焊接生產(chǎn)制造領(lǐng)域中的國(guó)際焊接標(biāo)準(zhǔn)體系及應(yīng)用
2021-07-07 01:30:38錢強(qiáng)邵輝杜娜
焊接 2021年4期
錢強(qiáng), 邵輝, 杜娜
(1. 機(jī)械工業(yè)哈爾濱焊接技術(shù)培訓(xùn)中心,哈爾濱 150046;2. 兗礦東華重工有限公司, 山東 濟(jì)寧 273500)
0 前言
國(guó)際標(biāo)準(zhǔn)化組織(ISO)的標(biāo)準(zhǔn)化原理委員會(huì)(STACO)一直致力于標(biāo)準(zhǔn)化概念的研究,先后以“指南”的形式給“標(biāo)準(zhǔn)”的定義作出統(tǒng)一規(guī)定:標(biāo)準(zhǔn)是由一個(gè)公認(rèn)的機(jī)構(gòu)制定和批準(zhǔn)的文件,它對(duì)活動(dòng)或活動(dòng)的結(jié)果規(guī)定了規(guī)則、導(dǎo)則或特殊值,供共同和反復(fù)使用,以實(shí)現(xiàn)在預(yù)定領(lǐng)域內(nèi)最佳秩序的效果。技術(shù)標(biāo)準(zhǔn)是對(duì)標(biāo)準(zhǔn)化領(lǐng)域中需要協(xié)調(diào)統(tǒng)一的技術(shù)事項(xiàng)所制訂的標(biāo)準(zhǔn),一般分為基礎(chǔ)標(biāo)準(zhǔn)、產(chǎn)品標(biāo)準(zhǔn)、方法標(biāo)準(zhǔn)和安全、衛(wèi)生、環(huán)境保護(hù)標(biāo)準(zhǔn)等;又可分為零部件標(biāo)準(zhǔn)、原材料與毛坯標(biāo)準(zhǔn)、工裝標(biāo)準(zhǔn)、設(shè)備維修保養(yǎng)標(biāo)準(zhǔn)及檢查標(biāo)準(zhǔn)等;按標(biāo)準(zhǔn)的強(qiáng)制程度,可分為強(qiáng)制性與推薦性標(biāo)準(zhǔn)。
