穩壓器電加熱元件連接件與套管焊接問題及解決方案
2021-06-29 11:32:48武小強吳兵兵
中國核電 2021年6期
關鍵詞:焊縫
武小強,吳兵兵
(西安核設備有限公司,陜西 西安 710021)
穩壓器是核電站中的重要核安全設備,主要作用是對一回路主系統進行壓力和容積的調節和控制,以保證一回路主系統壓力邊界的完整性。電加熱元件是穩壓器的主要功能元件,電加熱元件套管貫穿下封頭與封頭內壁堆焊層焊接,電加熱元件通過一個連接件與電加熱元件套管連接,材料均為Z2CND18-12(N)[1],連接件與電加熱元件套管之間的焊縫采用對接焊縫,且構成核電廠一回路壓力邊界焊縫,焊縫等級為核安全1級。
1 焊接存在問題
西安核設備公司承制的某核電站穩壓器電加熱元件套管與下封頭冷裝并焊接完成后,進行電加熱元件連接件與套管焊前模擬焊接試驗時,發現采用以往的工藝參數焊接的試驗件根部未焊透,通過調整焊接電流在根部焊透的情況下脈沖電流達到了180 A,但焊縫表面凹陷大,經測量凹陷尺寸在1.0 mm左右。
對某核電站穩壓器套管試驗件采用以往焊接工藝參數根部未焊透,見圖1;對福清核電4號機組穩壓器剩余套管采用以往焊接工藝參數試件焊縫外形尺寸滿足要求且焊縫寬度均勻,見圖2;對某核電站穩壓器套管試驗件在根部焊透的情況下脈沖電流達到了180 A,焊縫表面凹陷大,見圖3。焊接模擬試驗用套管、熔化環與某核電站穩壓器設備同批號,焊接設備為進口專用焊機。

圖1 某核電站穩壓器套管試驗件Fig.1 The pressurizer casing test piece of a nuclear power plant
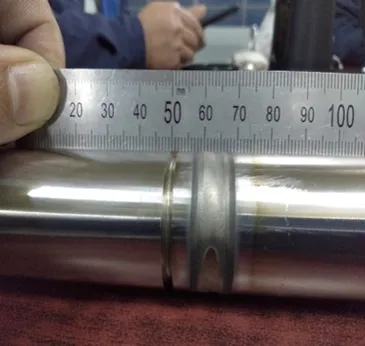
圖2 福清核電4號機組穩壓器剩余套管Fig.2 Residual casing of the pressurizer of Fuqing 4
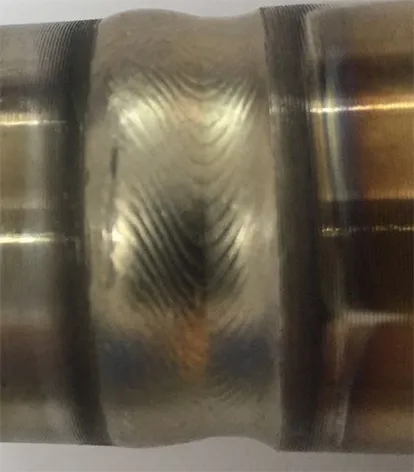
圖3 某核電站穩壓器套管試驗件Fig.3 The test piece of the pressurizer casing in a nuclear power plant
2 原因分析
2.1 初步原因分析
公司采用已有成熟的電加熱元件連接件與套管的焊接工藝參數焊接完成了多臺穩壓器設備,未發現焊縫根部未焊透和表面成型不理想的情況,且福清核電4號機組穩壓器剩余套管采用以往焊接工藝參數焊接的試件焊縫外形尺寸滿足。為查明發生根部未焊透的原因,首先從以下幾個方面初步進行了逐一排查。
2.1.1 套管母材性能核查
核查某核電站穩壓器電加熱元件套管原材料資質證書、復驗報告,并與某核電站穩壓器5號機組穩壓器套管的性能進行了對比,兩個機組套管的各項性能無明顯差別,均滿足相關技術條件要求。同時與福清核電4號機組穩壓器套管的性能進行了對比,也未發現明顯差異,均滿足材料采購技術條件的要求,見表1。

