智能制造數控加工生產線虛擬仿真實訓項目*
2021-07-02 06:41:58劉世爽馬明明李清江馮文穎
機械制造 2021年4期
□ 蔣 莉 □ 劉世爽 □ 馬明明 □ 李清江 □ 馮文穎
遵義職業技術學院 機電與信息工程系 貴州遵義 563006
1 設計背景
隨著“工業4.0”概念在德國提出,以“智能工廠、智慧制造”為主導的第四次工業革命來臨,全球制造業面臨重大調整。我國于2015年5月發布“中國制造2025”。工業機器人作為“中國制造2025”的第二個重點領域,扮演著重要角色[1-2]。解決工業機器人在實際生產制造中應用可能遇到的相關問題,對促進智能制造領域的發展有很大影響,對工業機器人的理論和應用研究也有非常重要的意義[3-4]。
筆者以生產保險柜鎖芯工件的傳統數控加工工序為背景,設計出基于ROBOGUIDE軟件的智能制造數控加工生產線虛擬仿真實訓項目,使學生通過動手實踐,將理論知識轉化為解決智能制造數控加工生產線實際問題的能力[5-10]。
2 實訓項目描述
以加工生產保險柜鎖芯工件為例,仿照真實的工作現場在軟件中建立一個虛擬工作站。在虛擬工作站中使用四臺帶夾爪的工業機器人,從倍速鏈上的托盤中抓取工件,實現工業機器人在數控平車、數控斜車、加工中心上下料環節取代人工完成工件自動裝卸的功能,最后將工件放置到物料庫中。保險柜鎖芯工件如圖1所示,智能制造數控加工生產線工作站如圖2所示。
3 主要實訓設備
主要實訓設備包括:① 安裝有ROBOGUIDE軟件的計算機一臺;② 搬運工業機器人四臺;③ 帶兩個夾爪,實現毛坯和加工完成后工件抓取的工具;④ 倍速鏈,用作輸送裝置;⑤ 數控平車一臺,數控斜車一臺,加工中心一臺;⑥ 安全柵欄、電機柜、物料庫等外圍設備。