國(guó)際上對(duì)焊接、連接技術(shù)及其標(biāo)準(zhǔn)化的認(rèn)知更為客觀、準(zhǔn)確,隨著經(jīng)濟(jì)全球化的進(jìn)程,焊接標(biāo)準(zhǔn)的統(tǒng)一趨勢(shì)成為主流。國(guó)際焊接標(biāo)準(zhǔn)由ISO組織TC44的各分技術(shù)委員會(huì)負(fù)責(zé)。ISO標(biāo)準(zhǔn)體系近年來(lái)雖然處于相對(duì)穩(wěn)定的發(fā)展階段,但現(xiàn)代工業(yè)對(duì)焊接技術(shù)的需求在質(zhì)量、效率、成本和環(huán)保等方面都提出了更高的要求,隨著標(biāo)準(zhǔn)局部的調(diào)整及個(gè)體標(biāo)準(zhǔn)的更新持續(xù)不斷,焊接標(biāo)準(zhǔn)化領(lǐng)域正在不斷拓展、延伸,標(biāo)準(zhǔn)對(duì)新型焊接技術(shù)開(kāi)發(fā)、引領(lǐng)和推廣作用明顯。
1 國(guó)際焊接標(biāo)準(zhǔn)簡(jiǎn)介
焊接標(biāo)準(zhǔn)是對(duì)標(biāo)準(zhǔn)化領(lǐng)域中需要協(xié)調(diào)統(tǒng)一的焊接技術(shù)事項(xiàng)所制訂的標(biāo)準(zhǔn),是具有普遍性和重復(fù)出現(xiàn)的技術(shù)問(wèn)題的最佳解決方案。先有技術(shù),后有標(biāo)準(zhǔn), 焊接標(biāo)準(zhǔn)的制定大大促進(jìn)焊接技術(shù)工程應(yīng)用。
目前,國(guó)際焊接標(biāo)準(zhǔn)大致可以分為4大類,如圖1[1]所示,包括焊接基礎(chǔ)標(biāo)準(zhǔn),如ISO 17659(焊接術(shù)語(yǔ)及定義)標(biāo)準(zhǔn),對(duì)焊接中常用的術(shù)語(yǔ)進(jìn)行定義;焊接管理標(biāo)準(zhǔn),如焊接工藝規(guī)程ISO 