表1 核查某核電站穩套管與福清核電4號機組套管的性能對比
聯系電加熱元件材料供應商,請供應商從原材料角度就該批次套管焊接出現的問題進行分析及建議。供應商明確該批套管及連接件材料的采購廠家與以往西安核設備公司穩壓器設備套管及連接件一致,只是材料批次不同,對本批次套管焊接過程中出現的問題無法給出合理的建議。
2.1.2 焊接設備
穩壓器電熱元件焊接設備為進口專用焊機,對專用焊機的性能進行了測定,焊機性能正常。使用該焊機采用相同的焊接參數焊接福清核電4號機組穩壓器剩余多個套管,焊縫質量均可滿足技術條件要求。
2.1.3 熔化環、保護氣體、鎢極
(1)熔化環
某核電站穩壓器電加熱元件連接件與套管焊接采用的熔化環為福清核電4號機組制造時的剩余材料。
(2)保護氣體
該焊縫焊接的焊接保護氣體為氦氣,考慮氦氣在焊接時的影響,對焊接用保護氣體提高了要求,實際使用的純度為99.999%的氦氣(技術條件要求純度為99.99%),后續試驗均采用純度為99.999%的氦氣作為保護氣體。
(3)鎢極
考慮焊接過程中電弧電壓對焊接質量的影響,在試驗過程中使用新的鎢極采用同樣的焊接參數、熔化環、保護氣體分別對福清核電4號機組穩壓器剩余套管、某核電站穩壓器套管試驗件進行了焊接,福清核電4號機組穩壓器剩余套管的焊接質量滿足技術條件要求,但某核電站穩壓器同批號的套管試驗件的焊接質量因根部未焊透不符合技術條件要求。
通過試驗排除了熔化環、保護氣體和鎢極的影響。
2.1.4 焊接操作人員
焊接操作人員資格滿足HAF603的要求,且操作人員一直參加前期穩壓器電加熱元件與套管的焊接工作,并由其參與整個試驗過程。
經初步原因分析,排除焊接設備、熔化環、保護氣體、鎢極以及焊接操作人員的影響。
2.2 進一步原因分析
在排除初步原因分析的因素后,懷疑是由于某核電站穩壓器套管材料與福清核電4號機組穩壓器剩余套管材料批次不同導致采用相同焊接參數焊接后焊縫根部存在較大差異。因此對套管材料未要求的項目如電導率、電阻率等進行測定以及部分化學元素含量、晶粒度等進行對比檢驗,還進行了兩批材料的熔化試驗,主要如下。
2.2.1 套管其他性能檢測
由于某核電站穩壓器套管與福清核電4號機組穩壓器套管的性能指標從資質證書、復驗值數據分析均滿足設計文件要求而且并無明顯差異,因此進一步對兩批次的套管材料從技術條件要求以外但有可能影響焊接性的其他物理性能方面進行了分析,并對部分化學元素進行了驗證。
委托第三方對福清核電4號穩壓器剩余套管和某核電站穩壓器套管試驗件材料補充進行的檢測結果如下,見表2。
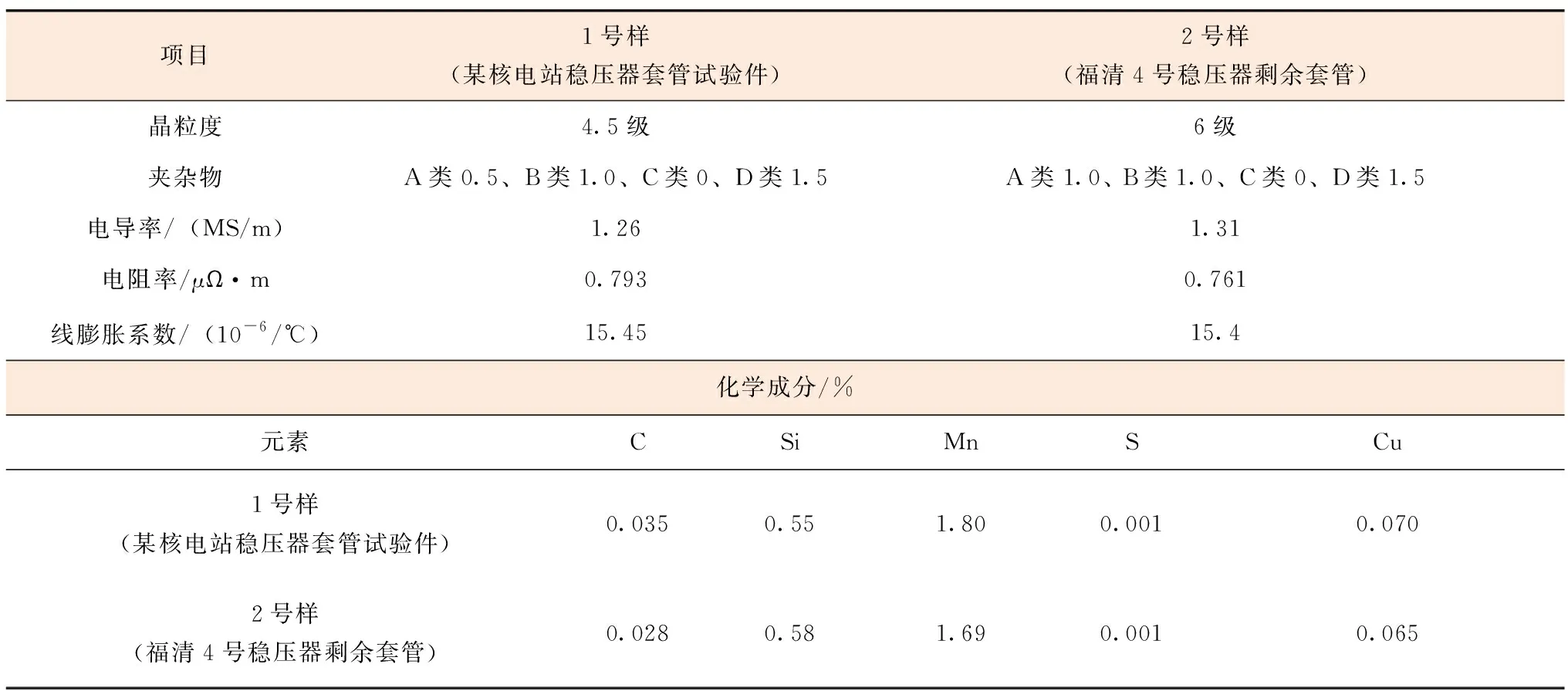
表2 某核電站穩壓器套管試驗件與福清核電4號套管余料性能測試對比
通過對比,兩個項目所用套管材料的電性能存在差異。
2.2.2 熔化試驗
對福清核電4號穩壓器剩余套管和某核電站穩壓器套管試驗件進行了熔化試驗。試驗過程為采用手工鎢極氬弧直接在試驗件端部進行熔化,兩個批號的材料共進行了兩側熔化試驗,試驗電流分別為80 A、200 A,在熔化時并進行了時間記錄, 采用熔化電流為200 A時,福清核電4號機組穩壓器剩余套管熔化出小孔的時間為9 s,某核電站穩壓器套管試驗件熔化出小孔的時間為19 s。熔化后的試件形貌見圖4、圖5。

