水浸式鋼管自動探傷中探頭的選擇探討
2021-06-30 12:30:16劉力
中國設備工程 2021年12期
劉力
(衡陽華菱鋼管有限公司,湖南 衡陽 421000)
國內超聲檢測技術的主要研究領域可以分為檢測方法研究和設備研發。在設備研發方面主要為數字化超聲波探傷儀、TOFD超聲檢測系統、超聲成像系統和磁致伸縮超聲導波檢測系統;在檢測方法和技術方面,主要為自動超聲檢測技術、超聲成像檢測技術、人工智能技術、TOFD超聲檢測技術、超聲導波檢測技術和超聲相控陣技術等。國內管材自動超聲檢測設備分為探頭旋轉式和管子旋轉式兩類。采用探頭不動管材旋轉方式,比較適用于中大直徑管材自動檢測。探傷方式又多使用水浸式,探頭浸于水碗中不與管材直接接觸,探頭使用壽命長,由于無縫鋼管在生產和使用中,容易出現一些氣孔、夾雜和小裂紋等難以探查的缺陷,若采用直探頭或斜探頭,可能會出現漏檢。因此,選擇聚焦探頭具有一定的優勢。點聚和線聚相比,為了獲得較好的探傷速度和靈敏度,一般會采用線聚焦探頭。
1 工作原理和參數計算
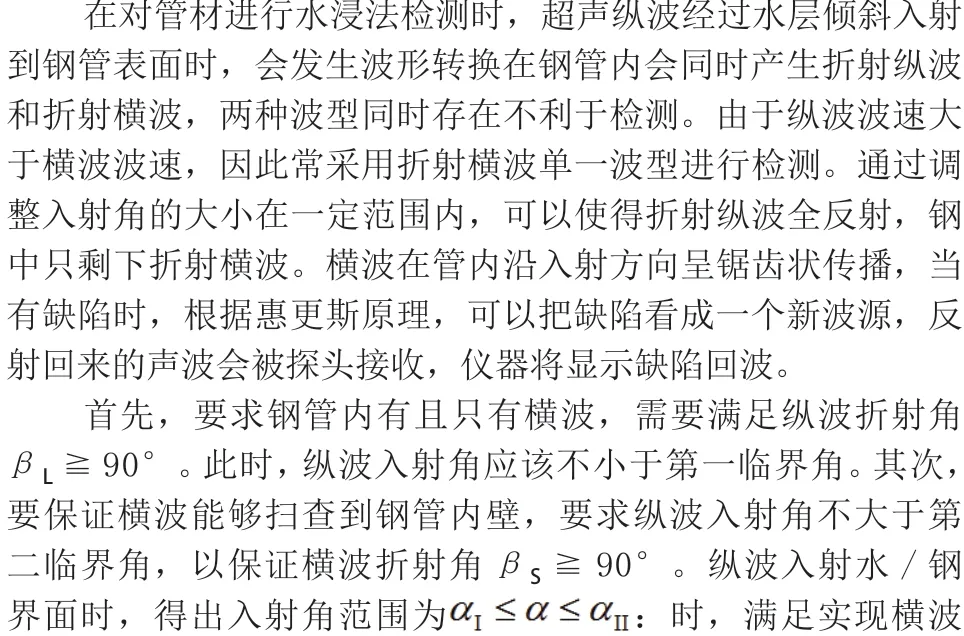

