原色與脫色牦牛絨精梳純紡紗工藝研究
2021-06-30 03:03:26秦瀟璇瞿立新謝春萍
紡織學報 2021年6期
秦瀟璇, 瞿立新, 謝春萍
(1. 無錫城市職業技術學院 影視學院, 江蘇 無錫 214000; 2. 江南大學 紡織科學與工程學院,江蘇 無錫 214122; 3. 無錫科技職業學院, 江蘇 無錫 214028)
牦牛生長在海拔3 000~5 000 m的高原,能耐-30~-40 ℃嚴寒,號稱“高原之寶”,中國有1 300萬頭牦牛,占世界總數的85%,且90%以上生長在青藏高原[1-2]。由于牦牛生長環境極其寒冷,為了抵御高寒,牦牛的底毛下會長出一層細密的絨毛。牦牛絨纖維手感滑糯、保暖性強、強力高、耐腐蝕且原料成本較低,原料的綜合利用及制品的綜合效益指標均優于羊絨制品[3-4],在性能上可成為羊絨的有效替代品[3,5],而且牦牛只吃草皮而不吃草根,不破壞植被;而山羊既吃草又吃草根、樹皮,許多發達國家早己禁養山羊。因此牦牛絨的開發既經濟又環保,且其毛絨自然脫落,我國每年可以回收3 600 t牦牛絨凈絨原料。
但是,牦牛絨纖維主體長度只有24~32 mm,且長度離散度大、含有大量粗死毛,因此,無法使用現有毛精紡設備實現精梳制條,這是限制其在精梳輕薄面料應用的根本原因[6-7]。另外,絨纖維具有特定的顏色,低損傷脫色技術和利用原色的配色技術不成熟制約了該類絨纖維產品的多樣性開發[8]。因此,對其加工主要采用粗梳毛紡工藝,加工成混紡紗或粗支針織紗(一般是38.5 tex(26 Nm) 以上),生產絨衫絨褲類產品。近年來發展起來的半精紡工藝試圖開發高支半精紡紗,但由于沒有專門針對這類短絨的梳絨成條設備,借用或改造棉紡梳棉機來梳理成條時,損傷纖維現象嚴重、制成率低[9]。