圖4 兩個批號材料熔化試樣Fig.4 Melting samples of two batches of materials

圖5 兩個批號材料熔化試樣放大Fig.5 Magnification of melting samples of two batches of materials
在熔化過程中福清核電4號機組穩壓器剩余套管形成熔化小孔,某核電站穩壓器套管試驗件熔化金屬直接脫離,兩個項目的材料熔化后的形貌存在差異,反映出某核電站穩壓器套管材料在熔化過程中表面張力小,流動性較差。
通過以上分析認為,導致某核電站穩壓器套管試驗件與福清核電4號機組穩壓器剩余套管采用相同焊接設備、鎢極和焊接參數以及同批次的熔化環、焊接保護氣體焊接后焊縫質量存在較大差異的主要原因是本批次套管材料的性能存在差異導致焊接性不好造成的。
3 行業專家研討
針對此問題,西安核設備公司組織設計院及行業制造領域的專家進行了研討,并現場進行了某核電站穩壓器套管試驗件與福清核電4號機組穩壓器剩余套管的焊接。
通過現場焊接試驗及充分討論,與會專家一致認為導致某核電站穩壓器套管試驗件與福清核電4號機組穩壓器剩余套管采用相同焊接設備、鎢極和焊接參數以及同批次的熔化環、焊接保護氣體焊接后焊縫根部存在較大差異的主要原因為,套管材料對焊接參數敏感,某核電站穩壓器采用的這批套管材料與以往批次材料相比物理性能差異導致焊接性不好,是造成試驗件焊接問題產生的根本原因,針對此批號套管材料采用以往不填絲TIG焊接工藝無法保證焊縫質量滿足技術要求。與會專家同意西安核設備公司采用的“自動旋轉氦弧焊+手工鎢極氬弧焊”的組合方法焊接電加熱元件連接件與套管的方案是可行的。
4 焊接工藝探索
在焊接模擬試驗件焊縫發現根部未焊透問題后,通過調整焊接電流、電壓、焊接速度、保護氣體流量等焊接參數進行了一系列的試驗,在試驗前對試驗件焊接部位的尺寸進行了測量,確保尺寸滿足要求,所進行的焊接試驗如下。
1)調整焊接工藝參數不采用脈沖方式,在根部焊透的情況下采用下脈沖電流,根部焊透焊縫表面凹陷大,見圖6。調整焊接電流、焊接電壓、焊接速度等經過多次試驗焊縫根部焊透但焊縫外表尺寸面仍無法滿足要求。

