T91鋼高溫過熱屏自動焊裂紋分析及工藝確定
2021-06-30 11:37:36趙志明
理化檢驗(物理分冊) 2021年6期
趙志明, 夏 靜
(1.太原鍋爐集團有限公司, 太原 030008; 2.山西醫科大學, 太原 030001)
T91鋼是以T9鋼為基礎的,通過降低碳含量、增加合金元素釩和鈮、控制氫和鋁含量得到的鋼種。T91鋼不僅具有高的抗氧化性和耐高溫蒸汽腐蝕性,而且具有良好的沖擊韌性和高穩定的持久塑性和熱強度。主要用于制造高溫過熱器和壁溫小于625 ℃的亞臨界、超臨界鍋爐高溫再熱器鋼管。由于T91鋼高溫過熱屏的結構原因,其拘束應力大,焊后易出現連續或斷續裂紋。為防止類似缺陷的產生,作者進行了一系列針對性試驗,通過接頭質量分析,確定了T91鋼高溫過熱屏的焊接工藝。
1 試驗材料與試驗方法
1.1 試驗材料
選用硫、磷元素含量較高的國內某廠商生產的焊絲和硫、磷元素含量較低的國外某廠商生產的焊絲,分別進行扁鋼不開坡口和開K型坡口的T91鋼水冷壁自動焊接試驗。