翼子板負(fù)角度翻邊缺陷的分析及優(yōu)化
2021-06-25 10:00:56潘遠(yuǎn)安李鵬宇張新紅
模具工業(yè) 2021年6期
潘遠(yuǎn)安,李鵬宇,張新紅,王 強(qiáng)
(1.長春汽車工業(yè)高等專科學(xué)校 機(jī)械工程學(xué)院,吉林 長春 130013;2.中國第一汽車股份有限公司 工程與生產(chǎn)物流部,吉林 長春 130011)
0 引 言
汽車翼子板是車身前部重要的外覆蓋件,因其結(jié)構(gòu)復(fù)雜、曲面較多,成形的制件尺寸問題和表面質(zhì)量缺陷層出不窮,一直是整車制造廠面臨的難題。翼子板作為汽車一區(qū)零件,是消費(fèi)者目視可見區(qū)域,此區(qū)域并不需要仔細(xì)觀察便可察覺表面質(zhì)量缺陷,所以翼子板的表面品質(zhì)是整車外覆蓋件中最重要的面品之一。趙燁等[1]針對(duì)翼子板滑移線進(jìn)行研究并成功消除滑移線問題,董佳[2]和曹彪[4]等也針對(duì)翼子板表面質(zhì)量提升進(jìn)行了系統(tǒng)的研究,提高了翼子板表面質(zhì)量,但尚未對(duì)翼子板翻邊后棱邊圓角外凸及其表面凹坑的缺陷問題進(jìn)行分析和研究,以下將分析該缺陷產(chǎn)生的原因并提出相應(yīng)的解決方案。
1 現(xiàn)狀描述
1.1 材料介紹
鋼板材料為H140DZ,厚度為0.7 mm,力學(xué)性能參數(shù)如表1所示。模具零件的材料牌號(hào)如表2所示。

表1 H140DZ材料力學(xué)性能參數(shù)

表2 模具零件材料牌號(hào)
1.2 問題說明
翼子板在汽車車身中的位置如圖1所示,隔音板通過卡扣安裝在翼子板上,翼子板必須設(shè)有卡扣安裝孔。生產(chǎn)過程中,發(fā)現(xiàn)輪口處隔音板卡扣安裝面翻邊后棱邊圓角外凸,目視缺陷明顯,其對(duì)應(yīng)的表面區(qū)域產(chǎn)生凹坑,油石打磨后缺陷可見,噴漆后經(jīng)過光影反射出現(xiàn)的波紋呈擴(kuò)散現(xiàn)象,如圖2所示。此處表面凹坑漆后可見,評(píng)審為B類缺陷,是消費(fèi)者不可接受的缺陷。

圖1 缺陷位置及安裝關(guān)系

圖2 漆前漆后缺陷狀態(tài)
1.3 工藝與工序介紹
在汽車行業(yè)降本增效的趨勢(shì)下,以生產(chǎn)成本為主、多重因素綜合考慮,通常采用減少模具數(shù)量的策略降低制造成本,即工序少?zèng)_壓成形。此翼子板采用4工序沖壓成形,即工序①:拉深;工序②:修邊;工序③:翻邊;工序④:輪口負(fù)角度翻邊和沖孔。由于工序數(shù)量受限,輪口隔音板卡扣安裝面負(fù)角度為2次翻邊成形,第1次翻邊是工序③,角度為90°,第2次翻邊為工序④,角度為-35°。具體翻邊過程如圖3所示。

