均勻化溫度對6005A型材組織與性能影響研究
2021-06-28 09:56:30楊志勇韓雨桐
熱處理技術與裝備 2021年3期
何 金,王 睿,楊志勇,石 嬌,韓雨桐
(遼寧忠旺集團有限公司,遼寧 遼陽 111003)
6005A鋁合金屬于Al-Mg-Si系鋁合金,具有中等強度,良好的抗腐蝕性能和焊接性能,被廣泛用于軌道交通等領域[1-2]。由于型材的拉伸和彎曲性能是軌道交通材料的重要性能指標,本文重點研究均勻化溫度和強淬火冷卻方式對型材組織、硬度、拉伸性能和彎曲性能的影響,為實際生產提供參考。
1 試驗材料及方法
試驗材料為φ151 mm×490 mm規格6005A鋁合金鑄錠,鑄錠采用半連續鑄造方法生產,鑄造過程中采用泡沫陶瓷過濾,Al-Ti-B絲細化晶粒,在線除氣處理。6005A鋁合金鑄錠化學成分見表1,符合EN 573—3標準要求。

表1 6005A鋁合金鑄錠化學成分(質量分數,%)Table 1 Chemical composition of 6005A aluminum alloy ingot (mass fraction,%)
選取相同鑄造批次的鑄錠分別在510、570 ℃保溫7 h進行均勻化退火;然后采用1.25 MN油壓臥式擠壓機,擠壓成40 mm×30 mm、壁厚3 mm的立柱型材,具體擠壓工藝見表2;再將型材放入KWY-103電熱鼓風烘箱中進行175 ℃保溫8 h的時效處理。將時效處理后的型材按照GB/T 228標準要求加工拉伸試樣進行拉伸試驗;按照GB/T 3246.1—2012標準要求進行組織觀察。采用日本島津萬能拉伸試驗機進行拉伸試驗;采用GYZJ-934-1巴氏硬度計進行硬度測試;采用渦流電導率儀進行電導率測試;采用AX10萬能研究級倒置式金相顯微鏡及掃描電子顯微鏡進行組織觀察。

表2 型材擠壓工藝參數Table 2 Profile extrusion process parameters
2 試驗結果
不同均勻化退火制度下鑄錠的電導率和硬度值分別見表3和表4。從表3可以看出,鑄錠的電導率隨著均勻化溫度的升高而減小。由于均勻化溫度升高,鑄錠凝固時枝晶上粗大的非平衡相逐漸回溶到基體中,使固溶體的過飽和程度增加,對電子的散射能力增強,導致電導率下降。從表4可以看出,鑄錠的硬度隨著均勻化溫度的升高而減小。這是因為隨著均勻化溫度的升高,鑄錠逐漸發生回復和再結晶等現象,從而硬度降低[3]。硬度的降低可提高鑄錠的可擠壓性,降低了擠壓過程的擠壓力,有利于提高模具壽命和型材產品表面質量[4]。