對所有用于T91鋼管排的原材料(母材、焊材)按JB/T 3375-2002《鍋爐用材料入廠驗收規則》[1]進行理化檢驗。化學分析試樣按ASTM E1806《鋼和鐵化學成分測定的取樣標準實施規程》[2]對表面進行研磨預處理后,再用賽默飛ARL3460型分析儀按ASTM E415《用火花原子發射光譜法分析碳和低合金鋼的標準試驗方法》[3]進行化學分析,結果見表1 。室溫拉伸試驗試樣按SA-370 《鋼制品力學性能試驗的標準試驗方法和定義》[4]進行制備,使用NCS-GNT300Y型拉伸試驗機按ASTM E8M 《金屬材料拉伸試驗方法》[5]進行室溫拉伸試驗,結果見表2。使用ZEISS AXIO Vert.A1型金相顯微鏡分析顯微組織,其顯微組織均為回火馬氏體+回火索氏體。由表1和表2可知原材料符合SA-213/SA-213M《鍋爐、過熱器和熱交換器用無縫鐵素體和奧氏體合金鋼管子》[6]和SA-387/SA-387M《壓力容器用鉻-鉬合金鋼板》[7]的成分分析,焊絲符合SFA-5.28/SFA-5.28M《氣體保護電弧焊用低合金鋼焊絲和填充絲標準》[8]的成分要求。
