TO-252 8R引線框架精密級進模設計
2021-06-25 10:00:58徐文冬
模具工業 2021年6期
關鍵詞:設計
徐文冬
(銅陵藍盾豐山微電子有限公司,安徽 銅陵 244000)
0 引 言
引線框架是集成電路和分立器件封裝的主要結構件,其作用是連接電路芯片和印刷電路的線路。目前量產引線框架生產工藝主要分為高速沖壓和蝕刻腐蝕2種,其中以高速沖壓方式為主,適宜大批量生產;蝕刻腐蝕法為輔,適宜于新產品開發。在沖床上高速批量地進行引線框架沖壓生產,精密硬質合金級進模是關鍵的工藝裝備。硬質合金級進模精度要求高、加工形狀復雜、工位數多,其設計難度和制造難度大。
1 引線框架結構分析及排樣設計
1.1 TO-252 8R引線框架結構分析
DPAK&TO-252封裝是一種貼片封裝的塑封形式,封裝的芯片常用于功率晶體管、穩壓芯片。目前市場上對于DPAK、TO-252封裝所使用的原材引線框架結構主要為2排、4排。對于TO-252 8R引線框架,目前國內研究還是起步階段。圖1所示為TO-252 8R引線框架,圖2所示為引線框架單個單元放大。材料為KFC(1/2H),厚度為(0.400±0.010)mm。
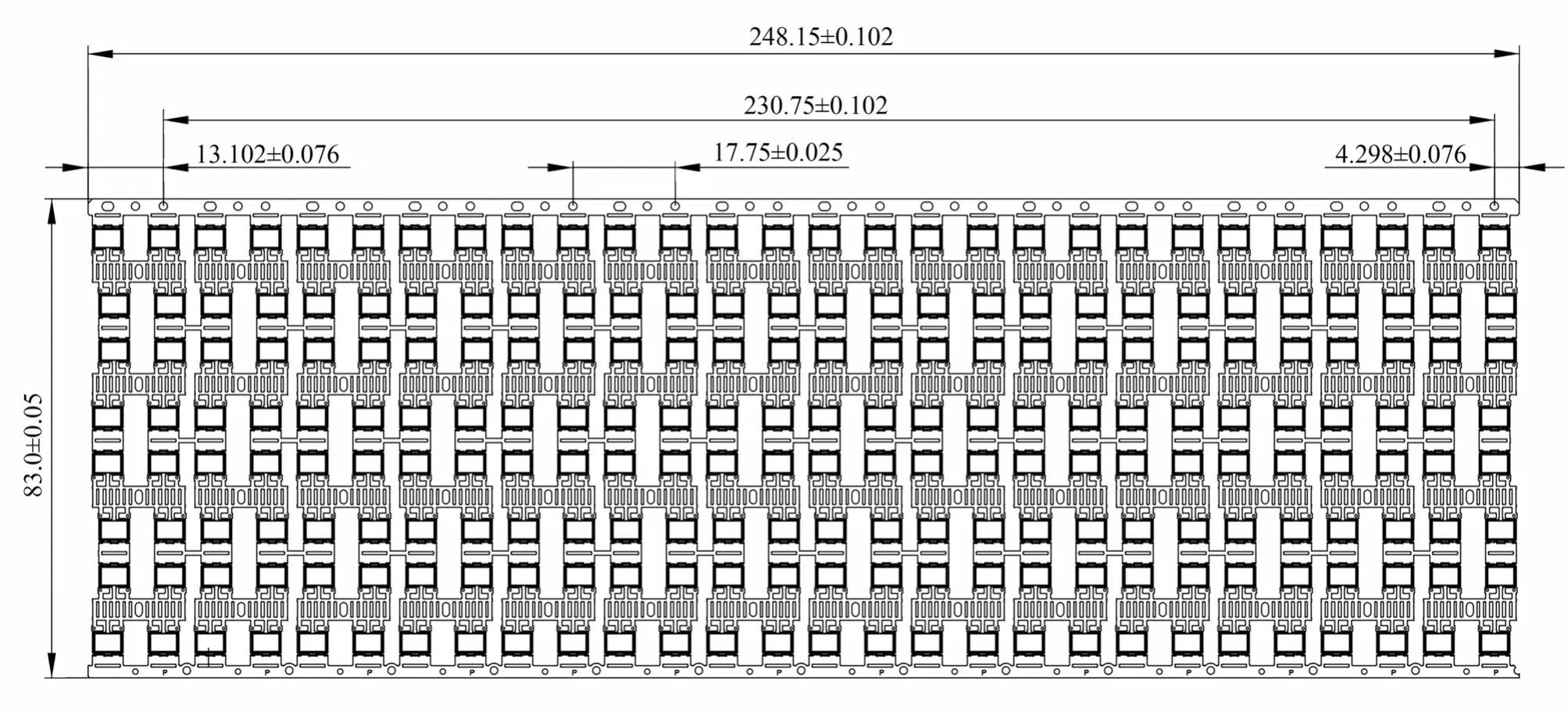
圖1 引線框架
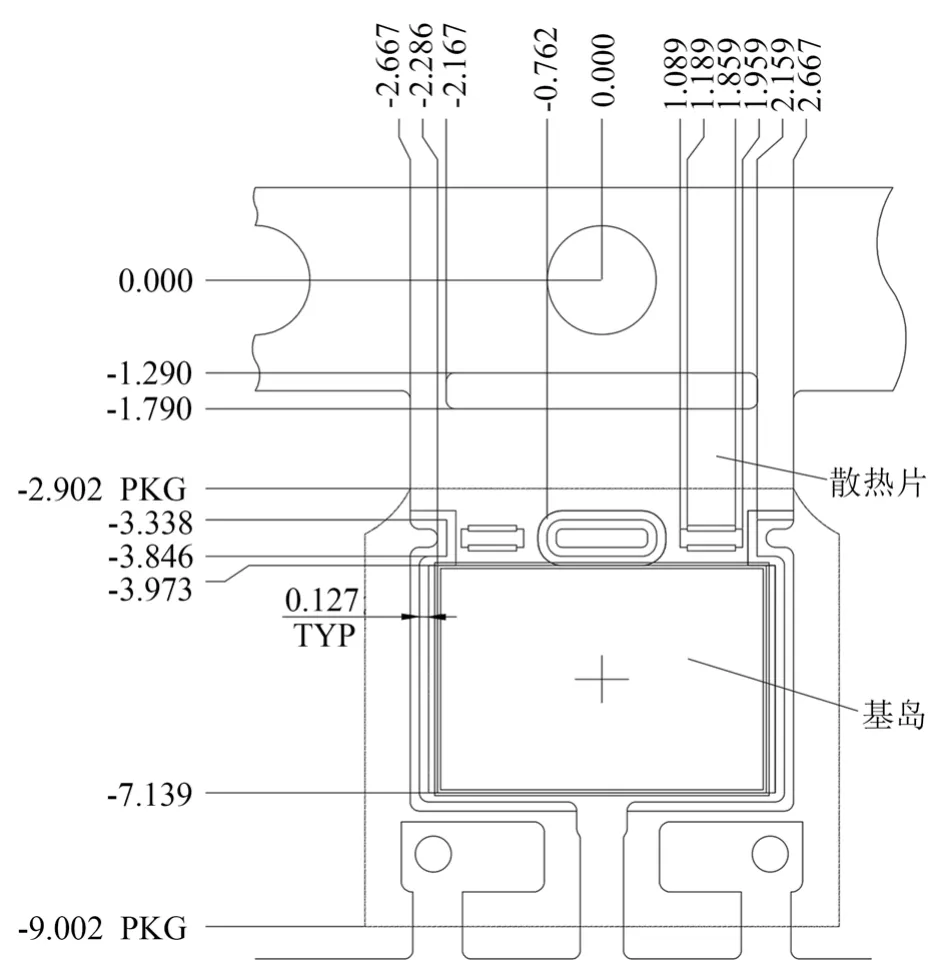
圖2 引線框架單個單元放大
該框架結構設計每列8個基本單元,錯位交叉排列。2個單元相連部分由原先的2組對稱外引腳縮減為1組對插式外引腳。8排產品與4排產品外引腳對比如圖3所示。外引腳采用對插式結構設計,方案排布合理,增加了銅材利用率。參照同材料厚度的TO-252 4R產品,每1 000只引線框架產品原材料銅材使用584 g左右;TO-252 8R產品每1 000只引線框架產品原材料銅材使用414 g左右,提升銅材利用效率41.0%,減少材料成本與加工成本。

圖3 8排與4排的產品外引腳對照
1.2 引線框架排樣設計