采用精梳毛紡工藝路線,對以牦牛絨為代表的超短動物絨纖維精梳制條和高支紡紗的主要技術瓶頸體現在:纖維太細,強度低,現有的精梳毛紡設備對纖維加工的損傷大,使原本就只有25 mm左右的纖維主體長度更短;現有精紡梳毛機無法對30 mm左右的短絨纖維實現精梳制條;纖維蓬松,絨條強力低,在針梳、精梳、粗紗、細紗機上無法對絨條實現有效喂入控制和順利牽伸。
針對上述問題,本文將由便捷喂毛、高效預梳、低損傷分梳、落物充分回收裝置組成的高效分梳機構引入到該類纖維的加工中,力求將卷曲、塊狀的絨團拉伸為基本伸直的單纖維狀,從而實現低損傷下的精梳制條,同時在細紗工序引入不同的集聚紡裝置,實現高支化的精梳紗生產。
1 紡紗工藝流程
本文選取棕牦牛絨纖維、青牦牛絨纖維、脫色牦牛絨纖維為實驗原料,所使用的實驗原料均由張家港市金樹林絨毛制品有限公司提供,所選用的平均長度為:棕牦牛絨27.68 mm、青牦牛絨26.64 mm、脫色牛絨23.07 mm;平均強力為:棕牦牛絨9.01 cN、青牦牛絨7.46 cN;平均直徑為:棕牦牛絨19 μm、青牦牛絨18.18 μm、脫色牛絨17.41 μm;平均線密度離散率為:棕牦牛絨26.04%、青牦牛絨25.01%、脫色牛絨27.53%。針對目前對于牦牛絨加工中存在的問題,本文采用如圖1所示的工藝路線,主要包括如圖中所示的關鍵步驟。
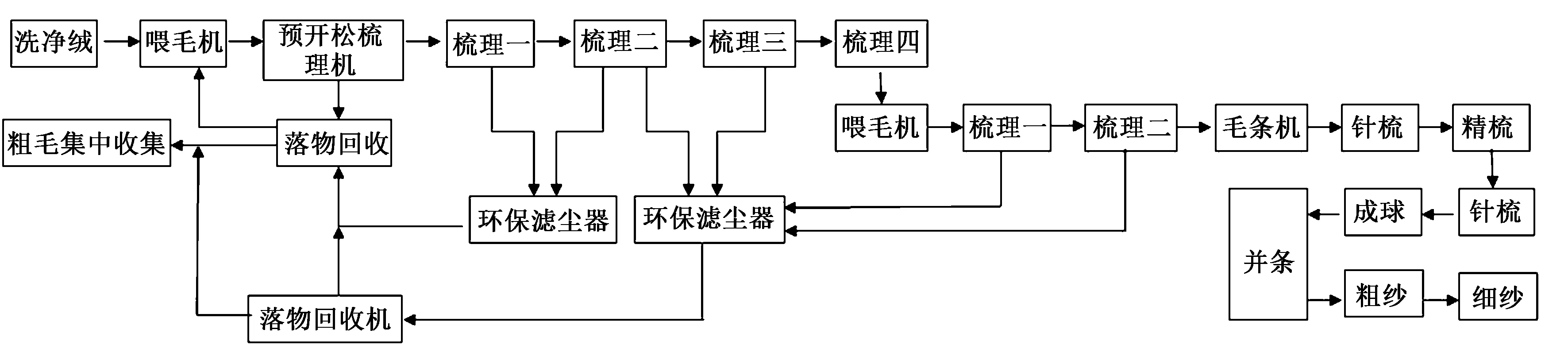
圖1 牦牛絨加工流程Fig.1 Processing of yak hair
1.1 和毛加油
選擇江蘇中孚達紡織科技股份有限公司自主研發的“超級和毛油”,使得纖維之間抱合力增加20%~50%,從而為高支化的牦牛絨純紡紗線的加工奠定原料基礎。同時,加入抗靜電劑,減少紡紗過程中纖維產生靜電及飛花。牦牛絨和毛加油的工藝參數如表1所示。
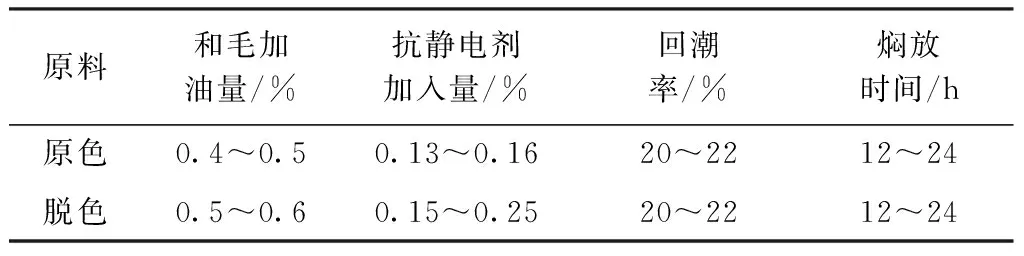