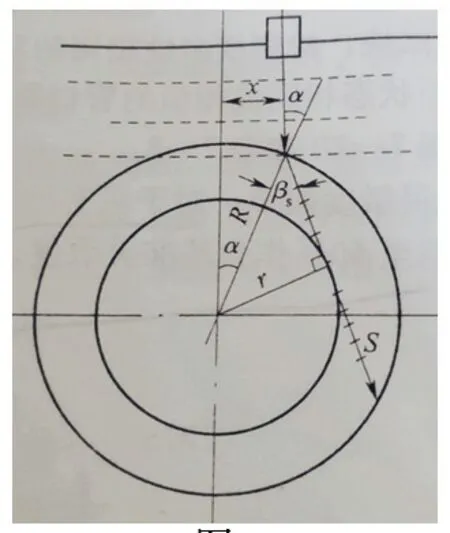
圖1
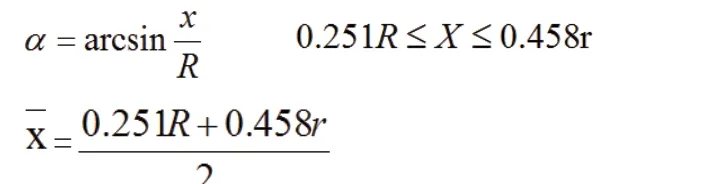
因為水中聲速和鋼中橫波聲速的一半 ,當水層厚度大于鋼管中橫波聲程的一半時,水/鋼界面的第二次回波將位于管子內外傷波后面,容易對管子中的缺陷回波進行判別。如圖3圖所示要求水層厚度H滿足以下條件:

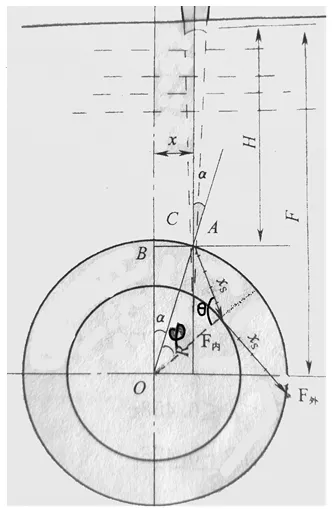
圖2
2 結語
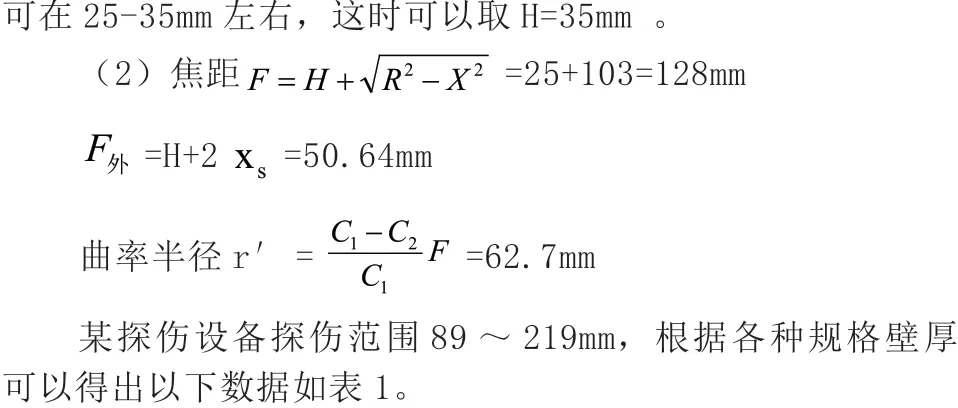
對某設備通過選取幾個探頭進行實踐調試:首先選取的是焦距F=80mm調試過程中發現對于外徑為180mm以下的管材內外傷回波都能很好調試出來,往上的規格管材在調試中勉強能發現傷波,可是波幅低,雜波多,對生產不利。然后選取焦距F=110mm,在調試中發現小規格內外傷傷波有稍微降低,但信噪比滿足要求。大規格調試發現內外傷波明顯提高,信噪比有明顯好轉,都能滿足生產要求。由于條件和時間有限,沒有選取更多的探頭進行試驗。
綜合表1數據,要實現探傷范圍89~219mm都能取得較好的探傷效果,探頭偏心距宜選取平均值,焦距可以選取中間值110mm,這里的水層厚度可選取35mm,實測中選取探頭為2.5P SJ110 XJ能取得較好探傷效果。

表1
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
海峽科技與產業(2016年3期)2016-05-17 04:32:12
當代化工研究(2016年6期)2016-03-20 16:21:46