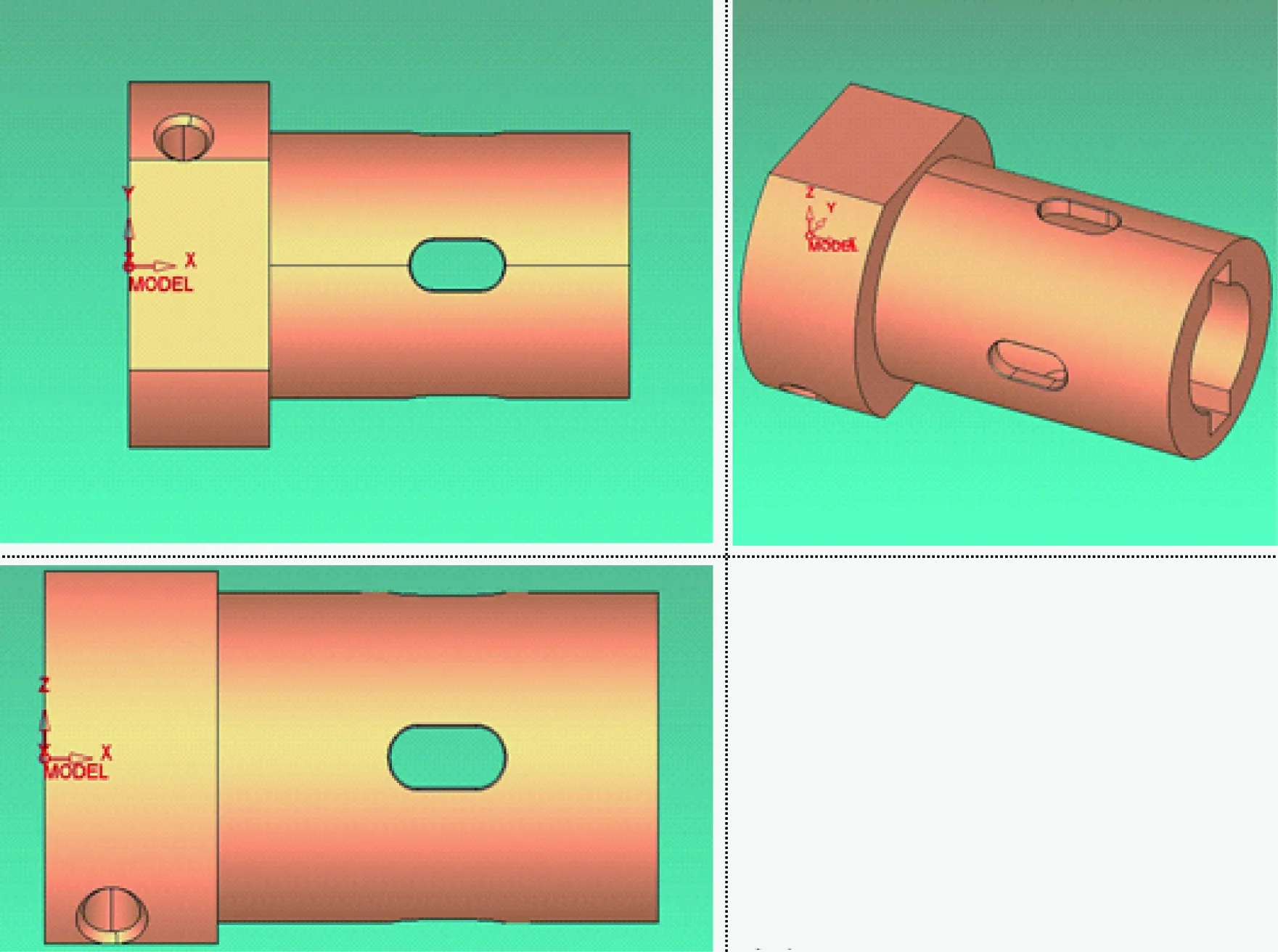
▲圖1 保險柜鎖芯工件
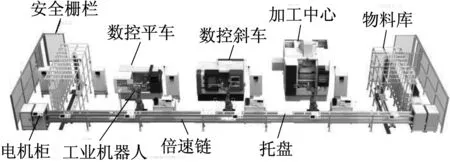
▲圖2 智能制造數控加工生產線工作站
4 實訓項目工作流程
智能制造數控加工生產線工作流程如圖3所示。
5 虛擬仿真實訓項目設計
5.1 實訓項目目標
智能制造數控加工生產線虛擬仿真實訓項目的目標如下:
(1) 了解機器人智能制造數控生產線工作站的設計流程;
(2) 掌握機械裝置的創建方法;
(3) 掌握多機器人通信協調和多機編程;
(4) 運用機器人仿真技術,完成一個綜合項目,熟練掌握創建機器人工作站的相關知識點。
5.2 實訓項目實施
步驟(1):工程文件創建與設置。使用Handling PRO模塊創建一個工作站,名稱更改為智能制造數控加工生產線離線編程仿真。工程文件創建與設置界面如圖4所示。

▲圖3 智能制造數控加工生產線工作流程
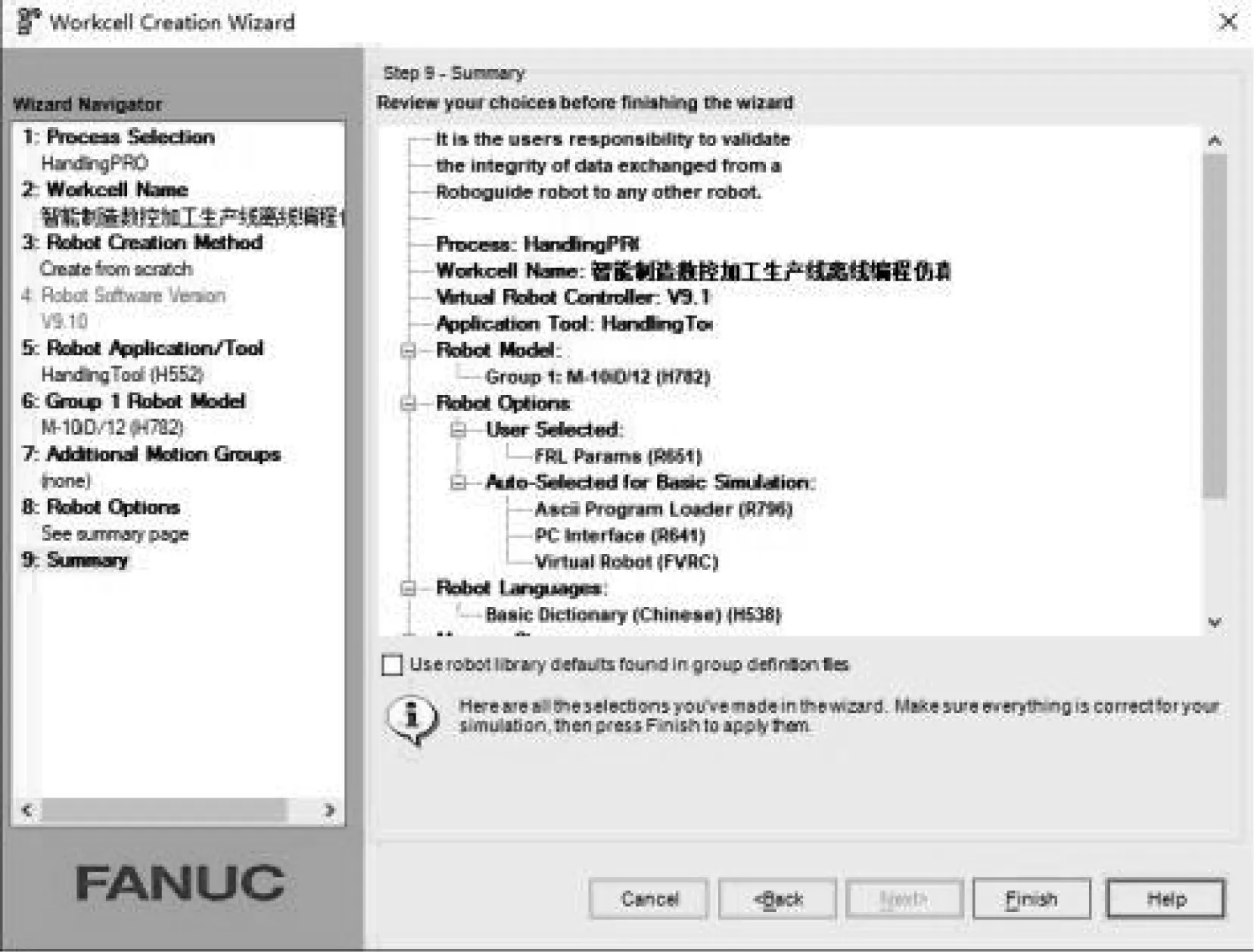
▲圖4 工程文件創建與設置界面
步驟(2):數控機床添加與設置。在Cell Browser窗口中,選擇Machines→Add Machines→CAD File→文件夾→數控平車,單擊打開按鈕,在彈出的屬性設置窗口中將名稱更改為數控平車,調整至合適的位置。使用相同的方法分別添加數控斜車和加工中心。數控機床添加與設置結果如圖5所示。