表1 牦牛絨和毛加油工藝參數Tab.1 Wool oil parameters of yak hair yarn
1.2 高效分梳
通過對喂毛、預梳、分梳、回收器件的改造設計,實現了將卷曲、塊狀絨團拉伸為基本伸直的單纖
維狀,從而實現了粗長毛和二細毛的精準去除和無毛絨精準提取。集成系統結構主要包括便捷喂毛裝置、高效預梳裝置、低損傷分梳裝置、落物充分回收裝置。
為實現絨與毛纖維的低損傷下的精準分離,本文所采用的適用于牦牛絨纖維中的絨纖維與毛纖維精準分離裝置結構簡圖如圖2所示,包括原絨纏繞羅拉和絨纖維剝取羅拉。
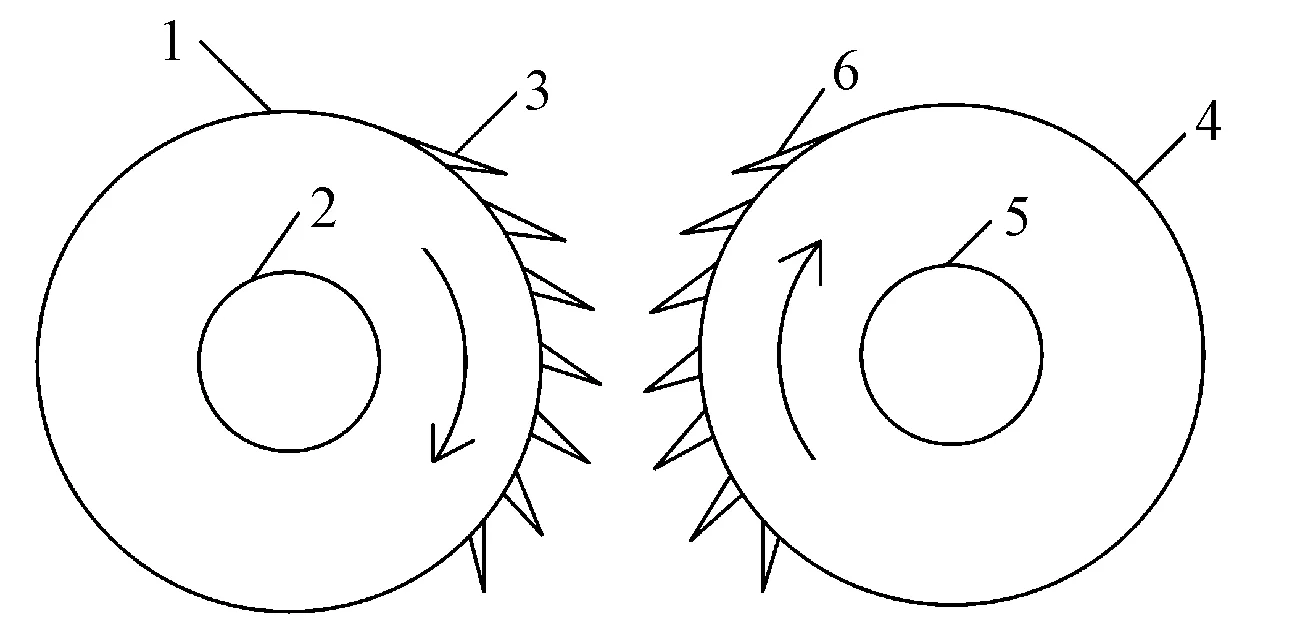
1—原絨纏繞羅拉的羅拉套;2—原絨纏繞羅拉的羅拉軸;3—原絨纏繞羅拉的羅拉套表面針布; 4—絨纖維剝取羅拉的羅拉套;5—絨纖維剝取羅拉的羅拉軸;6—絨纖維剝取羅拉的羅拉套表面針布。圖2 絨毛分離裝置結構簡圖Fig.2 Accurate separation of hair and fur device
在原絨纏繞羅拉和絨纖維剝取羅拉的表面圓周上分別等角度的排列有第1針布和第2針布,第1針布和第2針布均為底部為弧形的平頭針布,設置原絨纏繞羅拉的轉速小于與絨纖維剝取羅拉的轉速,但轉向相同。使用時,包含絨和毛纖維的原絨纖維纏繞在原絨纏繞羅拉上,依靠原絨纏繞羅拉和絨纖維剝取羅拉兩者轉動產生的負壓差,實現絨纖維逐漸向絨纖維剝取羅拉上的轉移,而毛纖維由于較絨纖維的剛性和質量大從而在轉移過程中脫落,繼而實現基于“小隔距、大空間”的絨、毛精確分離的柔性梳理過程,降低梳理次數,實現低損傷梳理。
1.3 精 梳
將毛條喂入再經過毛網成形,最后圈條落在條筒內,在工藝設計方面主要從2處著手:一是偏小掌握拔取隔距來控制絨網成形效果和制成率;二是為避免產生毛粒,喂入負荷要小。為保證絨網成形良好,采用的隔距為25 mm,隔距選擇不當則會造成落短多,制成率低。
