竹單板復合管生產技術研究*
2021-06-18 01:24:26李延軍吳新武婁志超毛勝鳳
林產工業 2021年5期
李延軍 吳新武 婁志超 陳 躍 毛勝鳳
(1.南京林業大學竹材工程研究中心,江蘇 南京 210037;2.杭州華宇集團有限公司,浙江 杭州 353003)
隨著社會的發展和科技的進步,卷管復合材料(以下簡稱管材)使用量和使用范圍逐年增大。傳統管材主要分為金屬管材(如無縫鋼管、球磨鑄鐵管等)、塑料管材(如PVC管、HDPE管等)、水泥管材與玻璃鋼管,管材性能各異,各有其優缺點,例如無縫鋼管[1-3]承壓能力強、耐高溫、易加工,但其重量大、易腐蝕、加工困難且使用壽命一般;塑料管重量輕、耐腐蝕,便于加工,但耐溫性能和承壓能力較差,剛度小且容易老化;玻璃管材和塑料管[4-5]廢棄后不易降解,對環境造成一定污染。因此,利用天然可降解材料制造管材,在某些特定領域代替現有的部分產品將是重要的發展方向。
隨著對竹材研究的深入和竹材加工技術的提升,我國開始走“以竹勝木”新理念下的轉型升級之路[6-9]。李延軍等[10-13]對刨切微薄竹的制備和加工工藝進行深入研究,探索將刨切微薄竹應用于人造板貼面[14-16]。竹纏繞是竹材加工領域的一種新型加工方式,是由線性制品到非線性制品加工工藝的一次飛躍[17]。張志威[18]等發明了一種高性能竹條纏繞復合壓力管,以竹纖維無紡布為內襯層,以浸有酚醛樹脂的竹篾和浸有環氧樹脂的碳纖維布為增強層,通過復合纏繞工藝制成卷管,該管材適用于耐壓強度要求較高的場合。葉柃[19]等發明了一種具有保溫、隔熱、強度高等優點的竹纏繞復合壓力管,管材可用于流體運輸,進一步拓寬了竹卷管的應用領域。張淑嫻[20]等通過測試竹纏繞復合管的環剛度值,以期為優化竹纏繞復合管的連接結構提供有價值參考。Kaynak等[21]研究了用纖維纏繞法制備連續纖維增強環氧復合材料管的工藝參數,得出纖維纏繞角度較樹脂種類和纖維類型對管材的力學性能影響更大。近年來,隨著相關標準的提出,竹纏繞復合管開始步入正軌,也愈加受到行業青睞,前景光明[22-25]。
縱觀國內外相關研究,纏繞式卷管工藝占據主體地位,而將竹單板用于模壓制備異形結構產品或機械搓卷制備竹單板復合管等工藝尚未見報道。本文以刨切竹單板為試驗材料,探究一種以機械搓卷的方式制備卷管復合管的新工藝。
1 材料與設備
1.1 材料