步驟(3):工具添加與工具中心點設置。在Cell Browser窗口中,選中UT:1,右鍵單擊Eoat1 Properties,在彈出的工具屬性設置窗口中選擇General設置選項卡,單擊CAD File右側的第一個按鈕,添加夾爪工具,調整至合適的位置。選擇UTOOL,勾選Edit UTOOL,直接輸入X軸方向-55 mm,Y軸方向145 mm,Z軸方向155 mm,繞X軸旋轉-45°,繞Y軸旋轉0°,繞Z軸旋轉0°,單擊Use Current Triad Location,并單擊應用按鈕。工具添加與工具中心點設置結果如圖6所示。
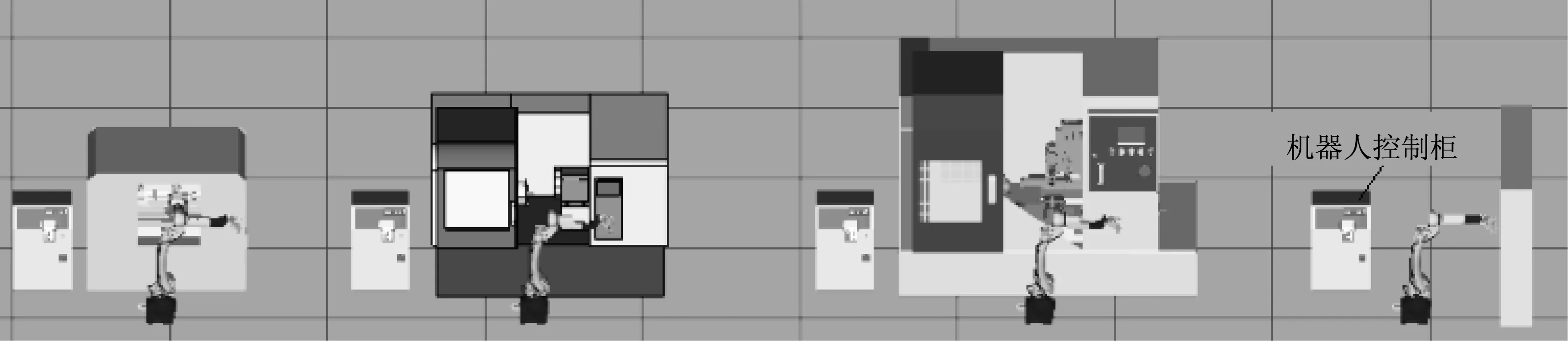
步驟(4):機器人添加與設置。在Cell Browser窗口中,選擇C:1-Robot Controller1→Add Robot→Add Robot Clone。添加完成后,調整至合適位置,單擊應用按鈕。使用相同的方法依次添加Robot Controller2、Robot Controller3、Robot Controller4。機器人添加與設置結果如圖7所示。若需要添加其它型號的機器人,則選擇Single Robot-Serialize Wizard。
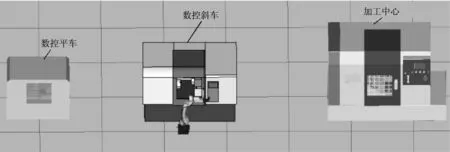
▲圖5 數控機床添加與設置結果
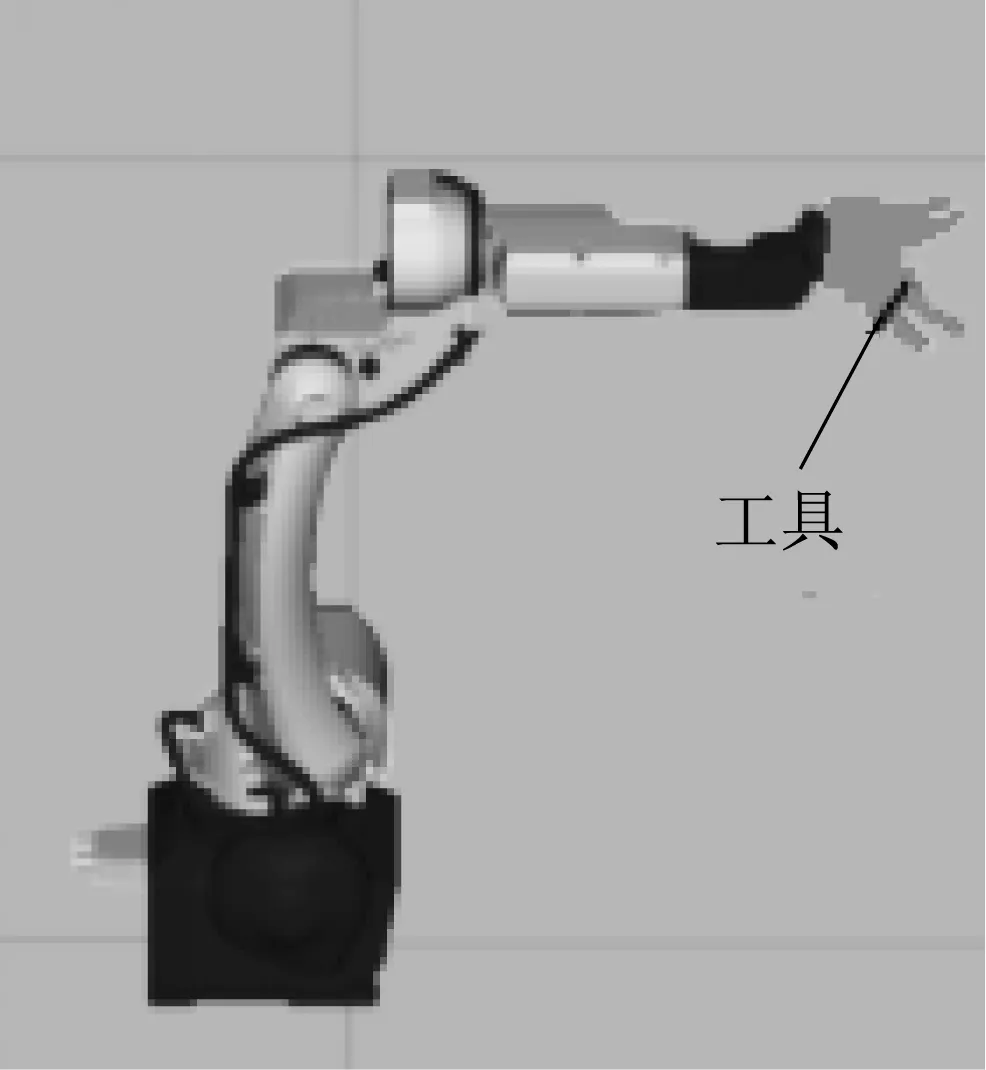
▲圖6 工具添加與工具中心點設置結果
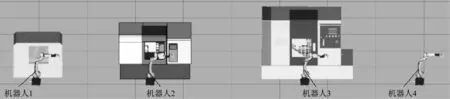