表3 不同均勻化退火制度下鑄錠電導率(T=17.8 ℃)Table 3 Conductivity of ingot under different homogenizingannealing systems
表4 不同均勻化退火制度下鑄錠硬度Table 4 Hardness of ingot under different homogenizingannealing systems
不同均勻化退火制度下6005A鋁合金鑄錠的顯微組織見圖1。可以看出,鑄錠經510 ℃×7 h處理后,晶界上的結晶相回溶到基體中,鑄錠組織存在較多的塊狀相且析出的彌散相較小;鑄錠經570 ℃×7 h處理后,晶界上的結晶相回溶較低溫均勻化處理的更完全,鑄錠組織內的塊狀相較少,且彌散相較低溫均勻化處理析出的較多、較大。不同溫度下鑄錠的晶粒度均為4.5級,晶粒未隨均勻化溫度的升高而長大。
將不同均勻化處理的鑄棒擠壓成立柱型材,經在線穿水淬火生產后進行175 ℃×8 h時效處理,并對型材拉伸性能進行檢驗,結果見表5。

表5 型材拉伸性能Table 5 Tensile properties of profiles
按照ISO7438 金屬材料-彎曲測試方法,彎曲半徑12 mm,彎曲角度180°對型材進行彎曲試驗,試驗結果見圖2。從圖2可以看出,低溫均勻化處理后的型材表面存在輕微桔皮無裂紋,高溫均勻化處理后的型材表面出現較多的小裂紋。
3 分析及討論
對不同溫度均勻化處理的6005A鋁合金鑄錠進行掃描電鏡觀察,如圖3所示。鑄錠的相成分分析結果見表6。從表6中可以看出,鑄錠中的相主要為AlMgSi、AlSi、AlFeSi、AlMnFeSi、AlMnCrSi和AlMnCrFeSi。黑色塊狀相為MgSi型結晶相,多依附于白色結晶相上。圖3(a)中白色相多為條狀β-AlFeSi相,Mn、Cr元素溶入AlFeSi相形成AlMnFe、Al(MnCr)Fe,析出彌散相呈點狀,尺寸較小;圖3(b)中枝晶呈網狀分布的β(AlFeSi)相轉變為較圓的α-AlFeSi相,Mn、Cr和Fe元素可以互換位置,溶入形成α-Al(MnFe)Si、α-Al(MnCrFe)Si、α-Al(MnCr)Si相[5-7],且析出彌散相呈短桿狀,尺寸較大。
