基于S7-1200 PLC 的電除塵低壓控制系統(tǒng)設(shè)計
2021-06-22 08:28:50孔艷艷
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新 2021年3期
孔艷艷
(閩江師范高等專科學(xué)校, 福建 福州 350108)
0 引言
隨著科技的發(fā)展和社會進(jìn)步, 人們?nèi)找嬉庾R到環(huán)境保護(hù)的重要性, 電除塵器作為一種高效除塵裝置廣泛應(yīng)用于含塵氣體的處理[1-2]。 目前市場上靜電除塵器的低壓控制系統(tǒng)多是采用繼電器、接觸器和單片機(jī)為控制核心。由于單片機(jī)在工作環(huán)境惡劣時, 易受到干擾而出現(xiàn)程序跑飛、死機(jī)等現(xiàn)象。 因此,本電除塵控制系統(tǒng)設(shè)計時采用西門子S7-1200PLC 為控制核心,通過觸摸屏(HMI)進(jìn)行人機(jī)交互,提高運行的可靠性。
1 電除塵器的基本原理
電除塵器是一種煙氣凈化設(shè)備, 主要由高壓電源裝置、低壓控制系統(tǒng)、陽極板、陰極線、振打裝置和清灰裝置等組成[3]。 它的工作原理是:高壓電源裝置在陽極板和陰極線間施加負(fù)高壓直流電,陰陽極之間將產(chǎn)生高壓電場,陰極線附近產(chǎn)生電暈放電,形成大量的正離子、負(fù)離子和電子。 煙氣中灰塵塵粒通過高壓靜電場時,與正負(fù)離子和電子發(fā)生碰撞而荷電,帶上電子和離子的塵粒在電場力的作用下向異性電極運動并積附在異性電極上,當(dāng)粉塵達(dá)到一定厚度時,通過振打?qū)⒒覊m落入收集灰斗中,使通過電除塵器的煙氣得到凈化,達(dá)到保護(hù)大氣,保護(hù)環(huán)境的目的。
2 電除塵低壓控制系統(tǒng)結(jié)構(gòu)
如圖1 所示, 溫度傳感器采集各控制裝置現(xiàn)場的溫度信號, 輸入到模擬模塊6ES7231, 進(jìn)行A/D 轉(zhuǎn)換,經(jīng)PLC 處理,并結(jié)合電除塵工藝流程,控制電機(jī)、加熱器、報警器等控制信號輸出到相應(yīng)的外部設(shè)備, 實現(xiàn)陰陽極振打、保溫箱電加熱、溫度檢測、倉振和卸灰控制、故障報警等。 同時,PLC 和組態(tài)軟件實現(xiàn)對靜電除塵控制系統(tǒng)的實時監(jiān)控,可以在HMI 上啟動現(xiàn)場設(shè)備,設(shè)定和修改設(shè)備運行參數(shù),具有安全登錄,實時數(shù)據(jù)采集,現(xiàn)場監(jiān)控,歷史數(shù)據(jù)保存等功能。
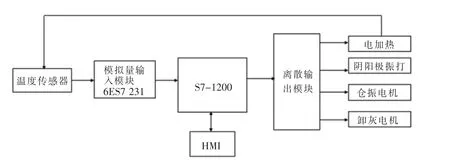
圖1 控制系統(tǒng)框圖
3 電除塵低壓控制系統(tǒng)設(shè)計
3.1 I/O 口分配
電除塵低壓控制系統(tǒng)主要包括四個陽極振打電機(jī)、八個灰斗加熱控制器、八個倉振電機(jī)、八個卸灰電機(jī)等部件。 根據(jù)控制要求, 選擇西門子S7-1200 PLC 作為控制器,并包含離散輸入模塊、離散輸出模塊和模擬量輸入模塊。 PLC 的部分I/O 口資源分配如表1 所示。

表1 部分PLC 的I/O 口資源分配表
3.2 電加熱控制系統(tǒng)
電加熱控制系統(tǒng)的控制對象包括保溫箱電加熱器和灰斗電加熱器。控制系統(tǒng)的主回路采用交流接觸器控制,輔助回路采用中間繼電器、 開關(guān)和PLC 控制交流接觸器動作,實現(xiàn)電加熱的手動/自動控制。 手動控制模式時,轉(zhuǎn)換開關(guān)控制各路電加熱系統(tǒng)。 自動控制模式時, 根據(jù)Ptl00 鉑電阻溫度傳感器檢測的溫度,經(jīng)PLC 處理,當(dāng)溫度低于下限時,啟動電加熱器加熱;溫度高于上限時,停止電加熱器加熱,實現(xiàn)電加熱器恒溫控制。