步驟(5):機器人控制柜添加與設置。在Cell Browser窗口中,選擇Fixtures→Add Fixture→CAD Library→Obstacles→Controllers→RJ-3ib-cabnet,單擊OK按鈕,調整至合適位置,單擊應用按鈕,完成機器人控制柜1的添加。使用相同的方法添加其它幾臺機器人控制柜。機器人控制柜添加與設置結果如圖8所示。
▲圖7 機器人添加與設置結果
▲圖8 機器人控制柜添加與設置結果
步驟(6):物料庫、倍速鏈、托盤創建與設置。物料庫用于擺放已加工的鎖芯。在Cell Browser窗口中,選擇Fixtures→Add Fixture→CAD Library→Fixtures→Shelf→Shelf09,單擊OK按鈕,調整至合適位置,單擊應用按鈕,完成物料庫的添加。在Cell Browser窗口中,選擇Machines→Add Machines→CAD Library→Conveyer→Conveyer-1900,單擊OK按鈕,調整至合適位置,單擊應用按鈕,完成倍速鏈的添加。在Cell Browser窗口中,選擇Machines→倍速鏈→Add Link→CAD File→文件夾→數控模塊→托盤,單擊打開按鈕。在托盤屬性設置窗口中選擇Link CAD,設置大小參數,并調整至倍速鏈起始端,單擊應用按鈕。在托盤屬性設置窗口中選擇General設置選項卡,將名稱更改為托盤,勾選Edit Axis Origin,將Z軸正方向指向倍速鏈末端,表示托盤運動方向,取消勾選Couple Link CAD,避免調整虛擬電機位置時托盤隨之產生移動。設置完成后,單擊應用按鈕。物料庫、倍速鏈、托盤的創建與設置結果如圖9所示。