1.4 細 紗
分別采用四羅拉網格圈緊密紡、大直徑羅拉式的全聚紡[10]、環錠紡3種紡紗方式紡制25和16.7 tex的高支牦牛絨純紡的單紗和賽絡紗,并對3種紡紗方式下的牦牛絨成紗指標進行對比分析。原色和脫色牦牛絨純紡紗工藝設計見表2、3所示。

表2 原色牦牛絨純紡紗工藝設計Tab.2 Process design of original yak hair yarn

表3 脫色牦牛絨純紡紗工藝設計Tab.3 Process design of discolored yak hair yarn
2 成紗質量測試與分析
2.1 成紗性能測試分析
參照GB/T 3916—1997《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定》,采用YG020 A電子強力機測試紗線斷裂強力、斷裂伸長率等,每管紗測試30次取平均值。
參照GB/T 3292—1997《紡織品 紗條條干不勻試驗方法 電容法》,采用YG133 B/M條干均勻度測試儀測試紗線條干均勻度,測試速度200 m/min,測試時間1 min,每管紗測試30次取平均值。
參考FZ/T 01086—2000測試標準,采用USTERZWEIGLE HL400紗線毛羽測試儀,測試速度為400 m/min,測試時間為1 min,每管紗測試30次取平均值。
2.2 原色牦牛絨成紗質量分析
采用網格圈緊密紡、全聚紡、環錠紡所紡的25 tex的原色牦牛絨純紡單紗和賽絡紗的成紗性能測試如表4、5所示,所紡16.7 tex的牦牛絨純紡單紗和賽絡紗的成紗性能測試如表6、7所示。其中16.7 tex牦牛絨純紡單紗和賽絡紗采用環錠紡紡制時由于斷頭多而導致無法正常紡紗,也就是對于高支的牦牛絨純紡紗環錠紡是無法正常加工的。