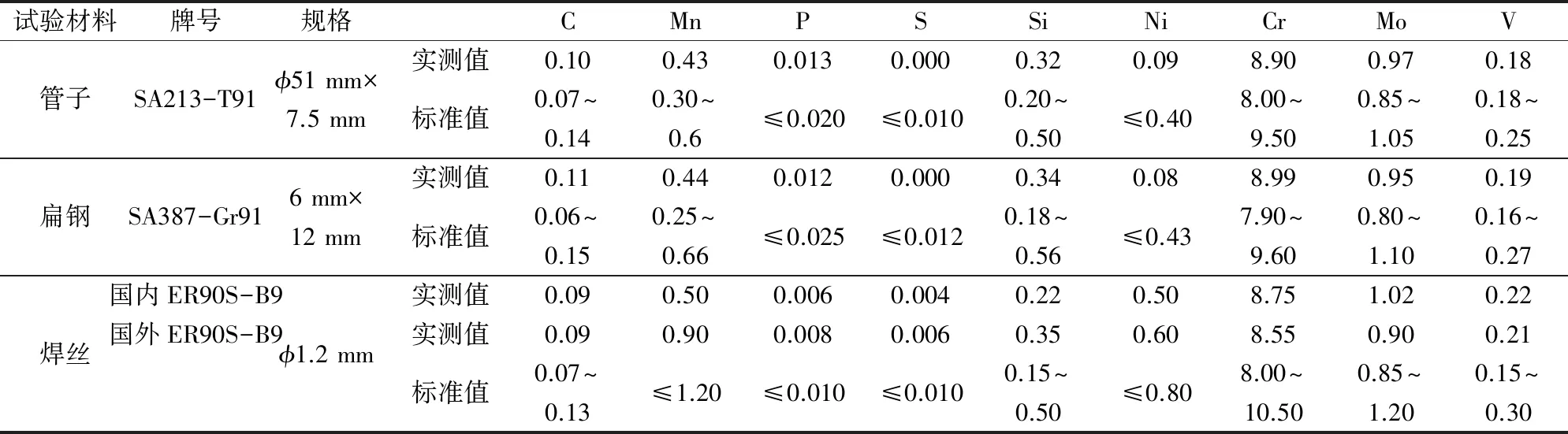
表1 試驗材料的化學成分(質量分數)Tab.1 Chemical compositions of the test materials (mass fraction) %
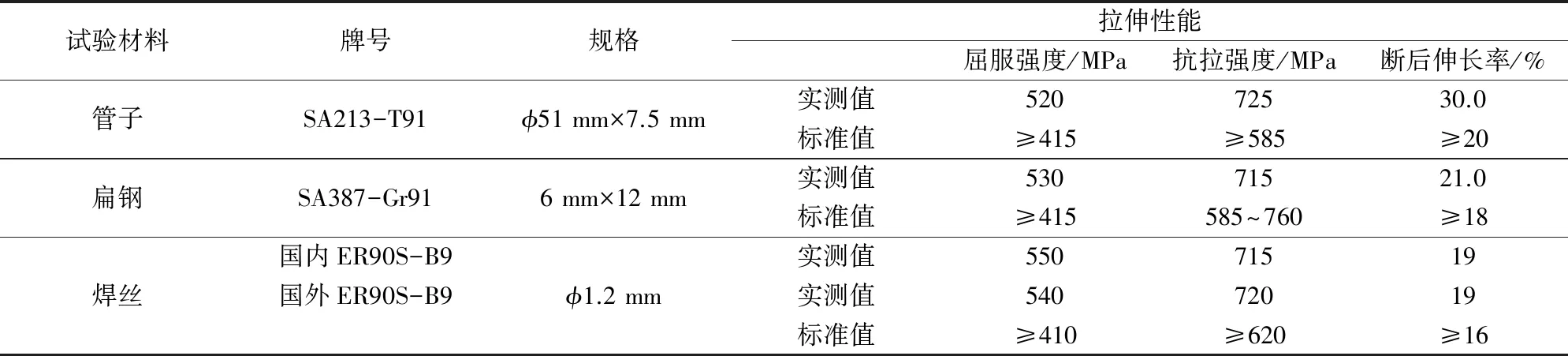
表2 試驗材料的拉伸性能Tab.2 Tensile properties of the test materials
1.2 試驗方法
T91鋼高溫過熱屏膜壁采用氣體保護單元屏焊接組裝。焊接前,對該屏進行全寬、長預熱,預熱溫度200~250 ℃。焊接后,保溫棉覆蓋慢冷;焊接電流上槍為220~260 A,下槍為200~250 A,焊接速度為650~700 mm·min-1,水冷壁結構如圖1所示。
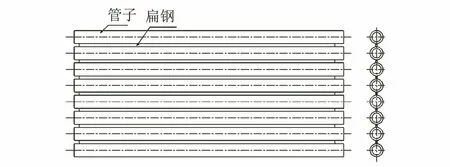