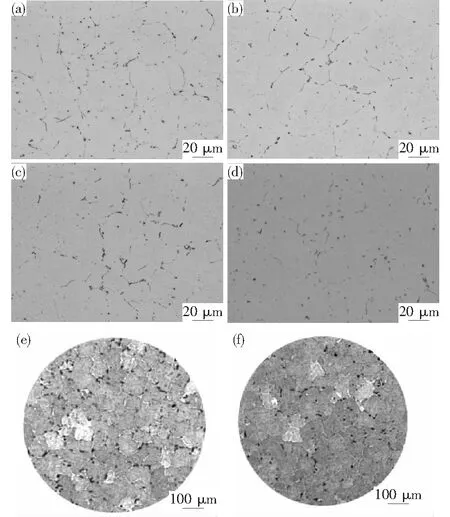
(a) 510 ℃×7 h,鑄錠邊部;(b)510 ℃×7 h,鑄錠心部; (c) 570 ℃×7 h,鑄錠邊部;(d)570 ℃×7 h,鑄錠心部 ; (e)510 ℃×7 h,晶粒度;(f)570 ℃×7 h,晶粒度圖1 不同均勻化處理后鑄錠的金相組織和晶粒度(a)510 ℃×7 h,at the edge of ingot;(b)510 ℃×7 h,in the core of ingot; (c)570 ℃×7 h,at the edge of ingot;(d)570 ℃×7 h,in the core of ingot; (e)510 ℃×7 h,grain size;(f)570 ℃×7 h,grain sizeFig.1 Microstructure and grain size of ingot after different homogenization treatment
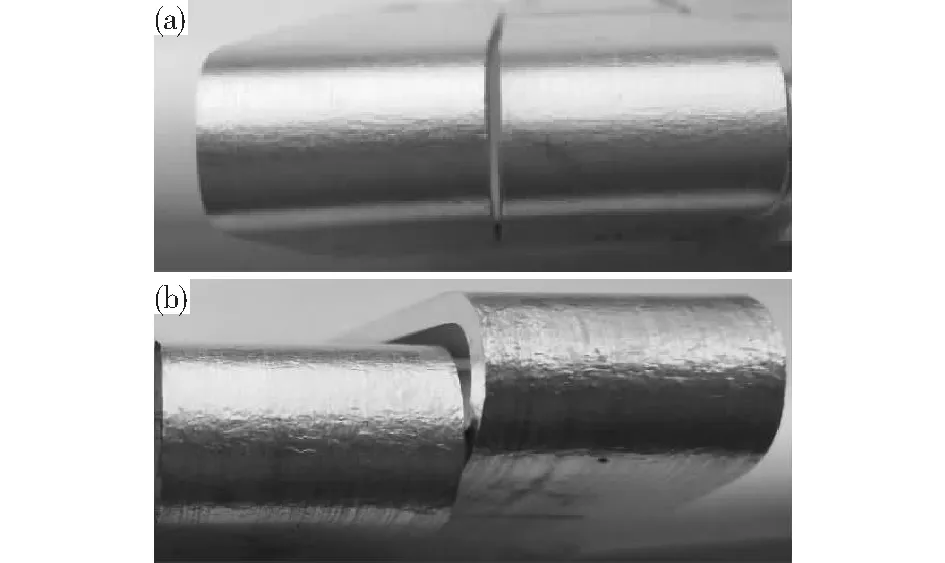
(a) 510 ℃×7 h; (b) 570 ℃×7 h圖2 不同均勻化處理后型材彎曲試驗結果Fig.2 Bending testing results of profiles after different homogenizing treatment
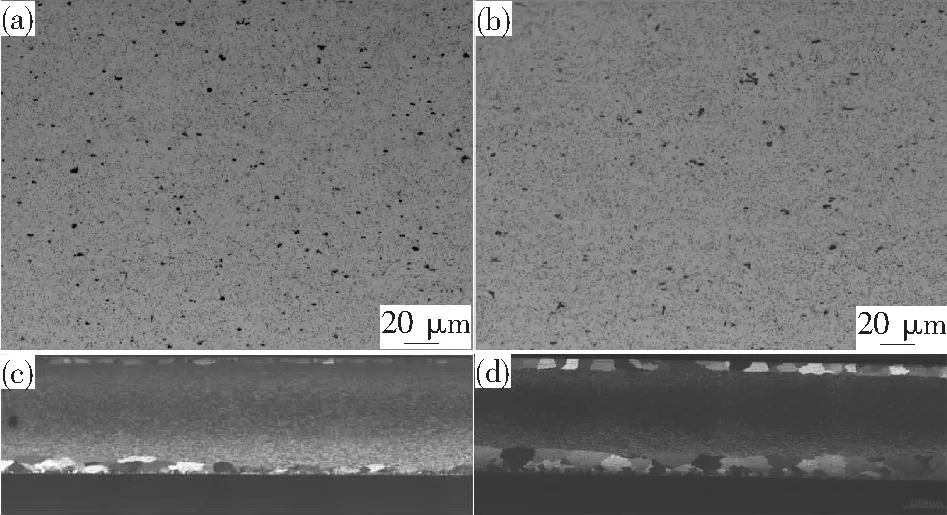
(a) 510 ℃×7 h,金相組織;(b) 570 ℃×7 h,金相組織; (c) 510 ℃×7 h,粗晶層;(d) 570 ℃×7 h,粗晶層圖4 不同均勻化溫度擠出型材的金相組織及晶粒度(a) 510 ℃×7 h,microstructure;(b) 570 ℃×7 h,microstructure; (c) 510 ℃×7 h,grain size;(d) 570 ℃×7 h,grain sizeFig.4 Microstructure and grain size of extruded profiles at different homogenization temperatures