對于25 tex的牦牛絨純紡紗:與環錠紡紗相比,采用緊密紡可有效改善所紡紗的強伸性、減少成紗毛羽,尤其是減少3 mm及以上的長毛羽。這是由于采用負壓式緊密紡,可實現牽伸輸出的纖維須條在加捻前的負壓氣流作用下的集聚,從而大幅減小加捻三角區,實現牽伸輸出的纖維須條在緊密狀態下的加捻,繼而改善成紗綜合質量,同時由于牦牛絨纖維相對于棉纖維的線密度大,因此,所采用的集聚負壓相對于棉纖維也應偏大設置。
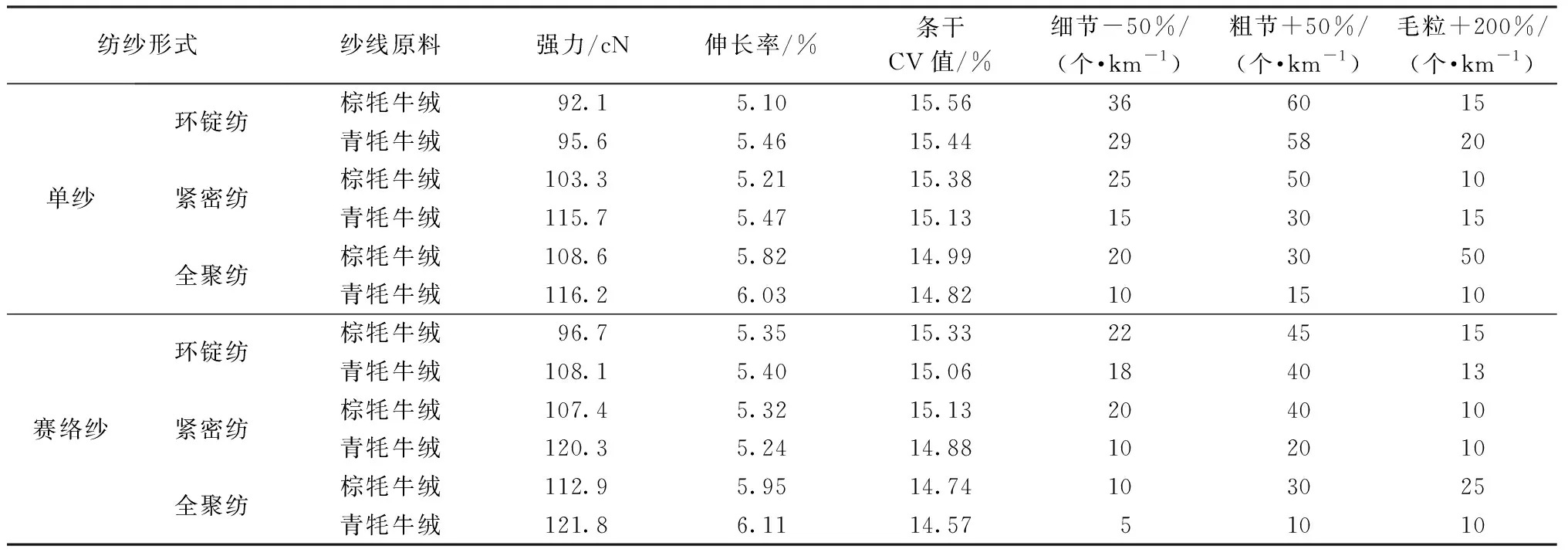
表4 25 tex原色牦牛絨純紡紗條干和強伸性能Tab.4 Evenness and strength of 25 tex original yak hair yarn
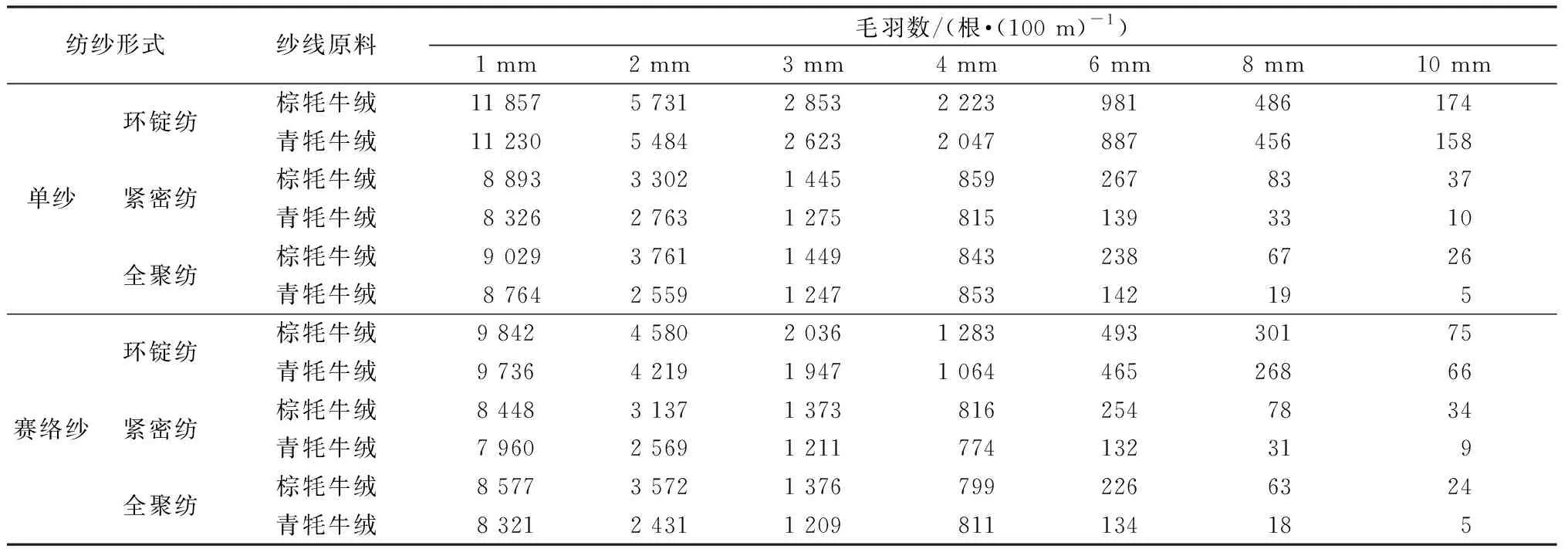
表5 25 tex原色牦牛絨純紡紗毛羽Tab.5 Hairiness of 25 tex original yak hair yarn
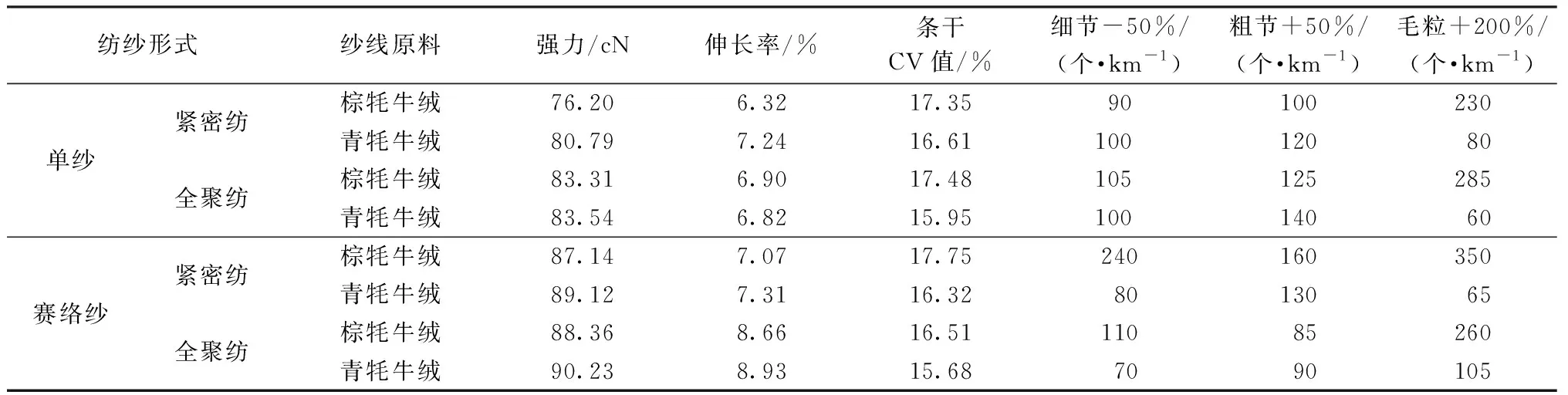
表6 16.7 tex原色牦牛絨純紡紗條干和強伸性能Tab.6 Evenness and strength of 16.7 tex original yak hair yarn
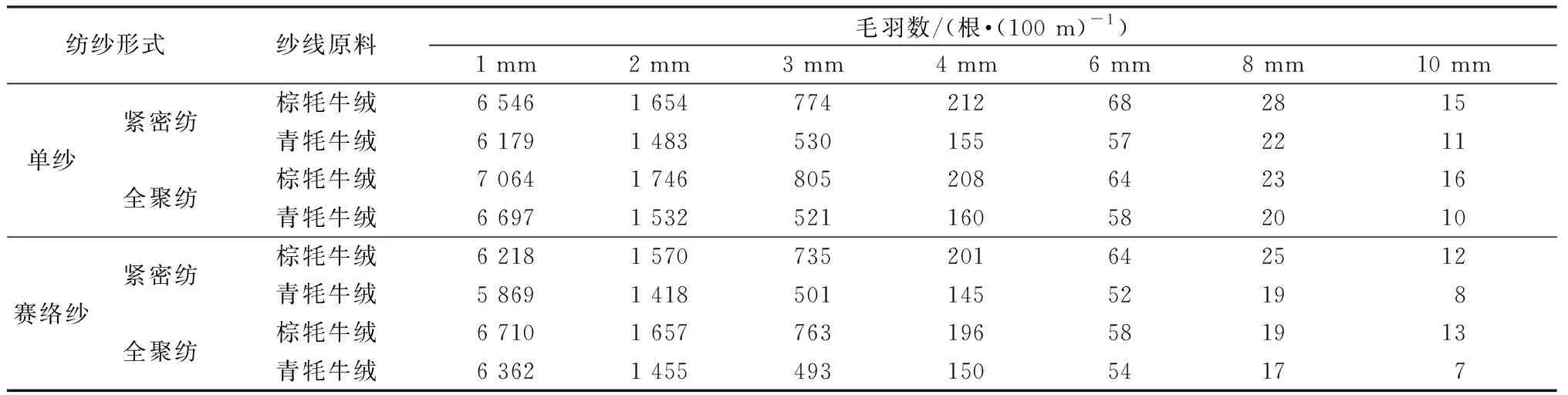
表7 16.7 tex原色牦牛絨純紡紗毛羽Tab.7 Hairiness of 16.7 tex original yak hair yarn
由25 tex和16.7 tex的牦牛絨純紡紗的性能測試結果發現,相對于網格圈緊密紡,全聚紡所紡的原色牦牛絨純紡單紗和賽絡紗的強伸性和條干有所改善,但是毛羽有所增加,這主要是由于兩者的集聚過程有所不同。