15609(焊接工藝規(guī)程的編制)標(biāo)準(zhǔn),針對(duì)于不同的焊接工藝方法的特點(diǎn),給出指定的特征參數(shù)以規(guī)范焊接工藝;焊接器材標(biāo)準(zhǔn),如焊接材料、切割機(jī)具、工裝輔具等;焊接方法標(biāo)準(zhǔn),包含無(wú)損檢測(cè)及破壞性試驗(yàn)檢測(cè)等,如ISO 17637(焊縫的無(wú)損檢測(cè)—目視檢測(cè))標(biāo)準(zhǔn),它以肉眼觀察為主,必要時(shí)利用放大鏡、量具及樣板等對(duì)目視尺寸和焊縫表面質(zhì)量進(jìn)行全面檢查,例如:余高過(guò)大、表面凹陷、咬邊、接頭缺陷、飛濺、氣孔等。以上4大類標(biāo)準(zhǔn)中,有些是在生產(chǎn)制造中常常涉及使用的標(biāo)準(zhǔn),有一些生產(chǎn)制造領(lǐng)域的工程師很少使用,如擴(kuò)散氫含量測(cè)定等,而且就生產(chǎn)制造領(lǐng)域常用的國(guó)際焊接標(biāo)準(zhǔn)而言,經(jīng)過(guò)不斷的發(fā)展已基本形成自身的比較完善的體系。

圖1 國(guó)際焊接標(biāo)準(zhǔn)分類
2 國(guó)際焊接標(biāo)準(zhǔn)體系的構(gòu)成
焊接生產(chǎn)制造領(lǐng)域中常用的國(guó)際標(biāo)準(zhǔn)有很多,為便于歸類、學(xué)習(xí)和使用,在國(guó)際焊接工程師的教學(xué)中常常將其歸為4大類,包括母材方面標(biāo)準(zhǔn)、焊接材料方面標(biāo)準(zhǔn)、結(jié)構(gòu)設(shè)計(jì)方面標(biāo)準(zhǔn)、焊接生產(chǎn)質(zhì)量保證相關(guān)方面的標(biāo)準(zhǔn)[2]。