圖1 T91鋼高溫過熱屏膜壁結構示意圖Fig.1 Schematic diagram of membrane wall structure of T91 steel high temperature superheat screen
2 試驗結果與討論
在相同的焊接參數下進行焊接,采用國內某廠商焊絲,扁鋼不開坡口焊接工藝,焊接完成后進行角焊縫磁粉檢測,發現焊縫中心出現長度在3~5 m的連續或斷續縱向裂紋,如圖2所示,裂紋宏觀形貌如圖3所示,對裂紋進行微觀分析,如圖4所示。由圖2~圖4可知,裂紋比較寬,尖端圓鈍,不尖細。裂紋邊緣平滑,呈直通發展,無微小裂紋短程串接的特征,屬熱應力裂紋。該裂紋主要因為焊縫金屬中收縮應變超過材料變形能力而產生,其力學因素是由于加熱和冷卻不均勻引起的不均勻熱應變和剛性固定引起的應力狀態,以及缺口處收縮應變的應力集中。在未焊透間隙,會本能地產生高應力集中,如果焊縫根部存在一些焊接缺陷(夾渣、焊道或氣孔),則應力集中增加,甚至可能出現三維拉伸狀態,從而降低斷裂功,引起裂紋萌生和擴展。采用扁鋼開K型坡口焊接工藝, 焊接完成后進行角焊縫磁粉檢測,發現中心出現長度在2~3 m的連續或斷續縱向裂紋,如圖5所示,裂紋宏觀形貌如圖6所示,對試樣進行微觀分析,如圖7所示。由圖5~圖7可知,裂紋沿焊縫中心縱向開裂,焊縫組織為柱狀晶,焊接后立即出現裂紋,屬于熱裂紋也屬于結晶裂紋。在焊縫結晶過程中,由于凝固金屬收縮導致殘余液態金屬無法及時填充,所以在應力作用下產生晶間裂紋。焊縫金屬中的柱狀晶相交中心處出現裂紋并沿中心發展。在焊縫金屬凝固后期,低熔點共晶被推到柱狀晶相交中心,形成所謂的“液膜”,成為焊縫的薄弱環節。硫、磷、硅等元素與鐵形成低熔點共晶。
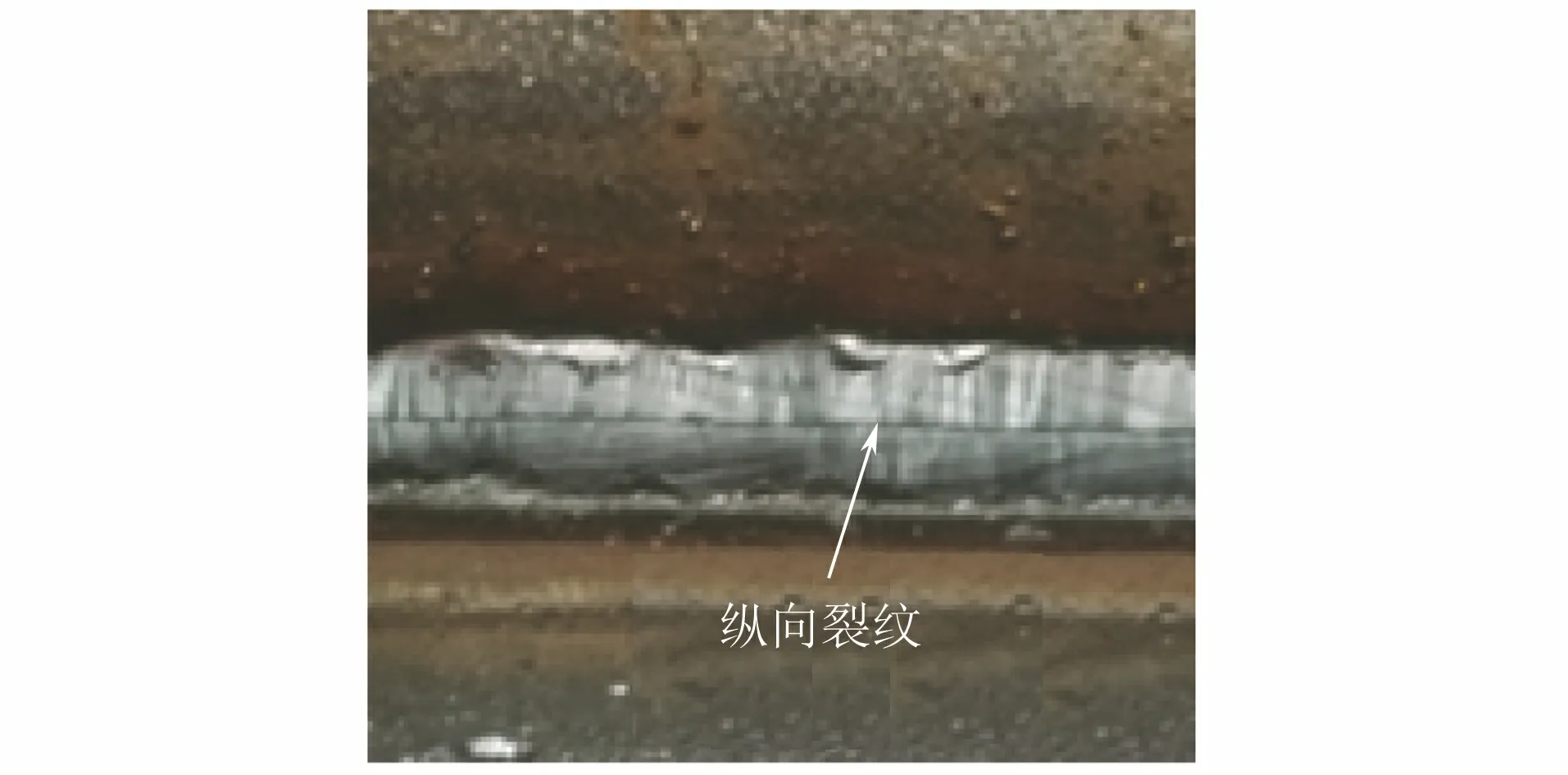
圖2 焊縫縱向裂紋整體形貌(國內焊絲+不開坡口)Fig.2 Overall morphology of longitudinal crack of weld (domestic welding wire+without groove)