對于全聚紡,經牽伸后輸出的牦牛絨纖維須條經輸入握持點進入集聚區,經輸出握持點離開集聚區,在集聚區中受到3個方向的力的綜合作用,包括由須條的左右邊緣向須條中心方向的集聚作用力、沿著須條運動方向的輸出作用力、垂直于須條方向的控制作用力。其中集聚作用力使須條內的纖維獲得橫向集聚,須條寬度變小,繼而使得加捻三角區變小甚至消失;輸出作用力一方面有利于須條向前運動輸出,另一方面可使須條內的纖維變得順直,有利于集聚;控制作用力使須條緊貼在弧形集聚面的表面,繼而保持須條在集聚過程中更加穩定,提高集聚效果。
全聚紡紗過程中,牦牛絨須條在從輸入握持點進入集聚區到從輸出握持點離開集聚區的過程中,經歷3個階段的集聚作用,分別為集聚前區、集聚中區和集聚后區作用。在集聚前區作用下,須條主要受到集聚前的整理作用,此時,須條所受到的沿著須條運動方向的輸出作用力在3個階段中最大,實現須條內纖維的順直;須條所受到的由須條的左右邊緣向須條中心方向的集聚作用力在3個階段中居中,實現須條邊緣纖維向紗體中心的轉移;須條所受到的垂直于須條方向的控制作用力在3個階段中最小,以實現纖維盡可能的順直。在集聚中區作用下,須條主要受到橫向集聚作用,此時,須條所受到的由須條左右邊緣向須條中心方向的集聚作用力在3個階段中最大,實現須條內的纖維由邊緣到中心向須條內部逐漸收攏,須條所受到的垂直于須條方向的控制作用力在3個階段中最大,以實現纖維緊貼于弧形集聚面表面,集聚過程中不發生翻轉,實現平行集聚;須條所受到的沿著須條運動方向的輸出作用力在3個階段中最小,實現須條內纖維盡可能長時間的集聚。在集聚后區作用下,須條主要受到集聚后的整理輸出作用,此時,須條所受到的由須條的左右邊緣向須條中心方向的集聚作用力在3個階段中最小,實現集聚后的圓柱形結構的露出須條表面的纖維頭端緊貼附在須條的表面,須條所受到的垂直方向的控制作用力在3個階段中居中,以實現須條的穩定輸出,須條所受到的沿著須條運動方向的輸出作用力在3個階段中居中,實現須條的平穩向前的輸出運動。