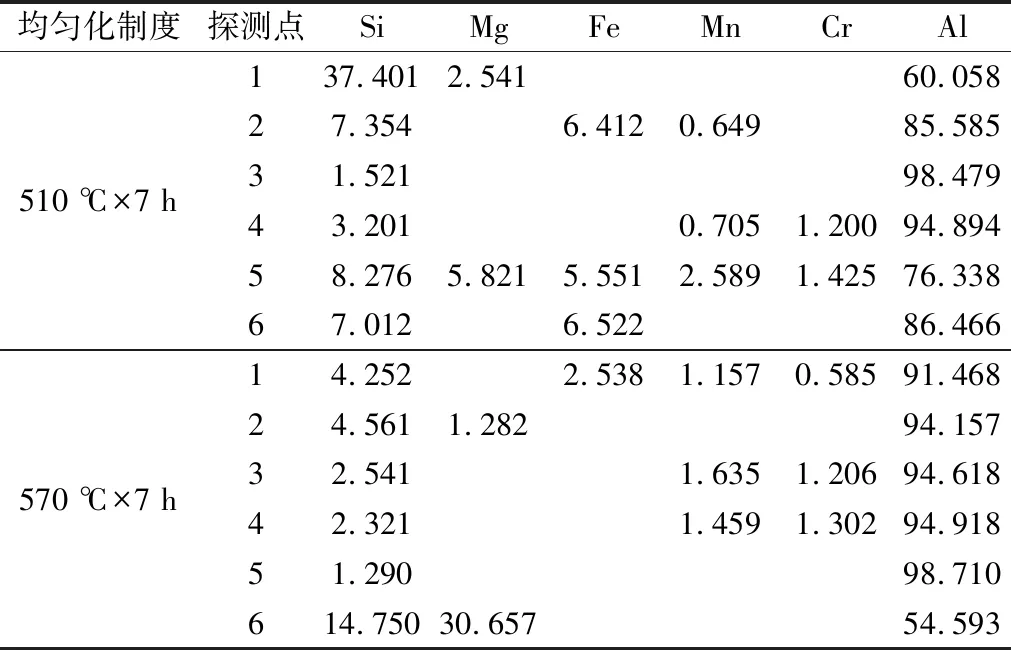
表6 圖3中掃描電鏡能譜分析結果(原子分數,%)Table 6 Analysis results of SEM energy spectrum infigure 3(atomic fraction,%)
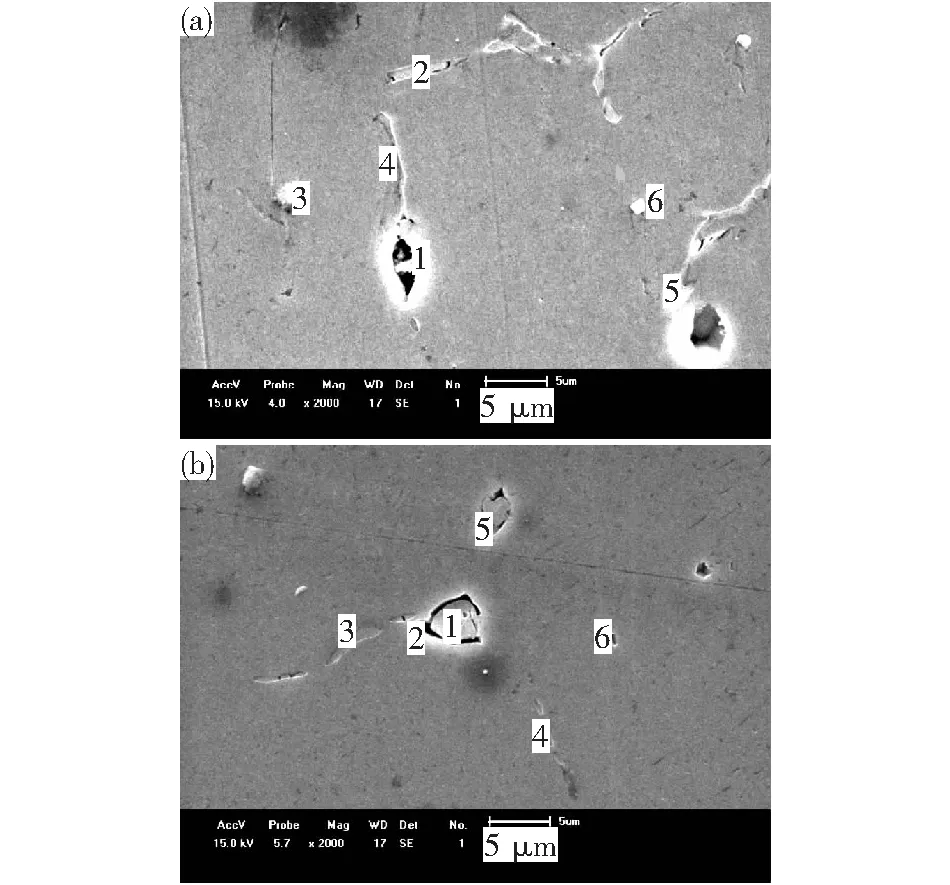
(a) 510 ℃;(b) 570 ℃圖3 不同均勻化溫度下鑄錠掃描電鏡照片Fig.3 SEM of ingot at different homogenization temperatures
對6005A鋁合金型材進行金相組織和晶粒度觀察,見圖4。可以看出,鑄錠的結晶相經擠壓后發生破碎,低溫均勻化處理后型材的結晶相仍然較高溫均勻化多,且分布較均勻,起到了第二相強化的作用。低溫均勻化處理后擠出型材的彌散相較高溫均勻化析出的彌散相細小,這些細小的彌散相在合金熱處理和熱變形過程中釘扎位錯和晶界,阻礙位錯重排及晶界遷移,起到抑制變形晶粒再結晶及再結晶晶粒長大的作用[8],由于高溫均勻化的彌散相聚集長大對位錯滑移及再結晶晶粒的長大的抑制作用降低,從而導致性能下降和晶粒長大。
由于型材采用穿水快速冷卻,使型材在擠壓過程中晶粒沒有長大的時間,對型材的晶粒大小也起到了控制作用;快速冷卻使型材形成過飽和固溶體,也提高了型材的性能[9]。型材彎曲性能與型材的塑性和組織均勻性有關,低溫均勻化處理后型材表面粗晶較高溫均勻化的細小,粗晶層也較高溫均勻化的淺。因此型材經低溫均勻化處理的力學性能和彎曲性能優于高溫均勻化處理。
4 結論
隨著均勻化溫度的升高,6005A鋁合金鑄錠的電導率和硬度下降,鑄錠中的彌散相析出、聚集長大,對位錯的滑移和再結晶長大的抑制作用降低,導致型材的拉伸性能和彎曲性能下降。
6005A鋁合金型材彎曲性能與型材的塑性和組織均勻性有關,晶粒細小均勻能夠提高型材的表面質量。經過510 ℃低溫均勻化處理,采用在線穿水快速冷卻淬火方式生產的型材的力學性能和彎曲性能優于570 ℃高溫均勻化處理。