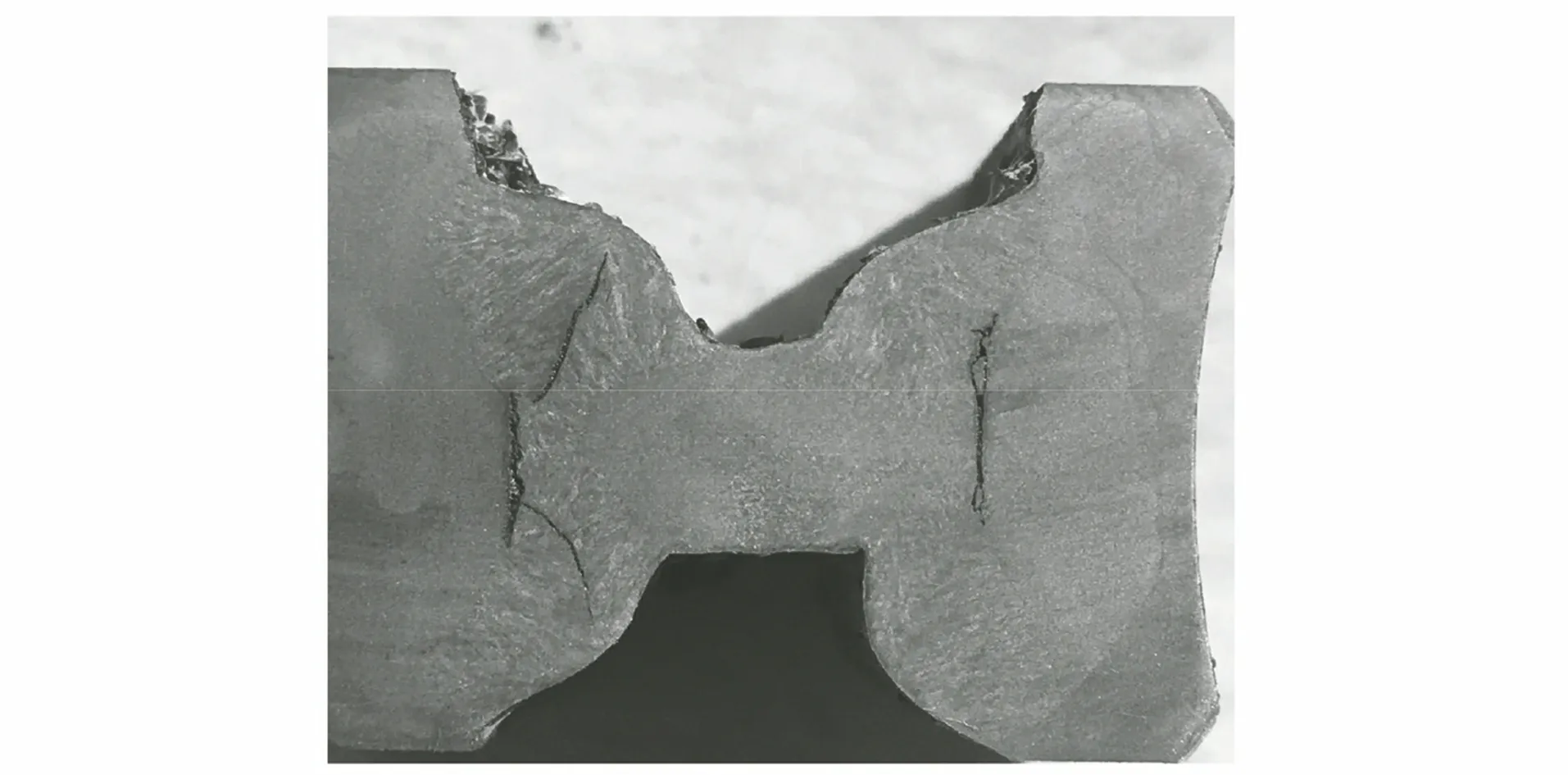
圖3 裂紋宏觀形貌(國內焊絲+不開坡口)Fig.3 Macro morphology of the crack (domestic welding wire+without groove)
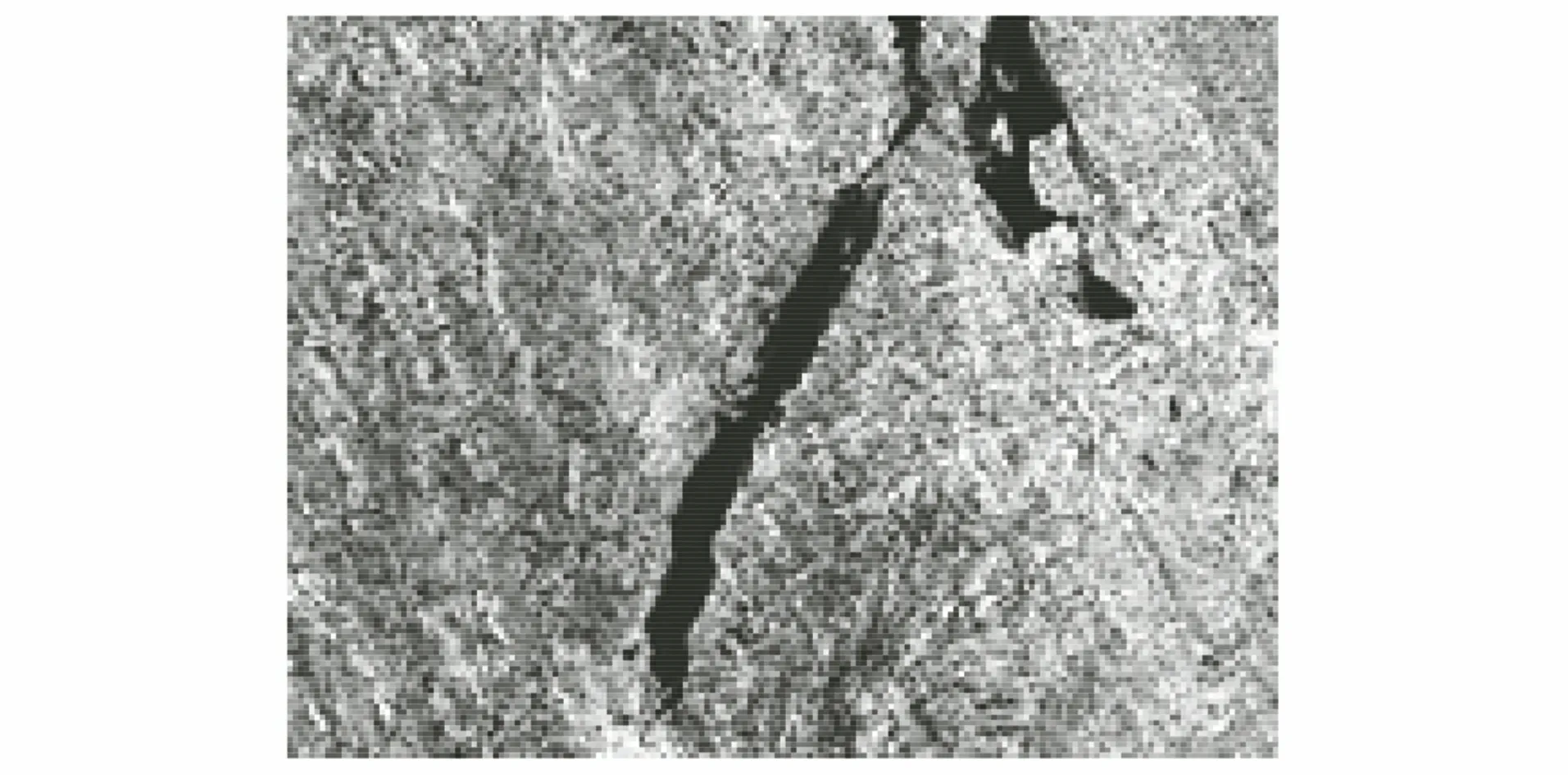
圖4 裂紋微觀形貌(國內焊絲+不開坡口)Fig.4 Micro morphology of the crack (domestic welding wire+without groove)
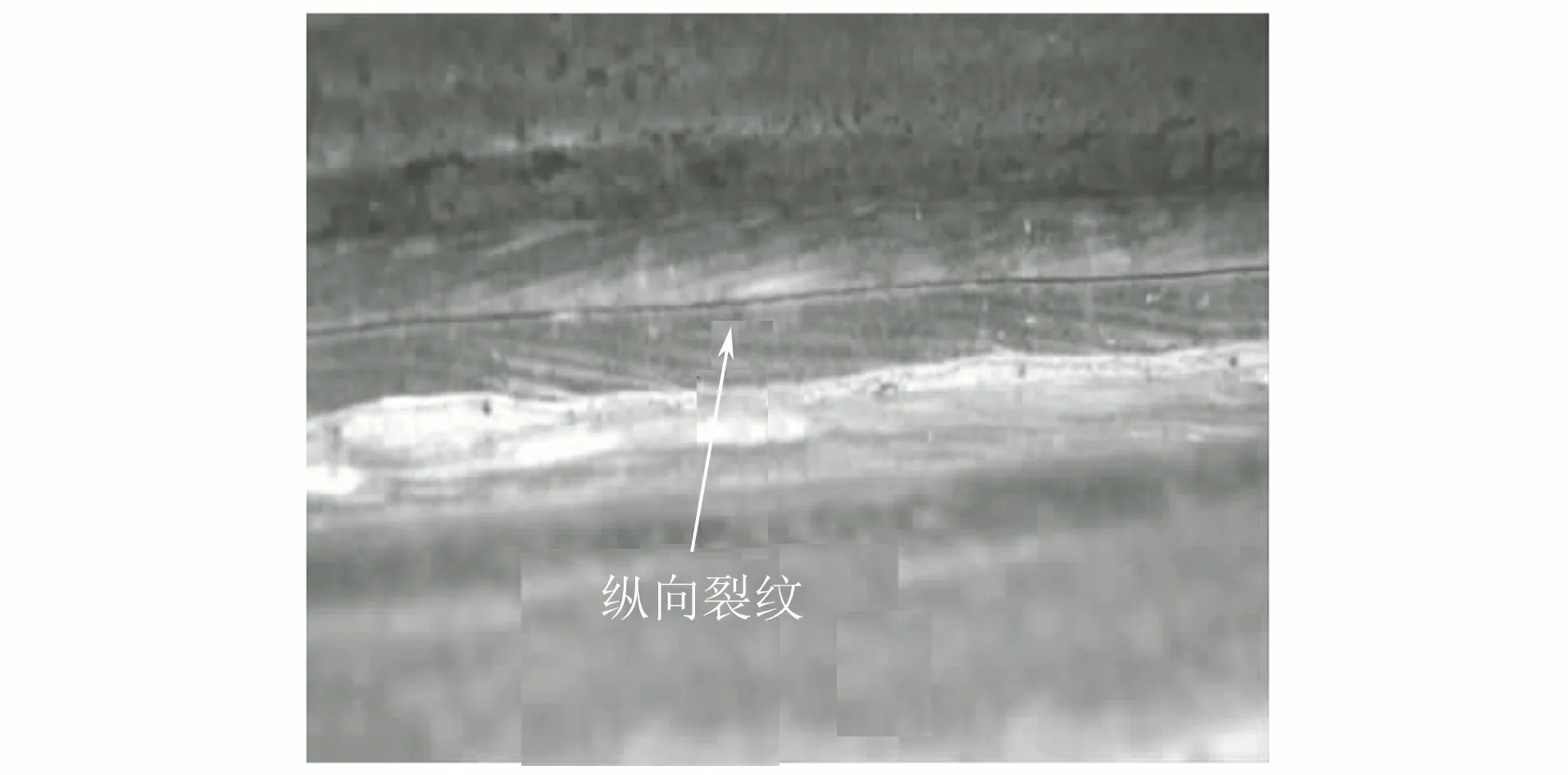
圖5 焊縫縱向裂紋整體形貌(國內焊絲+開K型坡口) Fig.5 Overall morphology of longitudinal crack of weld (domestic welding wire+K-groove)
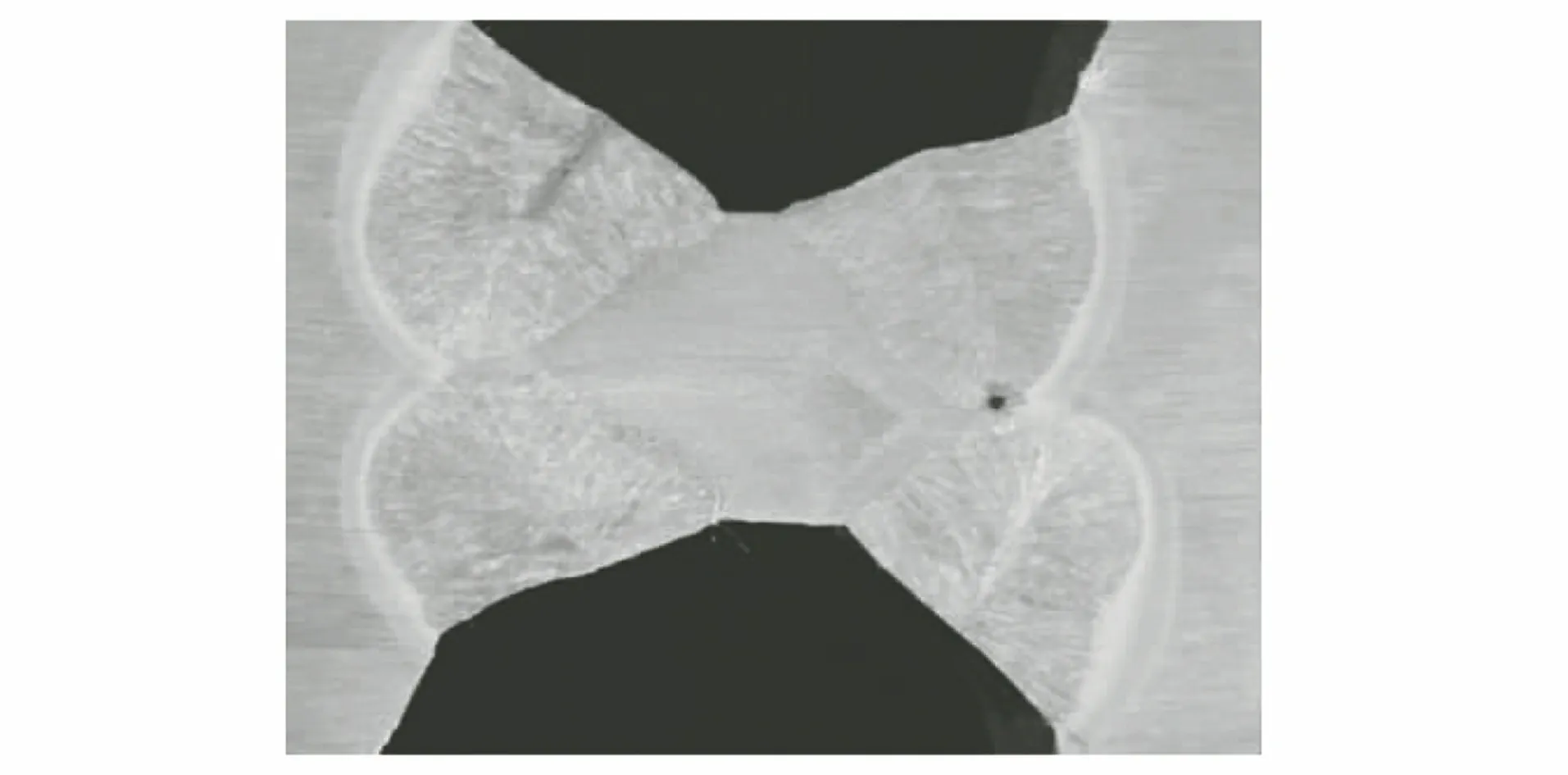