刨切竹單板,2 500 mm×1 250 mm,平均厚度0.3 mm,含水率8%,杭州和恩竹材有限公司;熱壓環氧樹脂膠黏劑(E51型),固體含量99%,黏度10 000mPa·s(25 ℃),嘉興寶盈通復合材料有限公司;XS-528稀釋劑,嘉興寶盈通復合材料有限公司;950A型白乳膠,固體含量50%,杭州和恩竹材有限公司;MDI膠(異氰酸酯膠黏劑),固體含量100%,佳成塑料原料有限公司;環氧樹脂脫模劑和雙向拉伸聚丙烯薄膜帶(BOPP帶),嘉興寶盈通復合材料有限公司。
1.2 試驗設備
JG-1S型卷管機,威海東發精工機械有限責任公司;TWC36-Ⅱ型碳素臥式纏帶機,威海國豐漁具有限公司;GD-TG50型脫模機,上海合強實業有限公司糖果餅干機械廠;S.C.101-6型鼓風電熱恒溫干燥箱,嘉興市新塍鎮東興電熱儀器廠;UUTB1300型涂膠機,溫州韋盛機械有限公司;XLB-D型平板硫化機,湖州順力橡膠機械有限公司;游標卡尺(精確到0.02 mm),無錫凱保鼎工具有限公司制造;電子秤(精確到0.01 g),上海良平儀器有限公司制造。
2 生產工藝
竹單板復合管制造工藝流程如圖1所示,主要包括竹單板涂膠、卷管、纏繞定型、干燥固化、脫膜、拉漆打磨、后續處理等工序。
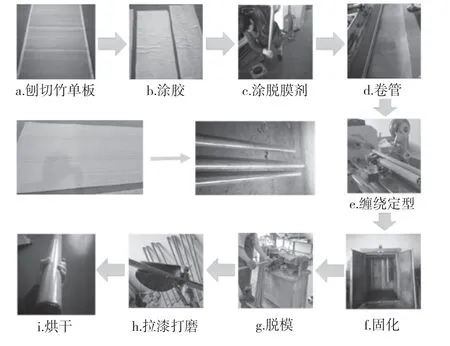
圖1 竹單板卷管制造工藝流程圖Fig.1 Bamboo veneer coil manufacturing process
2.1 前期準備
2.1.1 裁剪
將平均厚度為0.3 mm,初始含水率為8%的刨切竹單板手工裁剪成規格為1 000 mm×160 mm,備用。
2.1.2 涂膠
用涂膠機將E51型環氧樹脂噴涂在離型紙表面,形成膠膜,膠膜含膠量為50~55 g/m2。再將裁剪好且表面潔凈的竹單板置于離型紙表面,用壁紙刀沿竹單板邊緣裁剪出2張與竹單板尺寸相同的離型紙,將其貼至竹單板前后表面。然后將3~5張貼有離型紙的竹單板上下疊放,置于平板硫化機熱壓,熱壓溫度為90 ℃,壓力7 MPa,熱壓時間為10 s。采用上述方法將環氧樹脂膠黏劑涂覆于竹單板表面,同時采取雙面施膠法以避免缺膠少膠現象。上述施膠工藝需重復2次,以確保竹單板單面施膠量在100~110 g/m2之間。熱壓結束后取出竹單板,在工作臺上靜置15 min,使其降溫至室溫,待使用時撕去離型紙。
2.1.3 鋼管模具處理
選取所需尺寸的模具,將模具放入恒溫干燥箱中,加熱至110 ℃左右取出,用粗砂紙打磨掉表面的銹跡或雜物,然后將脫模劑均勻擦涂在模具表面,待模具溫度降至60 ℃左右用于下道工序。
2.2 卷管