然而,在以熔化焊為主要工藝手段的焊接生產(chǎn)制造領(lǐng)域的實(shí)際應(yīng)用中,卻構(gòu)成了以ISO 3834(金屬材料熔化焊焊接方法的質(zhì)量要求)標(biāo)準(zhǔn)為核心的生產(chǎn)應(yīng)用中常用的焊接標(biāo)準(zhǔn)體系,就ISO 3834質(zhì)量保證體系標(biāo)準(zhǔn)中所提出的22個(gè)質(zhì)量控制要素中所涉及的標(biāo)準(zhǔn),經(jīng)梳理歸納,可以認(rèn)為 ISO 3834標(biāo)準(zhǔn)為核心的與質(zhì)量控制要素相關(guān)的標(biāo)準(zhǔn)構(gòu)成分為9個(gè)方面,具體如圖2所示。其包括母材及焊材方面,接頭無(wú)損檢測(cè),焊前、焊中及焊后方面等都會(huì)涉及相對(duì)應(yīng)的標(biāo)準(zhǔn),便于焊接技術(shù)人員掌握和應(yīng)用,需要說(shuō)明的是,目前母材及個(gè)別其他標(biāo)準(zhǔn)是以歐洲標(biāo)準(zhǔn)為基礎(chǔ),目前還未上升為國(guó)際標(biāo)準(zhǔn),絕大多數(shù)均已為國(guó)際ISO標(biāo)準(zhǔn)。
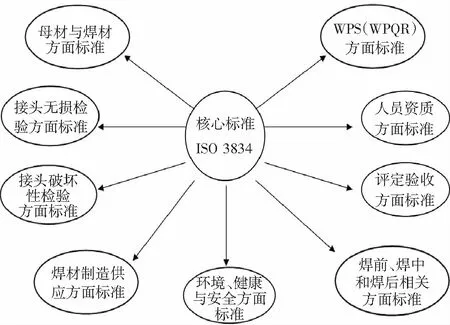
圖2 以ISO 3834標(biāo)準(zhǔn)為核心的質(zhì)量控制要素的標(biāo)準(zhǔn)
3 國(guó)際焊接標(biāo)準(zhǔn)體系構(gòu)成的相關(guān)標(biāo)準(zhǔn)
以ISO 3834作為核心的焊接生產(chǎn)國(guó)際焊接標(biāo)準(zhǔn)體系由9部分構(gòu)成,圖2較好的反應(yīng)了生產(chǎn)制造領(lǐng)域焊接標(biāo)準(zhǔn)體系的實(shí)際應(yīng)用關(guān)系。
3.1 母材方面標(biāo)準(zhǔn)
母材標(biāo)準(zhǔn)通常采用歐洲(EN)系列標(biāo)準(zhǔn),主要是因?yàn)閲?guó)際(ISO)標(biāo)準(zhǔn)體系中尚未建立完整的母材標(biāo)準(zhǔn)體系,且各國(guó)的母材標(biāo)準(zhǔn)又不相同,就焊接標(biāo)準(zhǔn)體