圖6 裂紋宏觀形貌(國內焊絲+開K型坡口)Fig.6 Macro morphology of the crack (domestic welding wire+K-groove)
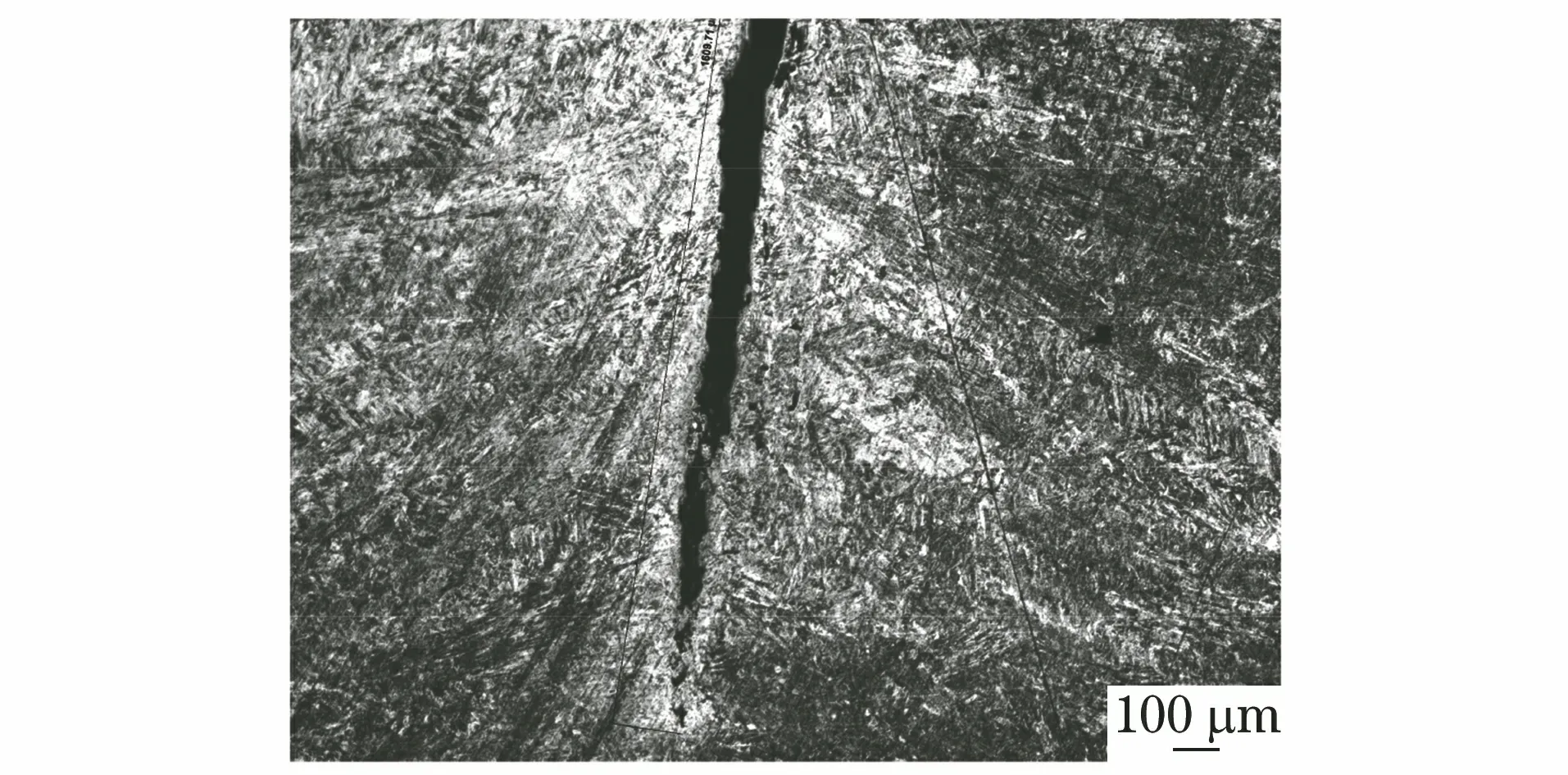
圖7 裂紋微觀形貌(國內焊絲+開K型坡口)Fig.7 Macro morphology of the crack (domestic welding wire+K-groove)
采用國外某廠商焊絲在相同的焊接參數下進行焊接,焊接工藝為扁鋼不開坡口,焊接完成后進行角焊縫磁粉檢測,中心未出現縱向裂紋,對試樣進行微觀分析,如圖8所示。焊縫根部出現微裂紋,裂紋主要起源于母材與焊縫交界處,在焊縫根部應力集中的最大部位產生。采用扁鋼開K型坡口焊接工藝進行焊接,焊接完成后進行角焊縫磁粉檢測,中心未出現縱向裂紋,成型良好,如圖9所示,對試樣進行微觀分析,焊縫及熔合區均未發現微缺陷。
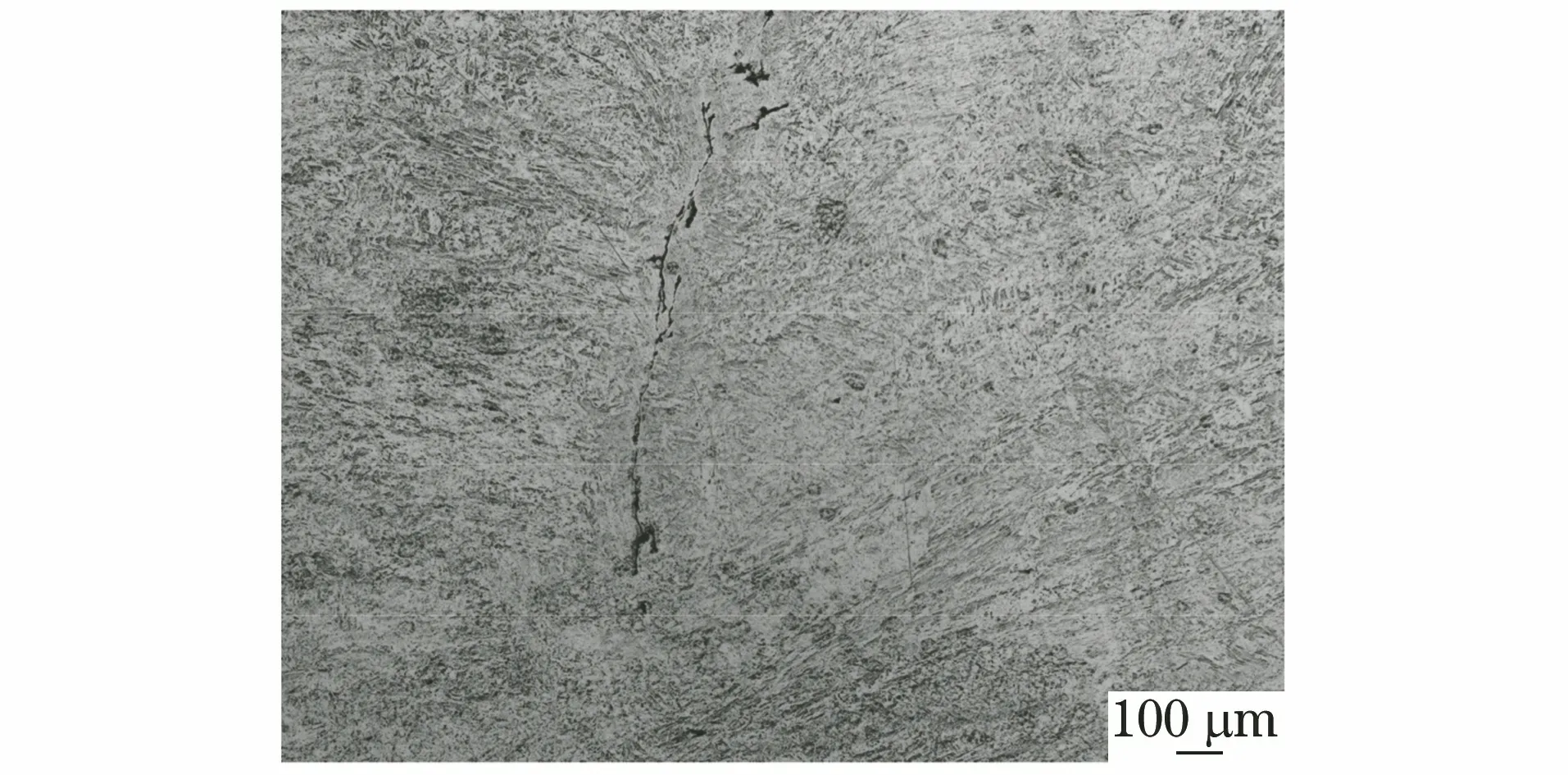
