心、裂紋、炸坯、抗折強度低或切割裂現象。
⑶預熱、氧化帶的溫度對坯體質量的影響。
在生產厚磚時,如果預熱、氧化帶的溫度過高,極易造成坯體出現掉圓角或裂紋、炸坯、黑(夾)心等缺陷。反之,如果預熱、氧化帶的溫度過低,也會造成坯體出現裂紋、炸坯、黑(夾)心等缺陷,如果坯體存在黑(夾)心時,也極易出現崩圓角缺陷。故在生產花崗巖厚磚時,窯爐前段的燃燒器應適當的比生產快燒的普通厚度的磚坯少開或往后開,避免預熱、氧化帶升溫過急而產生異常缺陷。
⑷預熱、氧化帶輥下燃燒器開啟過前或火焰過大對坯體質量的影響。
在生產厚磚時,如果預熱、氧化帶輥下燃燒器開啟過前或火焰過大,造成窯內局部溫度過高,極易造成坯體出現掉圓角或裂紋、炸坯、黑(夾)心等缺陷
⑸預熱帶擋火板/墻高度對坯體質量的影響。
輥道窯預熱、氧化帶擋火板/墻高度,對生產花崗巖厚磚裂紋的控制也很關鍵,如果該擋火板離輥棒面太高或擋墻距離輥棒太大,容易造成窯爐預熱、氧化帶溫度過高,容易導致坯體出現裂紋、炸坯或針孔缺陷;如果該擋火板離輥棒面太低或擋墻距離輥棒太小,容易造成窯爐預熱、氧化帶溫度過低,出現坯體裂紋、黑心、炸磚等缺陷。
⑹預熱、氧化帶輥下高度對坯體氧化和裂紋、崩圓角的影響。
如果輥道窯預熱、氧化帶,輥下空間不足,會導致該區域窯內氣流速度過快,熱量損失過大,能耗大以及窯爐前溫很難升高,從而也會導致產品容易出現裂紋、黑心、炸磚等缺陷,在對舊窯爐改造生產厚磚產品時,尤其需要重視這方面的影響。
5花崗巖厚磚干燥窯過程控制要點
5.1預熱升速排水階段控制要點
(1) 煙氣溫、濕度的控制:由于坯體較厚,在預熱升速干燥階段,建議采用高溫(煙氣溫度控制在200~230度為宜)高濕干燥法或者適當延長預熱升速干燥階段的時間,便于坯體表、里面都能均勻受熱而不易產生裂紋,該階段的供熱量應大于抽濕量,利用窯爐排煙較高濕度的煙氣作為熱源,如果該熱煙氣經過換熱器置換后供熱干燥窯中使用,效果更好,可有效減少干燥窯的落臟和粉塵堵塞風管現象。如果干燥窯前溫不足,極容易引起圖5所示裂紋。
(2) 干燥窯內壓力的控制:由于坯體較厚,預熱升速排水階段必須在正壓狀態下控制,有利于坯體均勻受熱及減少干燥落臟缺陷的產生。
(3) 干燥抽濕支管與供熱支管開度的控制:升速預熱排水干燥階段,坯體剛進入干燥窯,以吸熱升溫為主,且煙氣濕度較大,坯體排水速度較慢,故此階段以升溫為主,為保證此階段坯體內外受熱均勻而不出現裂紋缺陷,供熱支管的開度應大于抽濕支管的開度。
5.2 等速排水階段控制要點
(1) 煙氣溫、濕度的控制:經過預熱后的坯體進入等速排水階段,排水速度加快,此階段的煙氣溫度應低于升速干燥階段的煙氣溫度20~30度為宜,煙氣濕度應略大于升速干燥階段的煙氣濕度,以利于坯體迅速排水而不產生裂紋缺陷。
(2)干燥窯內壓力的控制:等速排水階段一般在微正壓或微負壓狀態下控制,以利于坯體迅速排水而不產生裂紋或干燥落臟缺陷。
(3) 干燥抽濕支管與供熱支管開度的控制:等速排水干燥階段,坯體受熱后,大量排水,故此階段以排水為主,為保證此階段坯體內、外排水均勻而不出現裂紋缺陷,抽濕支管的開度應大于供熱支管的開度。
5.3降速排水階段控制要點
(1) 煙氣溫、濕度的控制:坯體進入降速排水階段后,坯體排水速度減慢,坯體表面溫度上升,此階段的煙氣溫度應高于等速干燥階段的煙氣溫度10~20度為宜,煙氣要求采用窯爐余熱風作為熱源,濕度較小,這樣有利于坯體強度的提高,同時降低坯體的含水率。
(2)干燥窯內壓力的控制:降速排水階段一般在正壓或微負壓狀態下控制,以利于坯體強度的提高或降低坯體表面溫度,達到在釉線噴水或施釉的工藝要求。
(3) 干燥抽濕支管與供熱支管開度的控制:降速排水干燥階段,坯體吸熱增加強度,排水較少,故此階段以供熱為主。
5.4預防花崗巖厚磚出現抗折強度低、切割裂和崩圓角缺陷的措施