系而言,ISO標(biāo)準(zhǔn)與EN標(biāo)準(zhǔn)構(gòu)架基本相同,母材采用EN標(biāo)準(zhǔn)可以與ISO焊接焊接材料標(biāo)準(zhǔn)、質(zhì)量保證體系等相關(guān)標(biāo)準(zhǔn)有很好的對(duì)應(yīng)關(guān)系。母材及焊材的對(duì)應(yīng)見(jiàn)表1,例如基礎(chǔ)類標(biāo)準(zhǔn)EN 10020(鋼的概念和分類)標(biāo)準(zhǔn)中,對(duì)“鋼”進(jìn)行定義并且對(duì)鋼種做出分類,如按照化學(xué)成分定義了非合金鋼、不銹鋼及合金鋼,按照非合金鋼、不銹鋼和合金鋼的主要性能和使用特性定義了鋼的主要質(zhì)量等級(jí);又如工程應(yīng)用的標(biāo)準(zhǔn)EN 10025-2(非合金結(jié)構(gòu)鋼的技術(shù)供貨條件)、EN 10025-3(正火細(xì)晶粒結(jié)構(gòu)鋼的技術(shù)供貨條件)等,說(shuō)明了材料的主要技術(shù)供貨條件、母材的化學(xué)成分、供貨狀態(tài)、力學(xué)性能、碳當(dāng)量等,有利于了解焊接性并根據(jù)強(qiáng)度、化學(xué)成分等選擇合適的焊接材料,并制定合理的焊接工藝。
3.2 焊接材料方面標(biāo)準(zhǔn)
ISO標(biāo)準(zhǔn)中焊接材料標(biāo)準(zhǔn)已基本形成體系,焊接材料中包含有焊條電弧焊用藥皮焊條標(biāo)準(zhǔn),實(shí)心與藥芯焊絲、氬弧焊焊絲焊棒標(biāo)準(zhǔn),氣保焊用保護(hù)氣體種類及埋弧焊用焊劑標(biāo)準(zhǔn)等焊接材料標(biāo)準(zhǔn),見(jiàn)表1。