綜上可知,在全聚紡中,集聚區內纖維須條受到負壓氣流作用時在保持緊密平行的基礎上,自上而下,由邊緣到中心向須條內部逐漸收攏,也即實現對集聚區內纖維的平行集聚。
對于網格圈型緊密紡,經牽伸輸出的牦牛絨纖維須條在進入到集聚區內時受到更加集中的負壓氣流作用,從而使得纖維須條發生翻轉集聚,須條中纖維糾結、纏繞,紗線結構相對較緊密,從而更有利于減少成紗毛羽,但由于在集聚過程中纖維發生的內外轉移的弱加捻作用,從而不利于改善成紗條干。
2.3 脫色牦牛絨成紗質量分析
采用網格圈緊密紡、全聚紡、環錠紡所紡的25 tex的脫色牦牛絨純紡單紗和賽絡紗的成紗性能測試如表8、9所示,所紡的16.7 tex的脫色牦牛絨純紡單紗和賽絡紗的成紗性能測試如表10、11所示。同樣的,由于脫色后纖維性能有所下降,從而使得16.7 tex脫色牦牛絨純紡單紗和賽絡紗采用環錠紡紡制時由于斷頭多而無法正常紡紗,因此脫色牦牛絨僅采用集聚紡紗線性能進行比較。
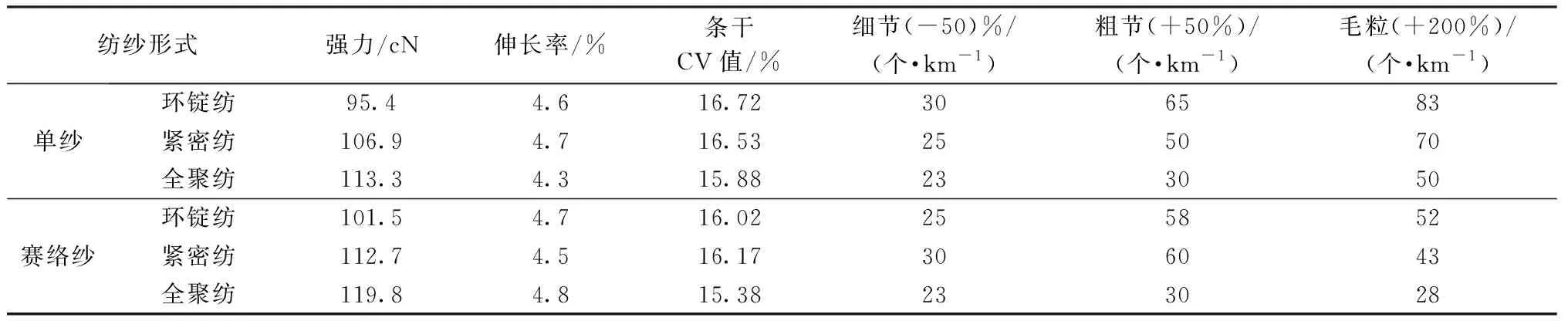
表8 25 tex脫色牦牛絨純紡紗條干和強伸性能Tab.8 Evenness and strength of 25 tex discolored yak hair yarn
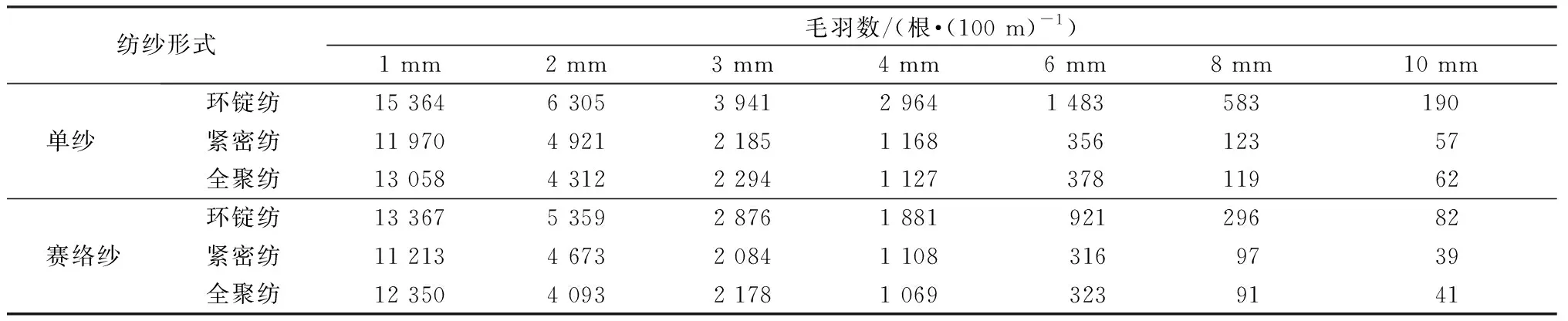
表9 25 tex脫色牦牛絨純紡紗毛羽Tab.9 Hairiness of 25 tex discolored yak hair yarn

表10 16.7 tex脫色牦牛絨純紡紗條干和強伸性能Tab.10 Evenness and strength of 16.7 tex discolored yak hair yarn