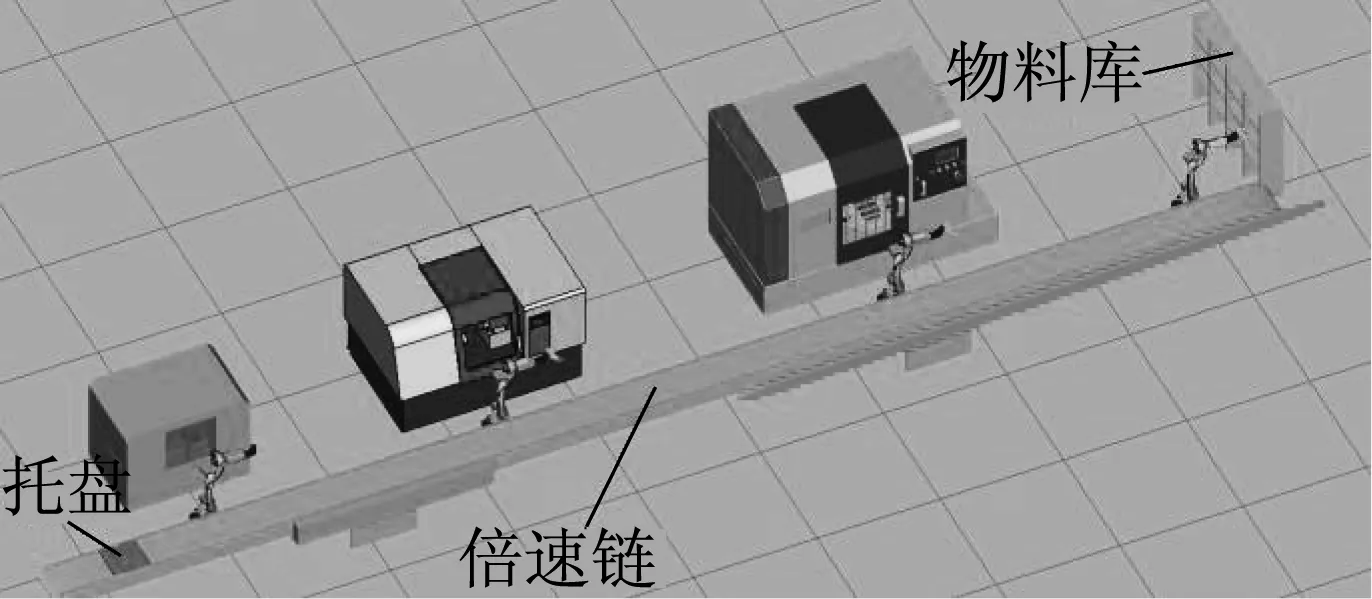
▲圖9 物料庫、倍速鏈、托盤創建與設置結果
步驟(7):輸入、輸出信號設置。在Cell Browser窗口中,選擇Machines→倍速鏈→托盤,雙擊托盤,打開托盤屬性設置窗口,在彈出的托盤屬性設置窗口中選擇Motion設置選項卡,設置相關參數后單擊應用按鈕。使用相同的方法設置各模塊所需添加的輸入、輸出動態信號。輸入、輸出動態信號設置界面如圖10所示。
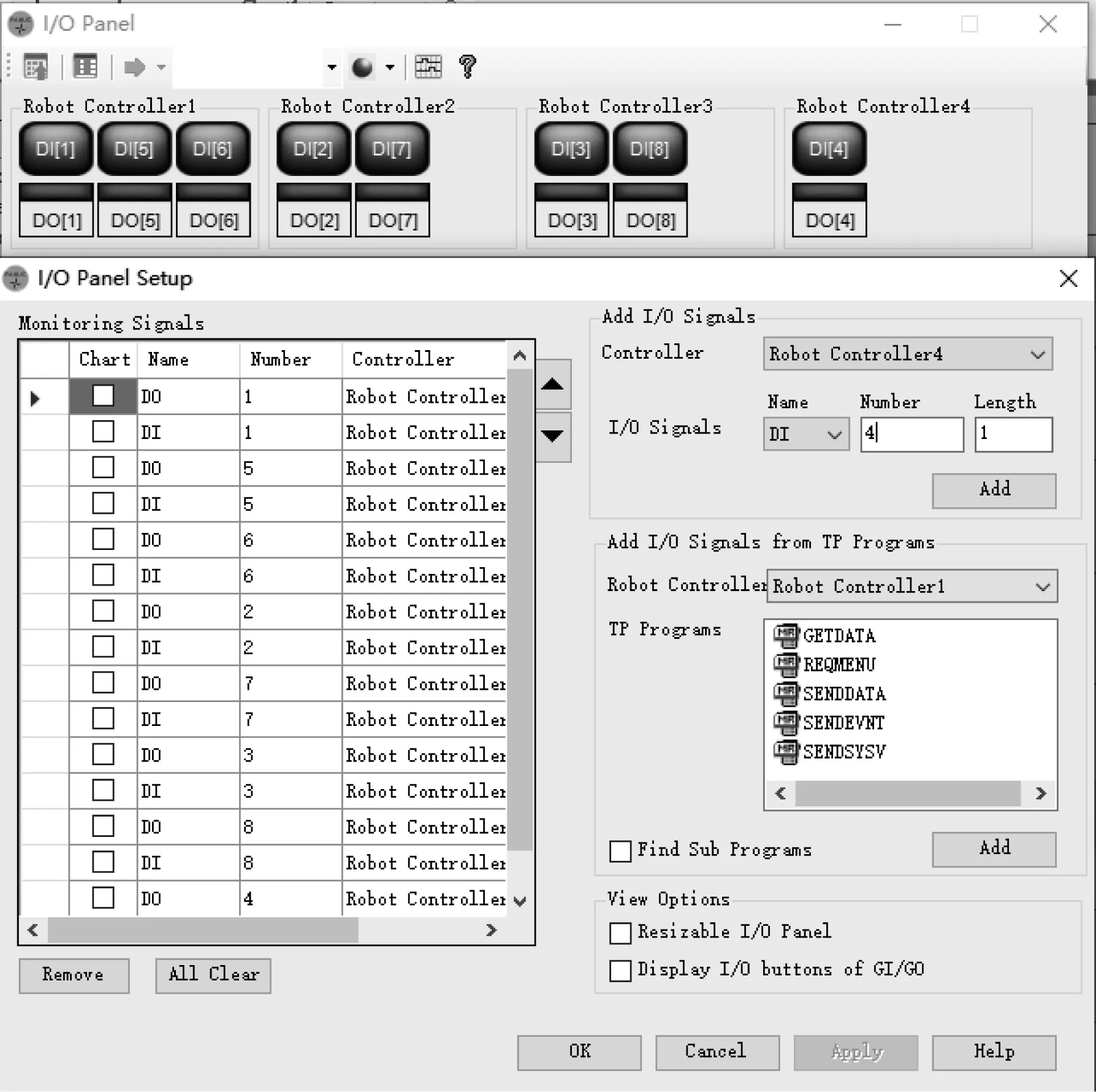
▲圖10 輸入、輸出動態信號設置界面
步驟(8):工件創建與設置。在Cell Browser窗口中,選擇Part→Add Part→Cylinder,創建一個圓柱體工件。在彈出的工件屬性設置窗口中,輸入工件的大小參數,直徑為50 mm,長度為100 mm,單擊應用按鈕。在Cell Browser窗口中,選擇Machines→倍速鏈→托盤,雙擊托盤,在彈出的托盤屬性設置窗口中選擇工件設置選項卡,將工件關聯至托盤,并調整至合適的位置,單擊應用按鈕。使用相同的方法依次將工件關聯至數控平車、數控斜車、加工中心和物料庫。定義第一臺機器人工具上工件的方向,在Cell Browser窗口中,選擇C:1-Robot Controller1→GP:1-ARC Mate 100iD→Tooling→UT:1(Eoat1),雙擊UT:1(Eoat1),打開屬性設置窗口,選擇工件設置選項卡,在彈出的窗口中勾選工件1,單擊應用按鈕,勾選Edit Part Offset,編輯工具上工件的位置和方向,單擊應用按鈕。使用相同的方法將工件關聯至其它三臺機器人上。工件關聯設置結果如圖11所示。