焊接材料標(biāo)準(zhǔn)的選擇主要依據(jù)母材種類的不同以及焊接方法的不同而不同,如焊條電弧焊焊接碳鋼時(shí),依據(jù)ISO 2560(碳鋼及細(xì)晶粒結(jié)構(gòu)鋼焊條電弧焊用藥皮焊條)標(biāo)準(zhǔn)選擇焊條種類,標(biāo)準(zhǔn)中會(huì)給出不同的藥皮焊條的強(qiáng)度、主要化學(xué)成分、藥皮類型、焊接位置、電流種類及極性及擴(kuò)散氫的含量等,以保證正確的選擇填充材料的種類;當(dāng)用MAG(熔化極活性氣體保護(hù)焊)焊接碳鋼時(shí),由于焊接方法的變化,填充材料通常選擇ISO 14341(碳鋼及細(xì)晶粒結(jié)構(gòu)鋼氣體保護(hù)焊用實(shí)芯焊絲)及按照ISO 14175(焊接用保護(hù)氣體)選擇保護(hù)氣體種類。
3.3 焊接工藝規(guī)程(WPS)及焊接工藝評(píng)定(WPQR)
WPS及WPQR目前大多采用ISO標(biāo)準(zhǔn),應(yīng)用對(duì)照表見(jiàn)表2,WPQR的主要目的是用于評(píng)定焊接工藝是否正確,而WPS主要是用于指導(dǎo)焊接生產(chǎn)且WPS的制作應(yīng)根據(jù)有效的WPQR并按照相應(yīng)的標(biāo)準(zhǔn)要求制作其內(nèi)容,如WPS的編制內(nèi)容依據(jù)ISO 15609(焊接工藝規(guī)程的編制)規(guī)定,且ISO 15609又依據(jù)不同的焊接方法分為不同的部分,如ISO 15609-1,ISO 15609-2等,是因?yàn)椴煌暮附臃椒ǖ脑硎遣灰粯拥模婕暗闹饕獏?shù)也有所不同。WPQR主要是依據(jù)不同的材料、不同的接頭形式及不同的焊接方法而定,如鋼的工藝評(píng)定試驗(yàn)是按照ISO 15614-1(焊接工藝評(píng)定試驗(yàn)-鋼)進(jìn)行,鋁及鋁合金的工藝評(píng)定試驗(yàn)是按照ISO 15614-2(焊接工藝評(píng)定試驗(yàn)-鋁及鋁合金)進(jìn)行,鋼與鋁評(píng)定的標(biāo)準(zhǔn)不一樣,主要體現(xiàn)在材料本身的性質(zhì)不同而對(duì)焊接性及焊接方法的選擇原則不同,所以在母材厚度、焊接位置等覆蓋范圍上考慮也同樣有所不同。