圖6 某核電站穩壓器套管試驗件1Fig.6 Pressurizer casing test piece 1 of a nuclear power plant
2)調整焊接工藝參數不采用脈沖方式,焊接兩次的方式,見圖7、圖8。經過多次試驗焊縫外表尺寸面仍無法滿足要求。

圖7 套管試驗件焊接二次試件1Fig.7 The secondary casing weld test piece 1
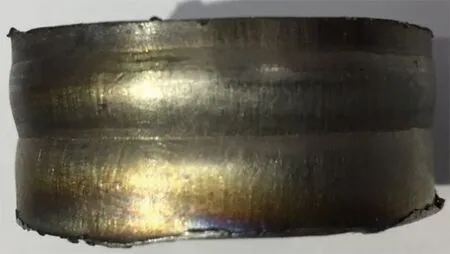
圖8 套管試驗件焊接二次試件2Fig.8 The secondary casing weld test piece 2
經試驗,除焊縫外表面尺寸不能滿足技術條件要求外,焊接操作也困難,原因在于:
第一次焊接完成后,第二次焊接前需重新對正鎢極(包括鎢極高度),第二次對中時需根據第一次焊縫表面成形情況確定,當對中位置不合適時易出現較大的表面缺陷如兩圈焊道之間出現較大的凹陷;
即使第二次鎢極對正,由于焊接過程中無填充材料,表面凹陷也得不到較大的補償。
3)調整焊接工藝參數不采用脈沖方式,經過試驗在確保根部焊透的情況下自動氦弧焊焊接后采用手工鎢極氬弧焊進行焊接。經檢測試驗件(如圖9)的焊縫表面質量滿足設計文件要求。

圖9 套管試驗件采用自動旋轉氦弧焊+手工鎢極氬弧焊試樣Fig.9 The casing test piece using automatic rotating helium arc welding + manual tungsten argon arc welding samples
5 焊接工藝評定
經過前期多次的焊接工藝探索試驗,西安核設備公司依據項目《穩壓器電加熱元件套管與電加熱元件連接件焊接工藝評定》技術條件:增加、取消或改變操作方式(手工、半自動或自動),都必須重新評定以及添加或取消附加的填充金屬焊接工藝評定需要重新進行”的要求,完成了電加熱元件連接件與套管的自動旋轉氦弧焊+手工鎢極氬弧焊組合方法的焊接工藝評定,手工鎢極氬弧焊使用的焊絲滿足《穩壓器TIG焊用不銹鋼焊絲技術條件》的要求。評定試件經外觀、無損以及接頭力學性能、晶間腐蝕等破壞性試驗均滿足技術要求。
6 解決方案
依據合格的焊接工藝評定完善了焊接數據包,自動氦弧焊+手工鎢極氬弧焊組合方法焊接電加熱元件連接件與套管的方式與前期西安核設備公司制造的穩壓器不同,為保證產品焊縫質量在產品焊接時選用資格滿足HAF603要求的熟練焊工、焊接操作工進行焊接,同時在焊接前對參與焊接工作的人員進行充分的培訓與練習。
最終,穩壓器電加熱元件連接件與套管采用自動氦弧焊+手工鎢極氬弧焊組合方法焊接后,焊縫經無損檢測和焊接見證件破壞性試驗,結果滿足技術條件的要求。
7 結論
通過對某核電站穩壓器電加熱元件連接件與套管試驗件焊接時產生的缺陷進行原因分析,確定了導致材料焊接性不好,出現試驗件焊接缺陷的主要原因是材料物理性能差異。提出了解決方案,完善了焊接數據包,最終穩壓器電加熱元件連接件與套管焊縫全部一次性合格,滿足了設計要求,結果證明采用自動氦弧焊+手工鎢極氬弧焊組合方法是可行的,能夠滿足設計要求,本文中焊接工藝探索和組合焊接方法為后續穩壓器制造電加熱元件連接件與套管的焊接提供了參考和借鑒。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
