探析建筑鋼結構施工技術與質量控制的措施
2021-06-25 02:59:04張夏瑜
建材與裝飾 2021年18期
張夏瑜
(北京城建集團有限責任公司,北京 100088)
0 引言
建筑行業的蓬勃發展,促使鋼結構產業迅速崛起。建筑鋼結構施工周期相對較短,且鋼結構自身有較強的防震能力。此外,鋼結構所用的材料可以回收再利用,符合建筑行業可持續發展的理念[1]。建筑鋼結構施工期間,要加強對鋼柱、基礎工程以及鋼構件焊接、拼裝質量的把控,合理選擇可行、先進的施工技術,有效提高建筑鋼結構整體施工質量。
1 工程概況
本工程為哈薩克斯坦阿斯塔納市新交通系統輕軌一期(機場至新火車站路段)工程,該項目起于阿斯塔納國際機場,止于新火車站。本文主要以一期工程中101車站至113車站(含出入口)、112站B出口及主梁、113站鋼結構天橋為例,對建筑鋼結構關鍵施工技術以及質量控制措施進行探討。車站主要采用路側式、路中式車站,在主體結構外部設置鋼罩棚。車站的頂部設計為雙向拱形曲面,側面設計為向室內傾斜平面。結合建筑表皮構造特點,所采用的鋼罩棚主要為菱形網格結構,網格邊長為3m×3m,支撐在首層頂梁上。在本工程中,鋼材使用的強度等級是Q345-D。為提高鋼結構的防銹效果,采用涂層形式進行防護,防護形式主要分為兩種:①內防護(在不受紫外線照射的區域使用);②外防護(在紫外線照射的區域使用)兩種。其中,表1為13個車站的車站概況以及結構形式。

表1 車站概況與結構形式
2 建筑鋼結構施工技術要點分析
2.1 平面布置和結構選型
首先,在進行建筑鋼結構平面布置時,要力求整體結構相對平整、分布勻稱。在同一建筑平面內,變化幅度盡可能小,以防由于受力分布不均而影響到鋼結構的整體穩定性和安全性。其次,平面布置和結構選型期間,要充分發揮鋼結構所具有的抗震性能,對風力作用引發的平移問題進行合理控制。比如,在開展101站平面布置工作期間,選用的是路側島式車站,總長達到了100m,總寬為19.5m,共分為上、下兩層,分別為站廳層、站臺層,局部設置地下室。車站主體結構采用的是鋼筋混凝土框架,橫向共三跨、軸距6.45~6.60m,縱向共八跨、軸距12.0~13.6m,采用的是獨立承臺樁基礎(端承摩擦樁)。主體結構外部設置鋼結構罩棚,鋼罩棚的頂部為雙向拱形曲面、側面為向室內傾斜的平面,建筑高度為18.2m。根據建筑表皮構造,鋼罩棚采用菱形網格結構,網格邊長為3m×3m,支承于首層頂梁上,圖1為101站平面布置圖。
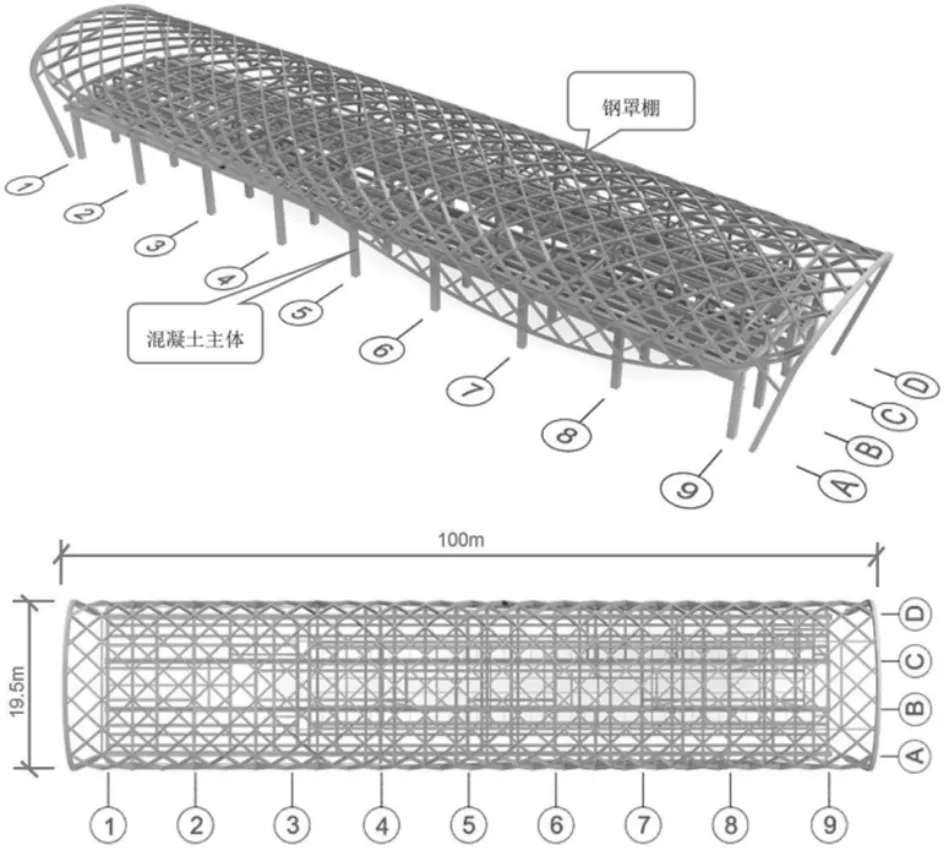