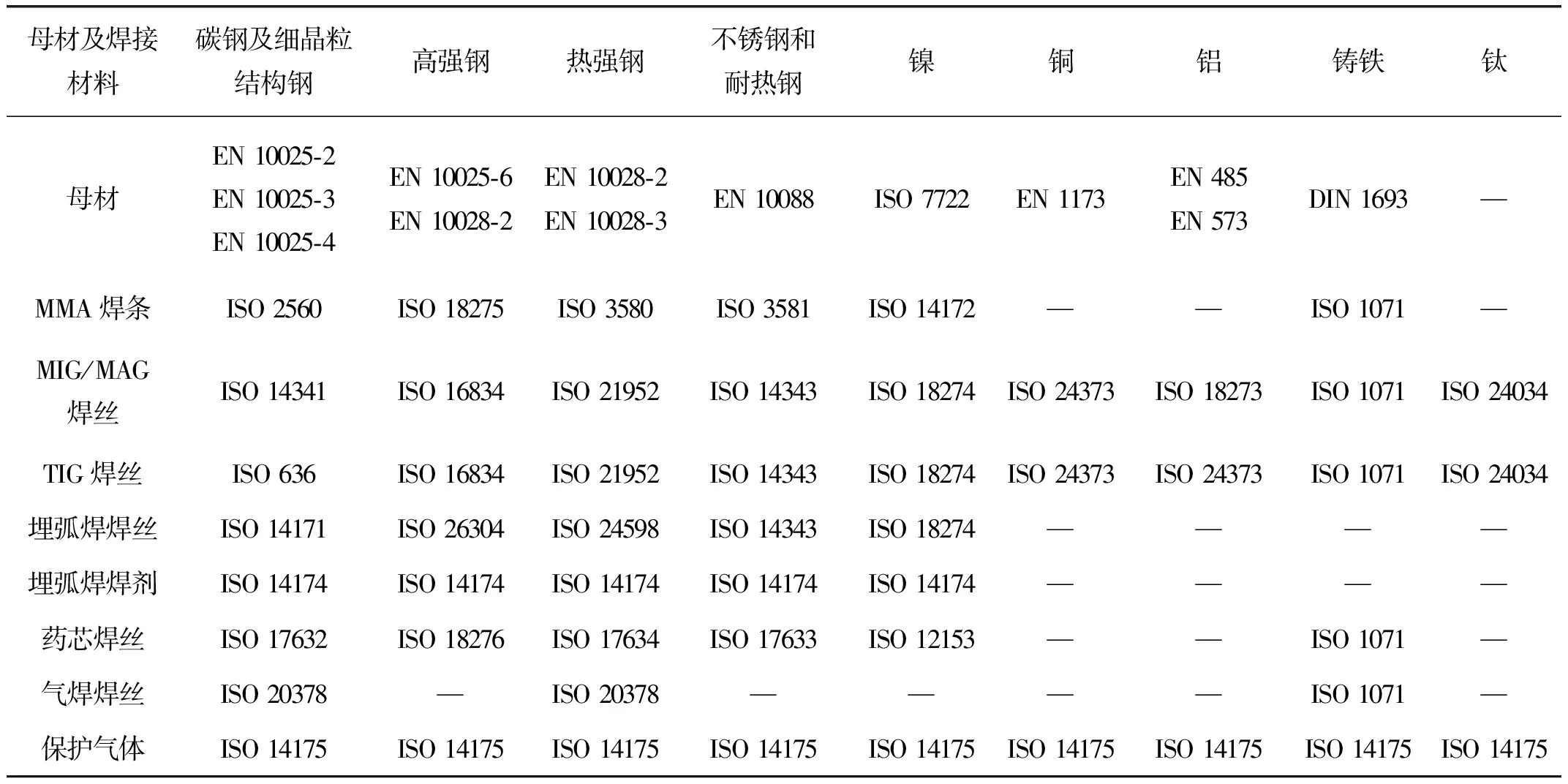
表1 母材及焊接材料對(duì)應(yīng)表
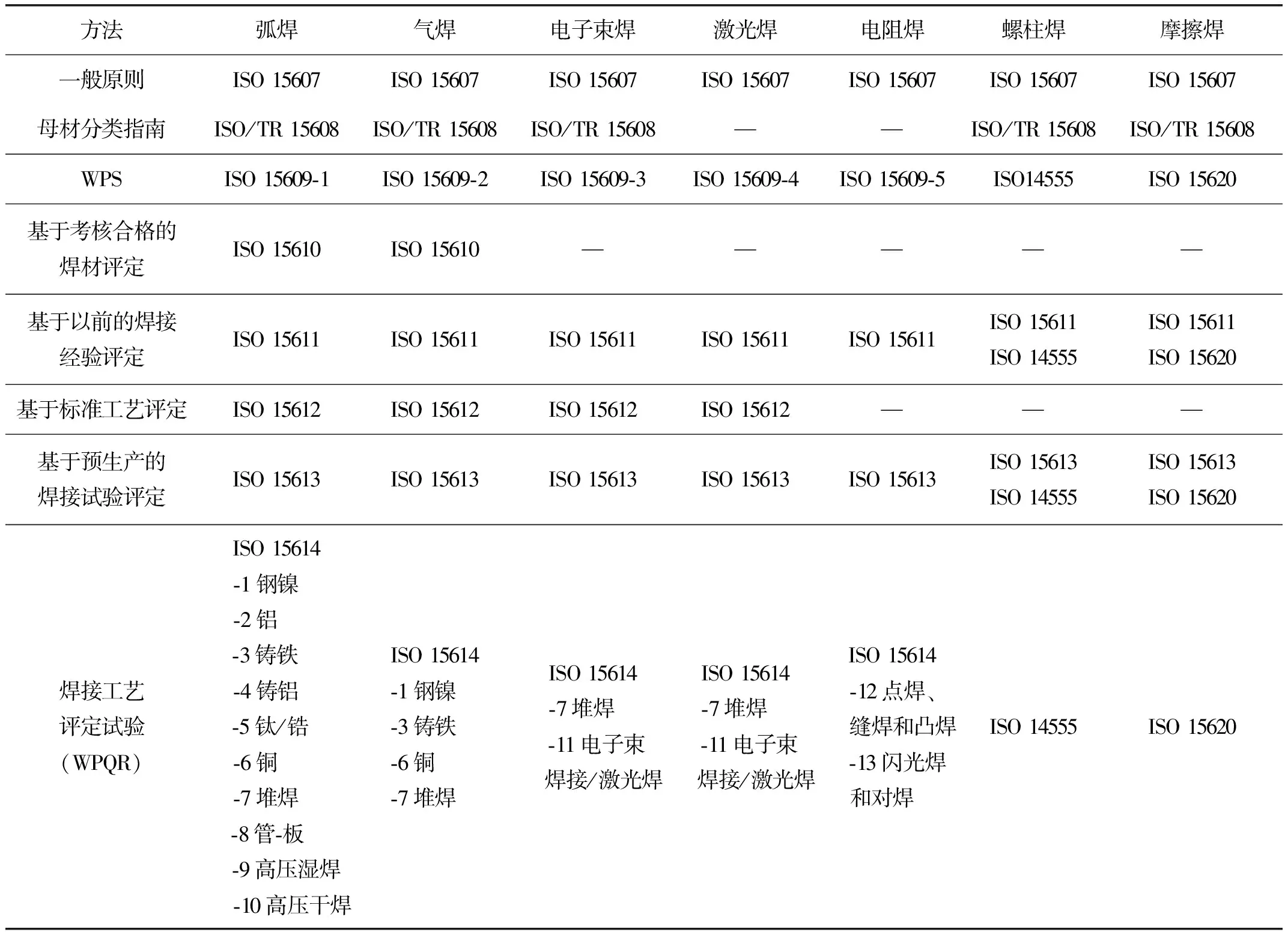
表2 WPS及WPQR應(yīng)用對(duì)照表
3.4 人員資質(zhì)
在焊接標(biāo)準(zhǔn)體系中,對(duì)于人員資質(zhì)的要求是不可或缺的,焊接人員包括國(guó)際焊接工程師、國(guó)際焊接技師、焊工、焊接操作工等,無(wú)損檢測(cè)人員如外觀檢測(cè)人員、磁粉檢測(cè)人員等,各類資質(zhì)人員所對(duì)應(yīng)的標(biāo)準(zhǔn)見(jiàn)表3。如ISO 14731(焊接責(zé)任人員的職責(zé)和任務(wù))標(biāo)準(zhǔn)中規(guī)定了3類人員是屬于焊接責(zé)任人員,如國(guó)際焊接工程師(IWE)、國(guó)際焊接技術(shù)員(IWT)、國(guó)際焊接技師(IWS);而現(xiàn)場(chǎng)手工操作的焊工按照ISO 9606標(biāo)準(zhǔn)的要求取得對(duì)應(yīng)的操作資質(zhì)證書,同時(shí)需要注意ISO 9606標(biāo)準(zhǔn)的不同部分是根據(jù)母材的種類不同而區(qū)分,如ISO 9606-1(熔化焊焊工考試標(biāo)準(zhǔn)-鋼),ISO 9606-2(熔化焊焊工考試標(biāo)準(zhǔn)-鋁及鋁合金)。
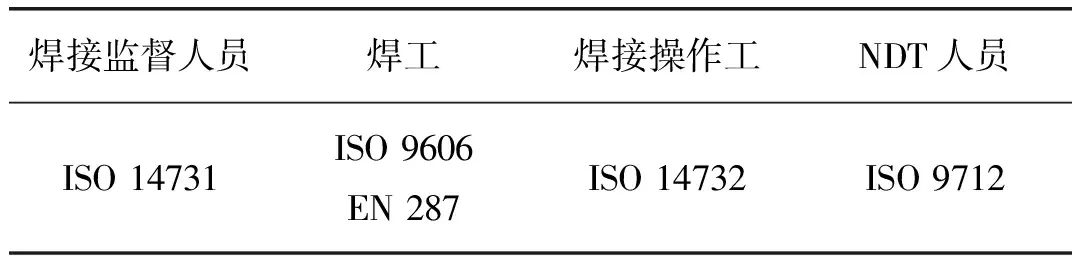
表3 各類資質(zhì)人員對(duì)應(yīng)的標(biāo)準(zhǔn)
3.5 焊接接頭檢驗(yàn)
焊接接頭的檢驗(yàn)方法包括無(wú)損檢測(cè)(NDT)及破壞性檢測(cè)2大類,所涉及的標(biāo)準(zhǔn)大部分都已經(jīng)從EN標(biāo)準(zhǔn)升級(jí)為ISO標(biāo)準(zhǔn),常用的無(wú)損檢測(cè)標(biāo)準(zhǔn)見(jiàn)表4,破壞性檢測(cè)標(biāo)準(zhǔn)見(jiàn)表5。