如圖2a所示,將上好膠的竹單板平鋪于卷管機臺面,撕去離型紙,將鋼管模具沿竹纖維平行方向緊貼竹單板里側長邊邊緣安置,接著用力按壓模具,使竹單板邊緣與模具黏在一起。啟動卷管機,卷管機的上壓板向下移動,將模具夾在上壓板和下臺面之間,壓力為1 MPa, 上壓板與下臺面均以0.3 m/s的速度反向運動,上壓板沿著垂直竹單板纖維方向移動,將竹單板按照模具的輪廓搓成圓管。需要注意的是,由于平行纖維方向卷曲應力過大,易發生斷裂,因此卷管時當直徑較小時,宜采用垂直纖維方向卷曲的方式。
卷管機搓管,鋼管模具溫度以50~60 ℃之間為最佳。當模具溫度低于50 ℃時,浸漬在竹單板表面的膠黏劑與模具之間的黏性不強,單板不易隨著模具的滾動聯動起來,易發生表面褶皺現象;而當模具溫度超過60 ℃,溫度過高時又會導致膠黏劑提前固化,不利于膠合。
若使用其他膠黏劑,需在模具上先卷半圈竹單板用以定型,如圖2b所示,再用卷管機搓管。此外,控制上壓板與下臺面之間的壓力很重要,壓力過小,則每層竹單板之間存在空隙,當利用BOPP帶在碳素臥式纏帶機上纏繞夾緊固定時,單板間的空隙會發生擠壓,使竹單板無法自動貼合擰緊,導致竹單板卷管表面出現皺皮現象,影響卷管的外觀和質量;若壓力過大,則會對竹單板造成擠壓破壞,如圖3所示。
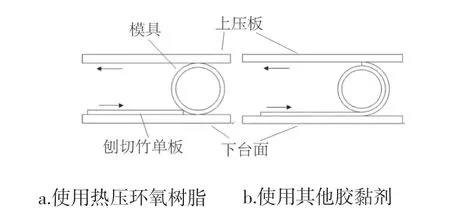
圖2 卷管示意圖Fig.2 Schematic diagrams of the tube
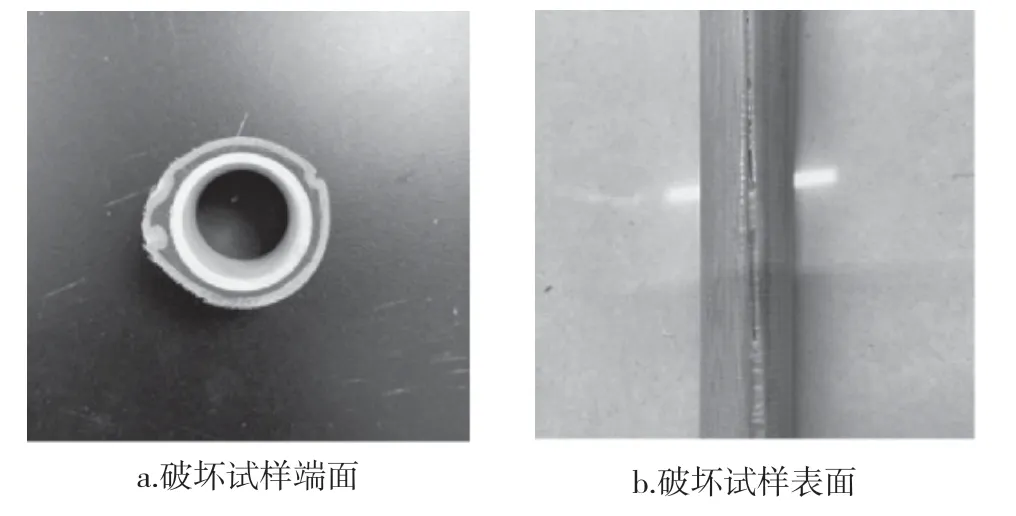
圖3 試件破壞圖Fig.3 Sample destruction diagram
2.3 纏繞定型
搓卷后的竹單板卷管連同鋼管模具一起架設在碳素臥式纏帶機上,將BOPP帶先纏繞于竹單板卷管端部,啟動碳素臥式纏帶機,帶動模具一起旋轉,使BOPP帶纏繞于整個竹單板卷管表面,然后對其加壓固定。BOPP帶的張力為0.8 MPa,帶距為1.4 mm,如圖4a所示。為保證管件表面的平整度,在碳素臥式纏帶機進行加壓固定時,需確保安放BOPP帶的輪盤穩定不搖晃,否則會導致纏繞在竹單板卷管表面的帶距不同,從而使密集處壓力較大,疏松處壓力較小,固化后影響管件表面的平整度;此外,輪盤前進速度要與模具轉速相匹配,不宜過快,保證帶距在1.4 mm左右,誤差不超過0.05 mm。
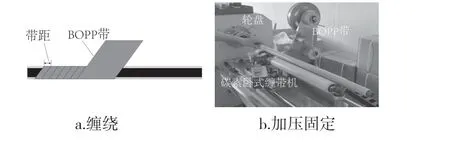
圖4 纏繞定型示意圖Fig.4 Schematic diagram of winding setting
2.4 干燥固化