圖8 根部微裂紋微觀形貌(國外焊絲+不開坡口)Fig.8 Micro morphology of root microcrack (foreign welding wire+without groove)
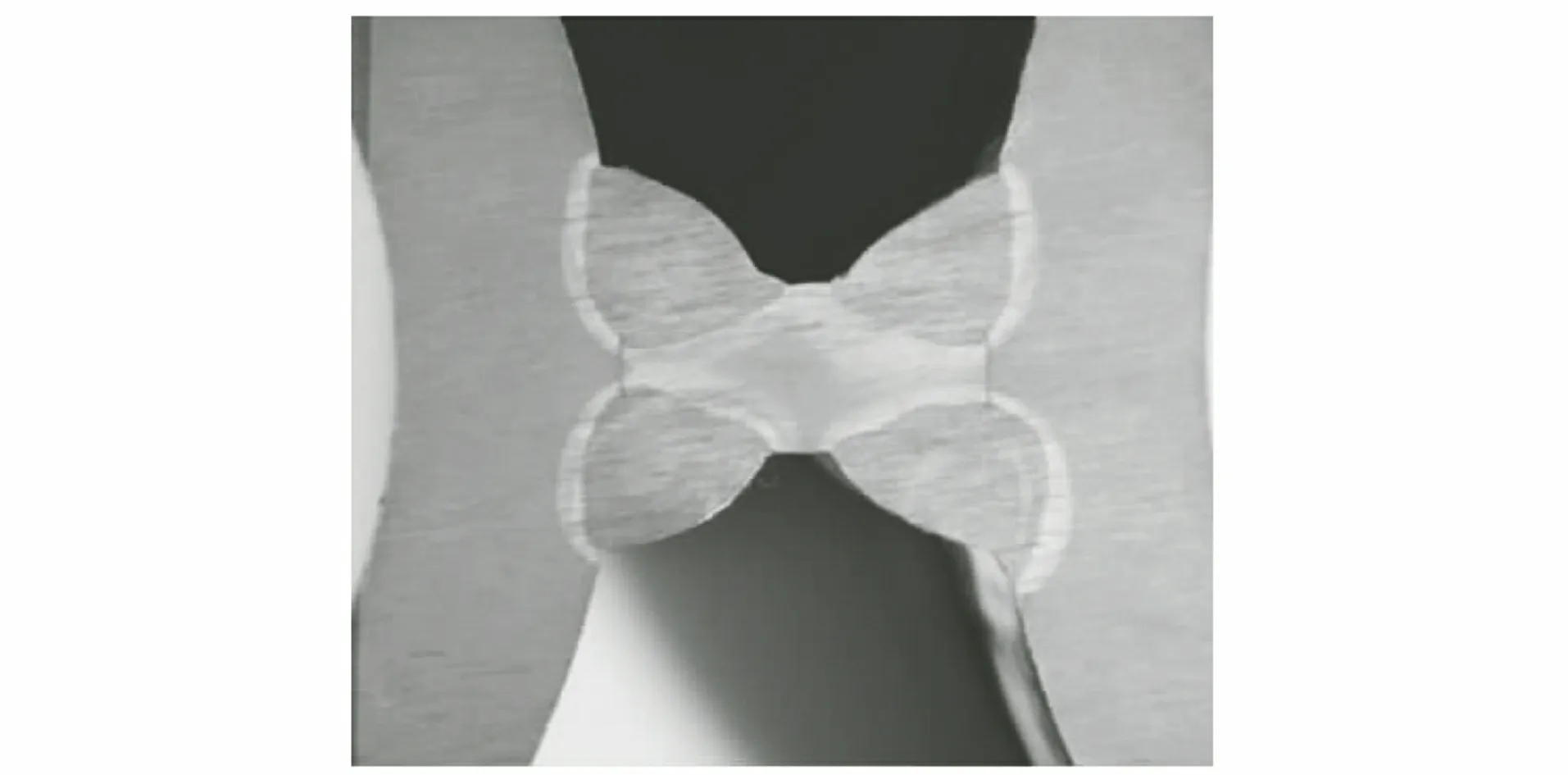
圖9 無裂紋宏觀形貌(國外焊絲+開K型坡口)Fig.9 Macro morphology without crack free (foreign welding wire+K-groove)
3 結論
T91鋼高溫過熱屏的最佳自動焊接工藝為,選用低硫、磷含量的焊絲,采用扁鋼開K型坡口的焊接工藝。選用低硫、磷含量的焊絲,相比高硫、磷含量的焊絲來說,T91鋼高溫過熱屏的結晶液化裂紋敏感性顯著降低了。采用扁鋼開K型坡口焊接工藝,相比扁鋼不開坡口焊接工藝來說,焊縫根部不易萌生微裂紋。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