圖3 翼子板輪口隔音板卡扣安裝面沖壓工藝
2 原因分析
檢測(cè)每個(gè)工序成形的制件是否出現(xiàn)問題,以確定缺陷發(fā)生的工序。經(jīng)過檢查,工序③完成翻邊后輪口區(qū)域棱邊圓角光順,表面無缺陷。判斷缺陷在工序④產(chǎn)生,測(cè)量工序④制件的翻邊高度,孔處翻邊高度為30 mm,如圖4中B處位置,相鄰區(qū)域A處翻邊高度10 mm,與制件數(shù)據(jù)相符。側(cè)翻邊時(shí),由于翻邊高度的差異導(dǎo)致翻邊力發(fā)生變化,沖裁翻邊力的計(jì)算公式為:
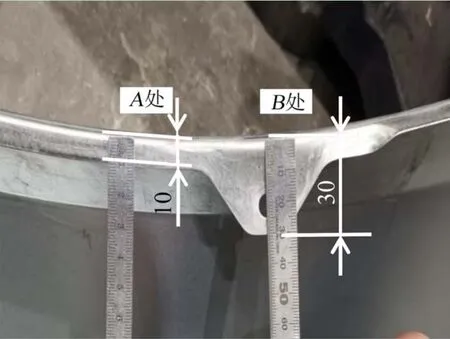
圖4 制件安裝孔與非安裝孔翻邊高度對(duì)比
式中:F——材料在沖壓行程中的沖裁翻邊力,N;b——翻邊寬度,mm;t——制件厚度,mm;r——制件內(nèi)彎曲半徑,mm;σb——材料的抗拉強(qiáng)度,MPa;K——安全系數(shù),一般取值為1.3。
隔音板卡扣安裝面負(fù)角翻邊時(shí),除翻邊高度B處是A處的3倍外,其他條件未發(fā)生改變,可知翻邊力F在B處應(yīng)是A處3倍。另外,與摩擦力f的共同作用下,使待成形制件在側(cè)翻邊的同時(shí)沿著翻邊方向“走料”,圓角在力的作用斜向下移動(dòng),與原來圓角位置發(fā)生偏移,產(chǎn)生棱邊圓角外凸。而圓角位置發(fā)生偏移,也會(huì)帶動(dòng)制件A面的板料向翻邊棱線處移動(dòng),使成形制件表面板料厚度非均勻缺失,板料呈拉伸狀。當(dāng)翻邊結(jié)束后,油石打磨制件發(fā)現(xiàn)表面凹坑缺陷可見。成形制件的受力分析如圖5所示。

圖5 制件受力分析
3 解決方案
3.1 制定對(duì)策
為防止翻邊板料移動(dòng),控制翻邊鑲件的同時(shí)接觸缺陷區(qū)域板料及其周圍板料,實(shí)際上,此區(qū)域觸料時(shí)間一致,無先后接觸問題。其次增大壓料力控制板料移動(dòng),但此模具由壓料板上部氮?dú)飧滋峁毫狭Γ臻g布置無法安裝壓力更大的氮?dú)飧祝?jīng)討論,對(duì)圓角部位壓料板進(jìn)行“包角”處理,如圖6所示。當(dāng)制件在隔音板卡扣安裝面進(jìn)行負(fù)角度翻邊時(shí),壓料板的“包角”區(qū)域會(huì)給圓角一個(gè)反作用力F″,板料移動(dòng)的拉料力F′與壓料板的反作用力F″方向相反且力的大小相同,成為作用力和反作用力的關(guān)系,如圖7所示,使板料無法向棱邊流動(dòng),翻邊后將不會(huì)產(chǎn)生棱邊圓角外凸和制件表面凹坑的現(xiàn)象。