引線框架排樣設計決定了模具的總體布局結構,排樣設計主要考慮以下幾個方面。
(1)確定工位數。為了縮短模具設計長度,在不影響模具沖裁的前提下,盡量減少模具工位數。模具工位數的合理設計可減少累計誤差與材料加工成本。
(2)分布沖裁工位。模具沖裁工位的設計要保障沖裁刃口及配套凸模座、卸料板、凹模固定板等工件的結構強度,減少高速沖裁可能帶來的彈、塑性變形產生的負面影響。對于工位排布,盡量采用軸對稱形式,保障沖裁過程中模具沖壓應力平衡,嚴禁聚集性沖壓工位排布方式。
(3)定位導正。級進模依靠定位銷進行定位導正,定位孔沖裁在前段工位,沖裁定位孔后,其后一工位設置定位銷,后續工位根據實際設計因素,間隔均勻設置定位銷。定位銷的作用在于保證送料的步距精度,以保證引線框架定位孔步距累計誤差達到±0.020 mm要求。
(4)產品精度要求較高時,在保障凸、凹模強度的前提下,盡量設置在1個工位沖裁,減少加工時產生的累計誤差。
通過對比多個排樣方案,確定的排樣方案如圖4所示。實踐證明,該排樣設計能滿足產品沖壓生產要求,產品精度得到了保證。
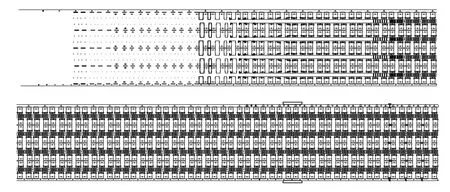
圖4 TO-252 8R產品排樣
2 模具結構設計
改進設計的模具結構如圖5所示,質合金級進模生產線是引線框架設計、生產的基礎和保障。

圖5 模具結構
模具工作時,凹模部分固定在壓力機上保持不動,凸模部分固定在壓力機滑塊上。通過滑塊的往復運動帶動凸模部分運動實現沖裁。凸模部分工作主要分成4個階段:①卸料鑲件16和卸料板12向下運動壓緊原材料;②隨著壓力機滑塊向下運動,彈簧2壓縮,凸模6伸出卸料鑲件16進入凹模鑲件21,沖裁完成;③隨著壓力機滑塊向上運動,彈簧2復位,凸模6退出凹模鑲件21并縮入卸料鑲件16中;④卸料鑲件16和卸料板12向上運動與材料分離,進入送料過程。
此模具結構的主要特點是模具始終有預緊力,確保了沖裁過程的彈性接觸,減緩了沖擊,保護了模具和機床,提高了模具的沖裁速度。
3 模具關鍵零件設計
3.1 凸模與凹模設計