將纏繞定型后的竹單板卷管放入鼓風電熱恒溫干燥箱,升溫至80 ℃后保溫1 h,以避免因溫度變化過大使竹單板卷管內外層膠黏劑固化不同步,而導致其內部出現裂紋,影響力學強度。隨后,升溫至136 ℃,保溫2 h后取出,冷卻至室溫。在干燥固化過程中需控制好保溫時間,時間過短會降低卷管的強度和硬度,脫模時易變形和損壞。
2.5 脫模
將內徑與模具外徑相匹配的圓形墊塊套入模具中進行封頭,使其卡于竹單板卷管一端,然后將模具上的卡槽與脫模機相連,啟動脫模機,通過液壓裝置將模具從卷管中抽出,如圖5所示,然后用碳素臥式纏帶機將卷管表面的BOPP帶撕除。
脫模時應注意以下幾點:1)模具要與液壓桿在同一條直線上,當鋼管模具脫出時,模具不能與擋板發生摩擦,否則會破壞磨具表面平整度,影響后續制備的竹單板卷管質量。2)用白乳膠或白乳膠/MDI混合膠、冷壓環氧樹脂膠等膠黏劑制備竹單板卷管時,在膠黏劑固化后用脫模機分離復合管與模具的過程中,增加拉力會破壞卷管。其原因在于,這幾種膠相對于熱壓環氧樹脂固化后硬度較差,尤其是白乳膠和白乳膠/MDI混合膠,不能為竹單板提供較強的支撐力,再加上外層纏繞著加壓固定的BOPP帶,使卷管與模具接觸面的摩擦力增大,導致脫模較為困難。
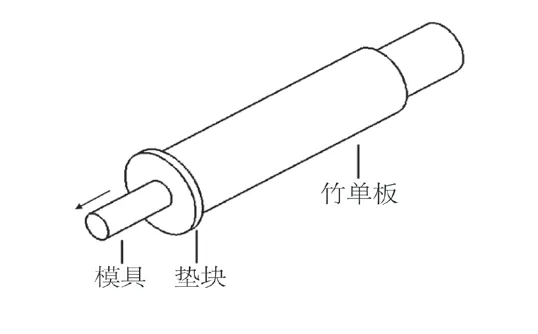
圖5 脫模示意圖Fig.5 The schematic diagram of demolding
2.6 拉漆打磨
脫模后,檢驗竹單板卷管表面是否平整,端頭是否變形或損壞,檢驗合格的竹單板卷管用400號水砂紙打磨至表面光滑,且卷管最外一層接口處不能有棱槽,銜接平滑。然后用水清洗干凈,靜置至表面干燥后進行拉漆。具體操作如下:將漆料倒入月牙型容器中,再加入33%的XS-528稀釋劑,攪拌均勻,將竹單板卷管從大口進入,小口拉出,使漆料均勻涂覆于竹單板復合管表面。隨后,將涂覆漆料的卷管靜置3 h至表面干燥,再用800號水砂紙打磨至表面光滑,用水清洗干凈,靜置待表面干燥后進行第二遍拉漆,然后放入烘箱升溫至80 ℃干燥1.5 h后取出,靜置降至室溫,再用800號水砂紙打磨至表面光滑。采用上述方法再拉第三遍漆。每次拉漆完成后放入干燥箱中烘干,烘干過程中干燥箱的升溫速度不宜過快,否則會導致漆料和竹單板內部的水分蒸發過快,使漆膜表面出現氣泡,而影響產品的整體美觀度,升溫速度通常為2 ℃/min。
3 結論
本文以刨切竹單板為試驗材料,以機械搓卷方式制備卷管復合管,結果表明:
1)采用本文所述工藝制得的復合管產品表面光滑,形狀規整,可代替部分塑料管、玻璃管應用于室內裝修、室外建筑等領域。
2)用竹單板制備復合管可使竹材的利用率和附加值提高,為竹材的開發利用開辟了新途徑,也為竹材企業的工業化生產提供了技術參考。