圖6 帶包角翻邊

圖7 帶包角翻邊制件受力分析
借助AutoForm軟件對(duì)工序④負(fù)角“包角”翻邊進(jìn)行分析,發(fā)現(xiàn)可有效減少此處棱邊圓角外凸及表面缺陷的趨勢(shì),并通過AutoForm中的surface lows模擬油石打磨,前后對(duì)比如圖8所示。
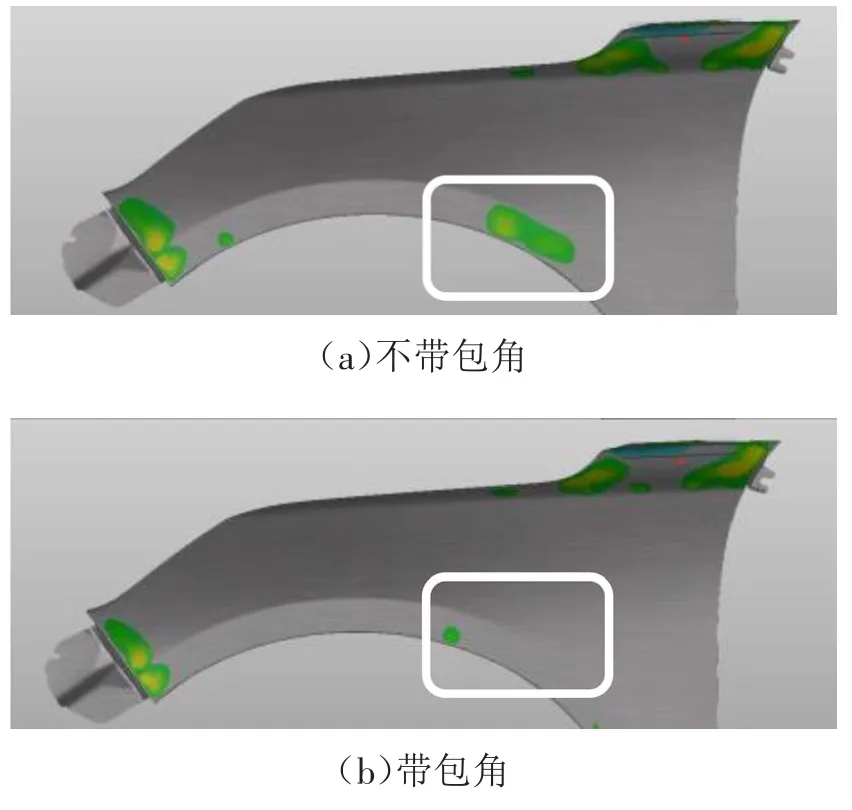
圖8 壓料板帶包角與不帶包角模擬分析對(duì)比
3.2 對(duì)策實(shí)施
對(duì)輪口隔音板卡扣安裝面的壓料板燒焊制作包角,包角高度為6 mm,包角大小和此處翻邊圓角相同,均為R3 mm,使用耐磨型焊條TM2000B進(jìn)行燒焊,氣動(dòng)工具研磨,砂紙拋光,表面粗糙度Ra=3.2 μm,直至壓料板包角與制件凸圓角形狀大小一致、過渡光順。修整完成后,壓力機(jī)壓制確認(rèn)且要求制件表面無壓傷。
3.3 效果驗(yàn)證
經(jīng)過多次對(duì)壓料板研磨、拋光,并成形5件,經(jīng)專業(yè)質(zhì)量檢測(cè)人員確認(rèn),制件在輪口隔音板卡扣安裝面翻邊處圓角外凸問題及對(duì)應(yīng)的輪口表面凹坑問題消失,噴漆前后此處均無缺陷。尺寸檢測(cè)方面,搭接件匹配度符合裝車要求,達(dá)到產(chǎn)品技術(shù)要求,如圖9所示。

圖9 整改后漆前漆后狀態(tài)對(duì)比
將整改內(nèi)容反饋給模具設(shè)計(jì)人員,在設(shè)計(jì)類似翼子板翻邊高度有變化的負(fù)角翻邊模時(shí),適當(dāng)在輪口區(qū)域增加包角,可有效改善棱邊圓角外凸及其表面質(zhì)量問題。壓料板R角必須與制件輪口棱邊R一致,使成形制件受到模具壓料板R角的壓力。
4 結(jié)束語
缺陷是翼子板工序少成形的難點(diǎn)問題,在翼子板沖模生產(chǎn)調(diào)試階段需要投入大量的人力及時(shí)間長才能解決這類問題,通過壓料板增加包角并適當(dāng)增大壓力,可以解決棱邊圓角外凸及其表面缺陷,并推廣應(yīng)用到其他車型翼子板模具設(shè)計(jì)與制造,提高了整車表面質(zhì)量,為同行業(yè)調(diào)試人員提供參考。