圖1 101站平面布置
2.2 鋼柱施工技術
作為建筑鋼結構重要的施工內容之一,做好鋼柱部分施工技術的應用有著重要的意義。鋼柱施工期間,一方面要明確鋼柱實際長度、取樣模板等內容,同時還要結合現場實際情況做好測量[2]。另一方面,要結合現場情況對不同節段鋼柱進行編號,并嚴格按照施工方案進行施工。這一過程中,要及時做好糾偏工作,以防影響到鋼結構整體施工質量。
2.3 鋼結構制作、吊裝技術
為確保鋼結構施工環節的有序開展,施工過程中要應用好鋼構件精加工、表面處理以及運輸、吊裝技術。尤其在進行鋼構件的現場吊裝工作期間,要嚴格按照吊裝流程進行操作,合理使用現場的掛籃、爬梯等設備。對于第一節鋼柱的吊裝,要將其準確埋設在預定位置,并使用合理的連接形式進行加固。需要注意的是,吊裝期間要結合鋼結構的實際情況,選用合理的吊裝設備。吊裝過程中要明確吊裝高度、平移形式[2]。在本工程中,所有使用的鋼構件均在精工工廠進行加工制作,制作完成后在工廠完成底漆、中間漆、一道面漆,之后將其運輸到施工現場。吊裝期間,構件打包長度控制在12.5m,寬度控制在2.7m,高度控制在2.0m。當鋼構件運輸到現場之后,在地面利用兩臺25t汽車進行吊裝。具體施工過程中,預先拼裝為分片,再利用50t汽車吊輔助高空吊裝。在本工程中,101至111站為路側式車站,單側不便于吊裝,因而主推累積滑移方案;對于112至113站,鋼罩棚采用汽車吊雙側吊裝方案,對于其鋼天橋部分,也采用汽車吊吊裝方案。
2.4 鋼結構連接技術
鋼結構連接主要采用的方式有兩種:焊接、栓接。對于焊接方式而言,利用焊接工具對鋼構件的局部位置進行加熱、加壓,進而實現鋼構件的緊密連接,這一過程可以根據實際情況選擇相應的填充材料。施工期間,主要用到的焊接技術包含熔焊、壓焊兩種。調查數據顯示,鋼結構焊接是最為常見的連接方式,比例可達90%以上。鋼結構的另一種連接方式為栓接,這一連接方式主要通過螺絲、螺母之間的咬合作用而賦予鋼構件一定的抗剪、抗扭能力。螺栓連接有著一定的優勢,比如易于裝拆、便于檢修,且栓接過程中不會改變接頭位置的成分、形狀[3]。但是,采用螺栓連接的方式經常在縫隙位置產生腐蝕問題,進而影響到鋼結構的耐久性,施工期間要對栓接部位進行防銹處理。在本工程中,由于項目所在地阿斯塔納市的冬季時間較長,氣溫相對較低。鋼結構采用低溫焊接的方式,會導致鋼材在焊接前后產生較大的溫度變化,因而在鋼結構焊縫接頭位置易出現冷裂紋現象。因此,在低溫焊接時,須采取相應的工藝和技術措施,保證鋼結構低溫焊接質量。在現場焊接過程中,主要采用的焊接技術有兩種:①CO2氣體保護焊(FCAW);②手工電弧焊(SMAW)。