步驟(9):外圍設備添加與設置。在Cell Browser窗口中,選擇Fixtures→Add Fixture→Single CAD File→文件夾→數控模塊→電機柜→電機柜.IGS文件,單擊OK按鈕,創建一個電機柜,設置大小參數,并調整至合適位置,單擊應用按鈕。電機柜添加與設置結果如圖12所示。
步驟(10):創建仿真程序。依次創建四臺機器人在數控機床上下料環節中取代人工完成工件自動裝卸的仿真程序。
機器人1程序如下:
1:DO[1]=OFF //復位輸出信號[1],托盤回到起始點
2:DO[5]=OFF //復位輸出信號[5],數控平車右門關
3:DO[6]=OFF //復位輸出信號[6],數控平車左門關
4:DO[1]=ON //置位輸出信號[1],托盤到達機器人1位置
5:WAIT DI[1]=ON //等待托盤到位的反饋信號

▲圖11 工件關聯設置結果

▲圖12 電機柜添加與設置結果
…
42:J P[16] 3 000 mm/sec FINE //添加逃離點,回到放置工件的托盤上方
43:J P[17] 100%FINE //機器人1回到機器人零點位置
44:DO[1]=OFF //復位輸出信號[1],托盤回到起始點
機器人2程序如下:
1:DO[7]=OFF //復位輸出信號[7],數控斜車門關
2:DO[2]=ON //置位輸出信號[2],托盤到達機器人2位置
3:WAIT DI[2]=ON //等待托盤到位的反饋信號
4:J P[1] 100% FINE //設置機器人零點位置
5:J P[2] 100% FINE //到達托盤抓取點上方