3.2.1 電加熱溫度轉(zhuǎn)換原理及編程方法
在模擬量輸入模塊外接溫度傳感器, 傳感器將測得的數(shù)據(jù)轉(zhuǎn)換為0~10V 的連續(xù)電壓信號輸入給PLC, 經(jīng)過PLC 內(nèi)部的A/D 轉(zhuǎn)換成0~27648 的數(shù)字量, 存儲在指定的寄存器中。 再根據(jù)A/D 轉(zhuǎn)換的數(shù)字量與對應(yīng)的溫度值成線性關(guān)系,換算出各點的溫度,包含:進(jìn)出口溫度、電加熱各處的加熱溫度,其通用公式是:
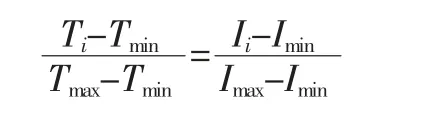
式中:Ti—各點的溫度;Ii—換算對象, 模擬量模塊采集上來的值;Tmax—溫度最大值;Tmin—溫度最小值;Imax—換算對象的最大值27648;Imin—換算對象的最小值0;
在編程方法上, 西門子S7-1200 采用轉(zhuǎn)換指令(CONVERT)和數(shù)學(xué)函數(shù)中的計算指令(CALCULATE)實現(xiàn)。 其中,轉(zhuǎn)換指令(CONVERT)將模擬量模塊采集的數(shù)據(jù)Ii(0~27648 ),從整數(shù)類型(int)轉(zhuǎn)化為實數(shù)類型(Real)。 數(shù)學(xué)運算(CALCULATE)是將轉(zhuǎn)化后的實數(shù),按照模擬量的轉(zhuǎn)換公式,進(jìn)行數(shù)學(xué)計算。
3.2.2 保溫箱電加熱控制
為了避免爬電等現(xiàn)象,降低設(shè)備故障率,保溫箱必須恒溫控制在110~130℃之間, 再根據(jù)各點的實時溫度,采用比較指令, 實現(xiàn)加熱器的恒溫控制, 即: 當(dāng)溫度低于110℃時啟動保溫箱加熱器, 當(dāng)溫度高于130℃時停止加熱,循環(huán)往復(fù)。 同時,觸摸屏可手動/自動控制和實時監(jiān)控。 保溫箱電加熱模塊PLC 程序,如圖2 所示。
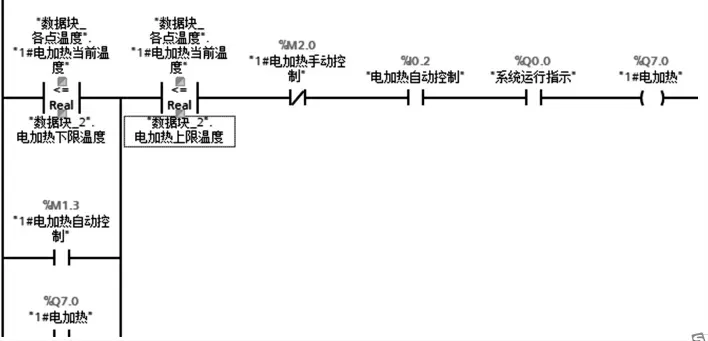
圖2 保溫箱電加熱塊程序
3.2.3 灰斗電加熱控制
該低壓控制系統(tǒng)共有八路灰斗電加熱器, 溫度控制在90~110℃之間, 編程方法與保溫箱低壓控制系統(tǒng)的實現(xiàn)相似,根據(jù)各點的實時溫度,采用比較指令實現(xiàn)。即:溫度傳感器檢測實際溫度, 經(jīng)過A/D 轉(zhuǎn)換后送至PLC,由PLC 實現(xiàn)恒溫控制。 同時, 觸摸屏可手動/自動控制和實時監(jiān)控。
3.3 陰陽級振打控制系統(tǒng)
當(dāng)極板上粉塵不易清除時, 容易誤認(rèn)為是振打次數(shù)太少或振打加速度太小[4]。實際上,除了振打,粉塵沉積厚度也是一個重要因素,把粉塵沉積一定厚度再打,用很小的振打力,粉塵會成片狀下落,這樣,不僅保證粉塵清除干凈,更能降低振打機(jī)構(gòu)噪音,防止擊碎粉塵出現(xiàn)二次飛揚。 所以,振打控制系統(tǒng)的設(shè)計重點就是:通過改變電除塵陰陽極板振打時間和方式,優(yōu)化振打周期。
3.3.1 陽級振打
一般而言,一電場的收塵率占煙塵總量的80%,二電場的收率占煙塵總量的20%以下。所以,各電場沉積在陽極板上的煙塵厚度達(dá)到需要振打的時間就差別非常大,為避免二次飛揚,1#~4# 陽極板在順序循環(huán)振打時,每個周期按1#-1#-2#-1#-2#-3#-1#-2#-3#-4# 的方式, 依次啟停,加大一電場陽極板的振打次數(shù)。 圖3 所示是2# 陽極振打程序。