由所紡原色牦牛絨純紡紗和脫色牦牛絨純紡紗的測試結果相比發現,當采用同一紡紗方式紡相同紗支的牦牛絨純紡紗時,雖然在紡紗過程中根據纖維的性能對相應的關鍵工藝參數進行了優化設計,但是與原色牦牛絨純紡紗相比,脫色牦牛絨純紡紗的綜合性能仍有所下降,尤其是成紗強力。這是由于在脫色過程中,牦牛絨纖維受到了不同程度的損傷,導致纖維強力下降或纖維斷裂成短纖維,繼而導致紗線強力降低。同時,由于脫色過程中的纖維損傷而增加的短絨率和纖維的長度不勻率也會使得成紗條干有所惡化。

表11 16.7 tex脫色牦牛絨純紡紗毛羽Tab.11 Hairiness of 16.7 tex discolored yak hair yarn
與網格圈型緊密紡相比,全聚紡由于實現了對牽伸后的纖維須條的平行集聚過程,因此更有利于對脫色后強力較低的牦牛絨纖維實現更加柔性、平穩的集聚過程,因而更有利改善成紗的強力。另外,與單紗相比,賽絡紡紗中由于采用2根粗紗喂入紡紗,從而實現了所紡紗線的成紗過程中的合股過程,因而更有利改善成紗強力。綜上分析,在脫色牦牛絨紡紗中,全聚賽絡紡更加適用。
3 結 論
針對牦牛絨纖維主體長度短、長度離散度大、含有大量粗死毛等特點,通過控制原絨纏繞羅拉和絨纖維剝取羅拉的轉動速度,使得特定剛度或直徑的絨纖維被精準剝離,從而實現對原絨纖維中絨纖維的精準提取。
通過對采用2種不同集聚紡系統所紡的紗線性能進行測試對比發現, 16.7 tex牦牛絨純紡單紗和賽絡紗采用環錠紡紡制時由于斷頭多而無法正常紡紗。相對于網格圈緊密紡,全聚紡所紡的原色牦牛絨純紡單紗和賽絡紗的強伸性和條干有所改善,但是毛羽有所增加。與原色牦牛絨相比,脫色牦牛絨純紡紗的綜合性能有所下降,尤其是成紗強力。與網格圈型相比,全聚紡由于實現了對牽伸后的纖維須條的平行集聚,因此更有利于對脫色后強力較低的牦牛絨纖維實現更加柔性、平穩的集聚過程。