…
34:L P[16] 200 mm/sec FINE //添加逃離點,回到放置工件的托盤上方
35:J P[17] 100% FINE //機器人2回到機器人零點位置
36:DO[2]=0FF //復位輸出信號[2],托盤回到起始點
機器人3程序如下:
1:DO[8]=OFF //復位輸出信號[8],加工中心門關
2:DO[3]=ON //置位輸出信號[3],托盤到達機器人3位置
3:WAIT DI[3]=ON //等待托盤到位的反饋信號
4:J P[1] 100% FINE //設置機器人零點位置
5:J P[2] 100% FINE //到達托盤抓取點上方
…
34:L P[16] 2 000 mm/sec FINE //添加逃離點,回到放置工件的托盤上方
35:J P[17] 100% FINE //機器人3回到機器人零點位置
36:DO[3]=OFF //復位輸出信號[3],托盤回到起始點
機器人4程序如下:
1:DO[4]=ON //置位輸出信號[4],托盤到達機器人4位置
2:WAIT DI[4]=ON //等待托盤到位的反饋信號
3:J P[1] 100% FINE //設置機器人零點位置
4:J P[2] 100% FINE //到達托盤抓取點上方
5:L P[3] 2 000 mm/sec FINE //到達托盤抓取點
…
15:J P[9] 100% FINE //過渡點到達物料庫附近
16:J P[10]100% FINE //機器人4回到機器人零點位置
17:DO[4]=OFF //復位輸出信號[4],托盤回到起始點
5.3 實訓項目評分標準