花崗巖厚磚在生產過程中,由于其坯體較厚,對窯爐的氧化和冷卻控制的要求較高。從目前生產花崗巖厚磚的過程中,極容易出現切割裂或抗折強度低缺陷,其預防措施主要有以下幾方面:
⑴厚磚坯體配方結構的優化。
坯體配方結構的優化調整,不能仍然使用普通釉面磚的坯體配方,需要合理調整坯體配方中的硅鋁和鉀鈉比,AL2O3/SiO2的比值約為71.5%~77.0%/22.5%~28.0%。提高坯體配方中的鋁含量,有利于莫來石的形成,針對巖板坯體配方AL2O3含量,建議控制在20%以上為佳。同時還要控制好配方中粘土的攝入量,如粘土攝入量過多,不利于氧化和提速。
⑵ 漿料球磨細度的控制對切割裂影響。
這也是容易忽略的工藝點,漿料球磨越細,越有利于莫來石的生長,當球磨細度過細時,也容易導致坯體出現預熱收縮裂紋。
⑶ 壓機工序控制不合理對切割裂的影響。
提高壓機成型壓力能提高坯體致密度,有利于莫來石的生長。成型壓力偏低、模具底紋或側板設計不合理時,容易使坯體產生切割裂。
⑷ 坯體燒結度不足引起切割裂問題。
在花崗巖厚磚的燒成過程中,如果高溫燒成階段的溫度偏低,也很容易引起產品出現后期的切割裂。
⑸ 輥道窯冷卻結構設計不合理對切割裂的影響。
在生產花崗巖厚磚產品時,輥道窯冷卻段的長度比例,相對比生產普通磚的窯爐冷卻段的比例要加長些,特別是緩冷段的比例,根據目前生產花崗巖厚磚產品的實踐經驗,輥道窯緩冷段的比例控制在18%~25%左右為宜,其次是緩冷段內空間高度的影響,如果此處內高不足,熱氣流過快,在設計或進行技術改造時,應考慮適當增加窯內空間,降慢熱氣流速度,便于花崗巖厚磚在緩冷過程中有充足的時間進行晶型轉換,有利于減少坯體出現后期加工過程的切割裂、抗折強度偏低缺陷。
⑹冷卻制度不合理對切割裂的影響。
花崗巖厚磚在急冷和緩冷階段的降溫速度不能過快,不能處于全負壓狀態下控制,同時還要嚴格控制坯體的出窯溫度不能過高,否則很容易導致花崗巖厚磚在后期加工過程中出現切割裂問題。 如果生產30mm厚磚時,由于窯速較慢,缺少熱量帶過冷卻段,還需要在急冷或緩冷段開啟燃燒器進行保溫如圖8-6所示,或者采用熱風冷卻法,以便于合理調整冷卻制度,避免產品出現抗折強度低或切割裂缺陷。
⑺ 急冷溫度及風管開度的控制。
由于花崗巖厚磚的坯體較厚,同等冷卻條件下,花崗巖厚磚的冷卻時間較長。一般情況下,采取集中風量在急冷前段快速冷卻的方式較好,急冷風管不宜往后開啟過多,否則容易造成坯體在急冷段降溫過快的強度偏低、崩圓角或切割裂缺陷。
⑻緩冷段頂部的抽熱閘板控制。
在花崗巖厚磚生產的冷卻控制過程中,因緩冷段前部分要有一定的正壓控制,故輥道窯緩冷段頂部的抽熱吸斗閘板,應由前往后,逐漸開大,緩冷前段頂部的抽熱閘板不宜開啟過大。
⑼緩冷段換熱管開度的控制。
緩冷前段換熱管的冷風入口,不宜開啟過多、過大,避免緩冷前段的窯內降溫過快而出現坯體抗折強度低或切割裂(如圖7所示)、崩圓角缺陷,緩冷后段換熱管的冷風入口應該全開,便于換熱加快,達到降低坯體出窯溫度效果。
⑽ 緩冷段壓力的控制。
一般情況下,緩冷段應有三分之一的長度在正壓狀態下控制,減少巖板截面溫差,使坯體降溫均勻,有充足的時間進行晶型轉換及消除應力,由于花崗巖厚磚的窯速較慢,坯體從高溫區帶過來的熱量也相對較少,鼓入的急冷風也隨之減少,而厚磚坯體較厚,冷卻速度較慢,為避免緩冷段的窯內形成負壓降溫過快或截面溫差過大,緩冷段的抽熱風閘,不宜開啟過多、過大而吸入過多冷風或負壓過大出現異常缺陷現象。
參考文獻
[1] 曾令可, 王慧, 程小蘇,等. 陶瓷工業干燥技術和設備[J]. 山東陶瓷, 2003, 26(001):14-18.
[2] 胡國林.《建陶工業輥道窯》[M]. 中國輕工業出版社,1998.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
建筑材料學報(2014年3期)2014-03-11 17:08:02