凸、凹模刃口均使用硬質合金材料,凸、凹模形狀尺寸公差均為±0.001 mm。凸模高度設計采用統一標準,由此按材料厚度確認凸模進入凹模的深度及模具的閉合高度。凸模的工作外形采用光學曲磨機床加工,加工紋理方向應與送料方向一致。凸模的有效直端長度設計應充分考慮凸模外形、尺寸及結構強度。
沖裁凹模采用模塊化鑲拼的結構固定在凹模座內,凹模形狀采用四坐標慢走絲機床加工,保證型腔與外形的位置精度。
3.2 卸料機構設計
引線框架級進模采用彈性卸料方式。由于引線框架引線截面寬度小,最小引線間距達到0.1 mm,對于凸模的強度設計是較大的挑戰。采用彈性卸料裝置可以對凸模起導正、保護的作用;可以較好地控制模具對板料的壓料力大小,保證引線沖裁時保持較強的壓應力,減少引線沖裁的應力變形。卸料零件主要分為卸料板與卸料鑲件兩部分,卸料鑲件上設有凸模的導正型腔,凸模與卸料鑲件型腔采用間隙配合,間隙值通常為0.001~0.004 mm。
卸料板上配套設計的銷釘孔、導柱孔皆由坐標磨床一次裝夾精加工而成,卸料鑲件的加工精度公差為±0.000 5 mm。所有精度與公差設計是為了保證凸模在模具內的相對位置精度。卸料板要求進行熱處理和深冷處理,以減少零件加工和生產過程中的變形。
3.3 預防廢料上跳結構設計
對于密集型級進沖壓生產,廢料上跳問題始終無法避免。在凹模落料孔的側面加工一定深度及斜度的工藝凹槽,廢料沖裁落料至腔內時被擠入工藝凹槽,逐步落料。經過精密計算設計的防廢料上跳結構,不會對刃口正常沖裁產生較大影響。TO-252 8R引線框架實物如圖6所示。

圖6 TO-252 8R引線框架實物
4 結束語
基于對TO-252 8R引線框架的結構分析,制定了匹配該零件的沖壓生產工藝及排樣設計,設計了其級進模結構及關鍵零件工藝。模具經生產驗證,模具結構設計可靠,避免了零件生產過程中的諸多問題及缺陷的產生,保障了高品質、高效率的生產。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