智能制造數控加工生產線虛擬仿真實訓項目評分標準見表1。
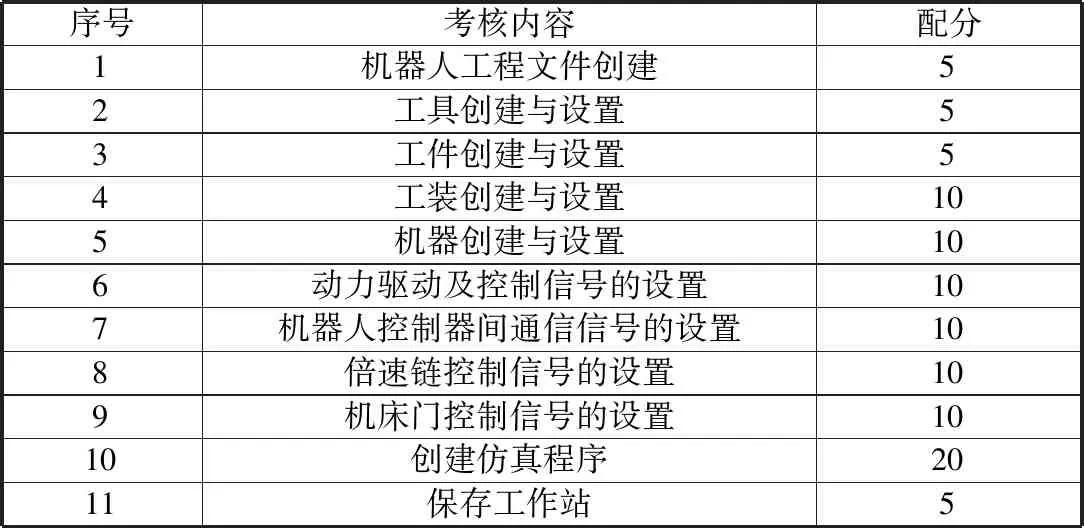
表1 智能制造數控加工生產線虛擬仿真實訓項目評分標準
5.4 實訓項目總結
在仿真運行的過程中,托盤控制輸出信號每次運行之后需復位,才能進行下一個托盤輸出信號的運行,否則會影響其它輸出、輸入信號,從而無法實現對應的控制功能。
6 結束語
通過智能制造數控加工生產線虛擬仿真實訓項目,使學生掌握仿真工作站中工具、工件、工裝、機器、障礙物等各個模塊的創建與設置,機器人智能制造數控加工生產線工作站的設計流程,機械裝置的創建方法,多機器人通信協調和多機編程等技能,實現機器人在數控機床上下料環節中取代人工完成工件自動裝卸的功能,以及工作站的布局和仿真工作,有利于保障學生實訓安全,提高學生解決智能制造數控加工生產線實際生產中問題的能力。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
少先隊活動(2021年4期)2021-07-23 01:46:22
裝備制造技術(2020年12期)2020-05-22 09:25:38
電子制作(2017年8期)2017-06-05 09:36:15
信息記錄材料(2016年4期)2016-03-11 15:22:54
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
商業評論(2014年9期)2015-02-28 04:32:41
江蘇高職教育(2014年4期)2014-02-28 11:40:57