具體施工期間,對于箱型構件的焊接,兩個對稱的面板要求兩個焊工(焊工1與焊工2)同時對稱施焊(見圖2)。對于整體框架的焊接,按照結構單元安裝的先后順序,先立面再平面,同一結構面內焊接順序為先主桿件、后次桿件,每個結構面焊接形成空間穩定體系后,才能進入下一個結構面的焊接,以提高結構的整體穩定性,降低安裝累積誤差。
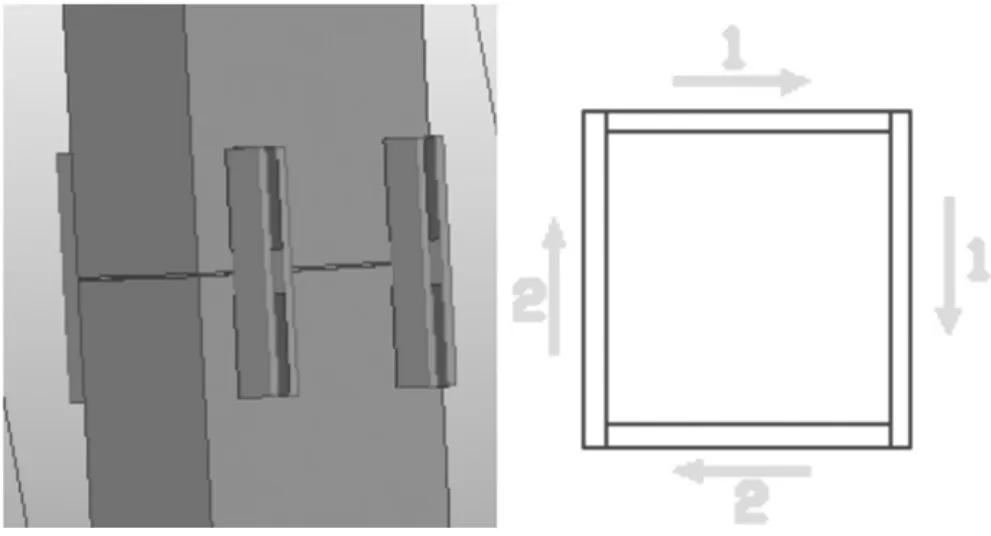
圖2 箱型構件對接焊縫
3 建筑鋼結構質量控制措施研究
3.1 施工期間質量控制措施
首先,施工過程中要嚴格按照施工方案進行操作,發現問題及時與設計人員進行溝通并協商解決。其次,正式施工之前要熟悉施工設計方案,對施工環節中所用的各項施工技術與工藝進行了解。此外,加強對施工材料質量把控,嚴禁出現以次充好、偷工減料的問題。另外,加強對鋼構件表面防銹處理質量的控制,提高鋼結構的美觀性與防銹效果[3]。
3.2 基礎工程質量控制措施
在開展基礎工程施工工作時,要與土建人員進行密切的溝通,保障預埋螺栓的施工質量。結合基礎工程的施工進度,有序進行螺栓預埋,這一過程中要確保栓口不被混凝土掩埋,并嚴格控制好預埋螺栓的數量與距離,將螺栓之間的距離控制在誤差范圍以內,以免影響到后續的施工。
3.3 焊接質量控制措施
一方面,鋼構件對接期間要設計好焊接收縮余量,在確保焊縫質量達標的情況下,盡可能降低坡口尺寸;另一方面,為減輕焊后變形問題,在裝配、焊接過程中要合理利用工裝夾具以及工藝隔板、撐桿等輔助設施。此外,在同一構件上進行焊接時,要考慮到熱量分散問題,宜采用對稱分布的方式進行焊接。另外,對于焊縫較多的鋼構件,要事先明確焊接順序。
4 結語
建筑鋼結構施工質量受到施工技術、外界環境、鋼構件自身性能等多方因素的影響。施工期間,要加強對各環節施工質量的把控,合理選用施工技術與工藝,提高建筑鋼結構的整體施工效果。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
北方建筑(2021年6期)2021-12-31 03:03:54
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
文苑(2020年10期)2020-11-07 03:15:36
現代裝飾(2020年6期)2020-06-22 08:43:12
中國生殖健康(2019年2期)2019-08-23 08:12:08
汽車觀察(2016年3期)2016-02-28 13:16:26