圖3 2# 陽極振打程序
3.3.2 陰極振打
陰極振打為頂部式振打,用電機(jī)作驅(qū)動,當(dāng)線圈通電時,線圈周圍產(chǎn)生磁場,抬升振打棒,當(dāng)線圈斷電時,磁場消失,振打棒在重力作用下下落,撞擊振打桿,由振打桿將振打力傳遞到電除塵器內(nèi)部,從而振掉積灰。由于振打裝置在除塵器頂部,并隔離于煙塵之外,具有不占電場內(nèi)部空間、運行安全可靠、后期維護(hù)方便等優(yōu)點。
此外, 倉振控制和卸灰控制的編程方法與振打控制相似,用計時器、計數(shù)器和比較指令等實現(xiàn),均有手動、自動兩種控制方式,根據(jù)實地操作需要,除了遠(yuǎn)程監(jiān)控,還對電機(jī)等電動設(shè)備設(shè)計現(xiàn)場就地控制方式。
3.4 故障報警
故障報警程序是PLC 控制程序中非常重要的組成部分。當(dāng)電除塵低壓控制系統(tǒng)運行過程中,實時檢測設(shè)備運行的異常,并將其輸出警示,以提示操作人員。
本電除塵低壓控制系統(tǒng)主要是控制各種電機(jī)啟停和電加熱,因此,報警類型有兩種:電機(jī)控制故障報警和熱故障報警。
電機(jī)控制報警常見的就是跳閘,如圖4 所示,采用電機(jī)輸出Q 與輸入運行狀態(tài)的比較實現(xiàn),當(dāng)某處電機(jī)跳閘,延時3S 后,聲光報警,觸摸屏上對應(yīng)的故障燈點亮,故障排除后,報警系統(tǒng)復(fù)位。

圖4 部分陽極振打報警程序
熱故障報警常見的是跳閘和熱電阻斷路。 跳閘報警編程實現(xiàn)方法與電機(jī)報警相似。 熱電阻斷路報警是根據(jù)PT100 的工作原理實現(xiàn)的, 當(dāng)出現(xiàn)熱電阻絲斷或連接導(dǎo)線虛接、折斷、都會造成測量儀表測量值無窮大。 所以利用熱電阻感溫其阻值改變,用顯示儀表測量電阻的變化,從而達(dá)到測溫的目的。PLC 編程時采用比較指令實現(xiàn)。判斷故障是否排除,采用比較指令,故障排除后,用MOVE指令恢復(fù)報警系統(tǒng)。
4 觸摸屏控制界面
電除塵的低壓控制界面,主要包括:主界面、電加熱控制界面、進(jìn)出口溫度檢測界面、倉振電機(jī)控制界面、卸灰電機(jī)控制界面、報警界面、操作說明界面等。
如圖5 所示,系統(tǒng)啟動后,進(jìn)入主界面, 包含溫度檢測、控制區(qū)域和其他三大模塊。 如圖6 所示是振打控制界面,振打控制分為手動/自動兩種, 調(diào)試階段手動控制整個工藝,正常工作后, 再次觸發(fā)“手動”按鈕,按鈕變?yōu)椤白詣印保袚Q為自動控制模式。 振打電機(jī)工作時, 按鈕顯示綠色, 電機(jī)處于停止?fàn)顟B(tài)時,按鈕是紅色,從而實現(xiàn)手動/自動控制和實時監(jiān)控。
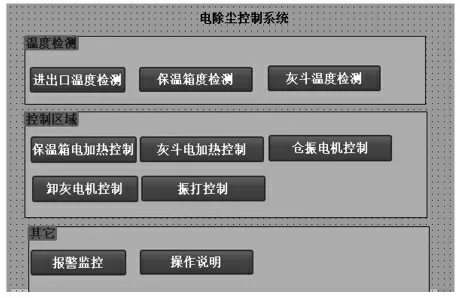
圖5 電除塵控制系統(tǒng)主界面

圖6 振打控制界面
5 結(jié)束語
本文利用西門子S7-1200PLC 和觸摸屏等實現(xiàn)了對電除塵器的陰陽極振打、保溫箱加熱、灰斗加熱等功能的自動控制。 實際應(yīng)用表明,控制系統(tǒng)運行穩(wěn)定可靠,除塵系統(tǒng)運行良好,對粉塵大于3mg/m3的除塵效率達(dá)到99%以上,符合環(huán)保要求,達(dá)到了實際應(yīng)用的目的。
猜你喜歡
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
新聞傳播(2015年11期)2015-07-18 11:15:04
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