通常情況下,對(duì)于產(chǎn)品的檢測(cè)采用無(wú)損檢測(cè)方法,包括外觀檢測(cè)、磁粉檢測(cè)、滲透檢測(cè)、超聲波檢測(cè)及射線檢測(cè)等。而破壞性檢測(cè)通常用于焊工考試試件的檢測(cè)及焊接工藝評(píng)定試件的檢測(cè)等,如焊工考試試件的檢測(cè)可以采用外觀加斷口檢測(cè)方法來(lái)判斷試件是否合格,端口檢測(cè)所依據(jù)的標(biāo)準(zhǔn)是ISO 9017(焊縫斷口試驗(yàn)),檢測(cè)時(shí)需要依據(jù)ISO 9017標(biāo)準(zhǔn)的規(guī)定截取試件的長(zhǎng)度、開(kāi)槽的位置及尺寸等。
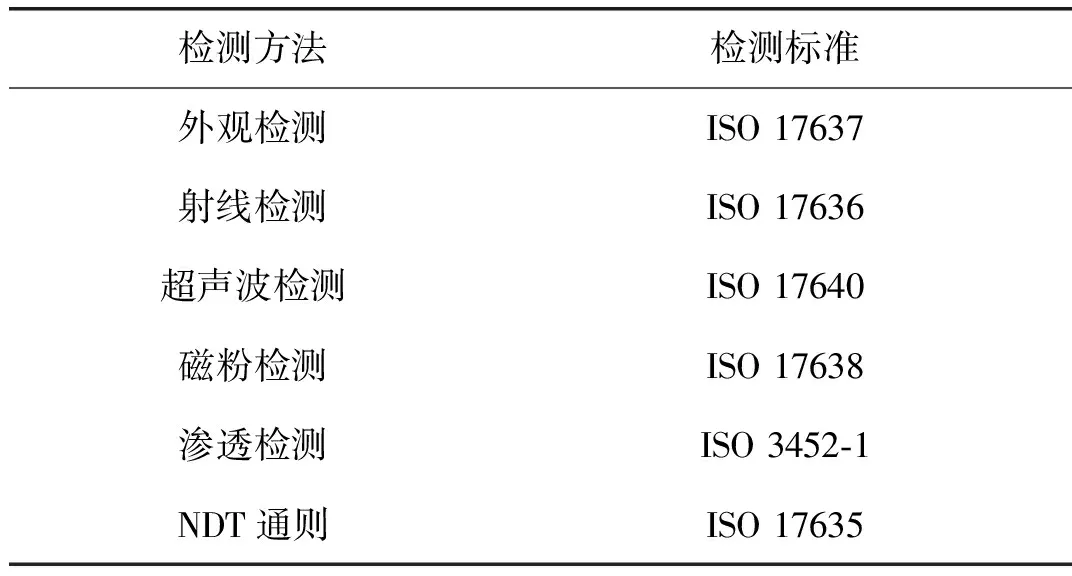
表4 常用的無(wú)損檢測(cè)方法對(duì)應(yīng)的檢測(cè)標(biāo)準(zhǔn)
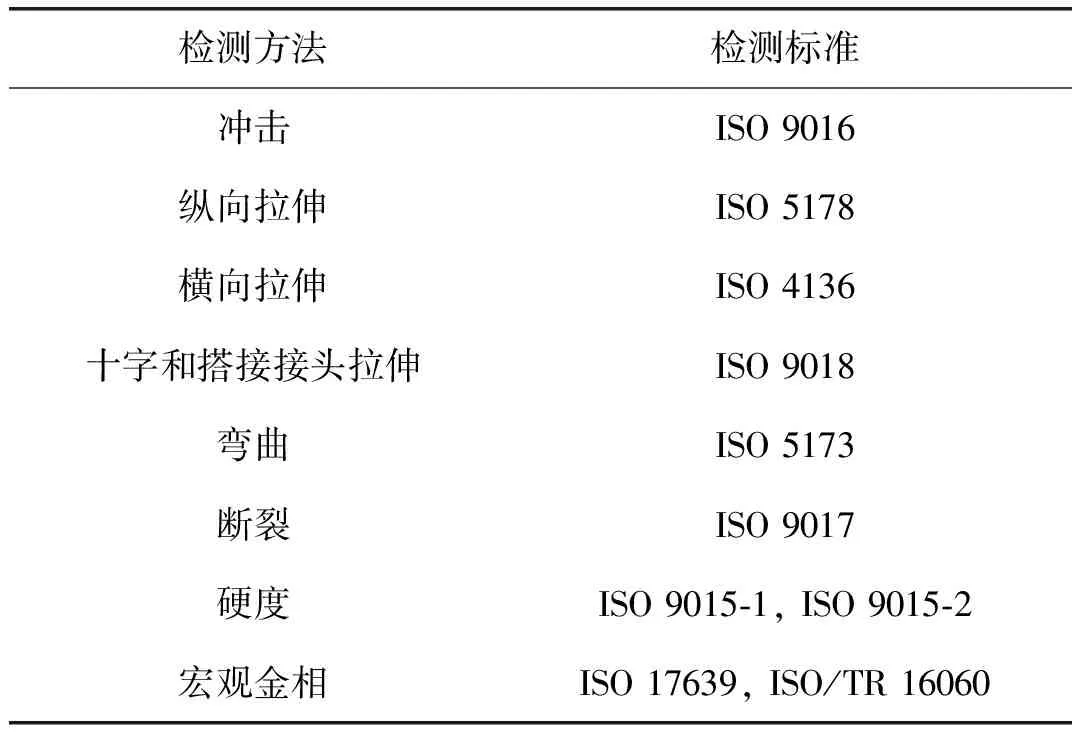
表5 常用的破壞性檢測(cè)方法對(duì)應(yīng)的檢測(cè)標(biāo)準(zhǔn)
3.6 評(píng)定驗(yàn)收
焊接接頭在進(jìn)行檢驗(yàn)后,為了判定缺欠是否超過(guò)合格極限的要求,ISO標(biāo)準(zhǔn)中針對(duì)不同的檢驗(yàn)方法有對(duì)應(yīng)的評(píng)定驗(yàn)收標(biāo)準(zhǔn)見(jiàn)表6,以保證焊接接頭的缺欠尺寸在規(guī)定的極限范圍內(nèi),如外觀檢測(cè)按照ISO 17637標(biāo)準(zhǔn)進(jìn)行,而驗(yàn)收標(biāo)準(zhǔn)為ISO 5817(焊接—鋼、鎳、鈦及其合金的熔化焊接頭(高能束焊接頭除外)—缺欠質(zhì)量分級(jí)),ISO 5817分為3個(gè)驗(yàn)收級(jí)別,分別是B級(jí)、C級(jí)和D級(jí),其中B級(jí)要求最高。
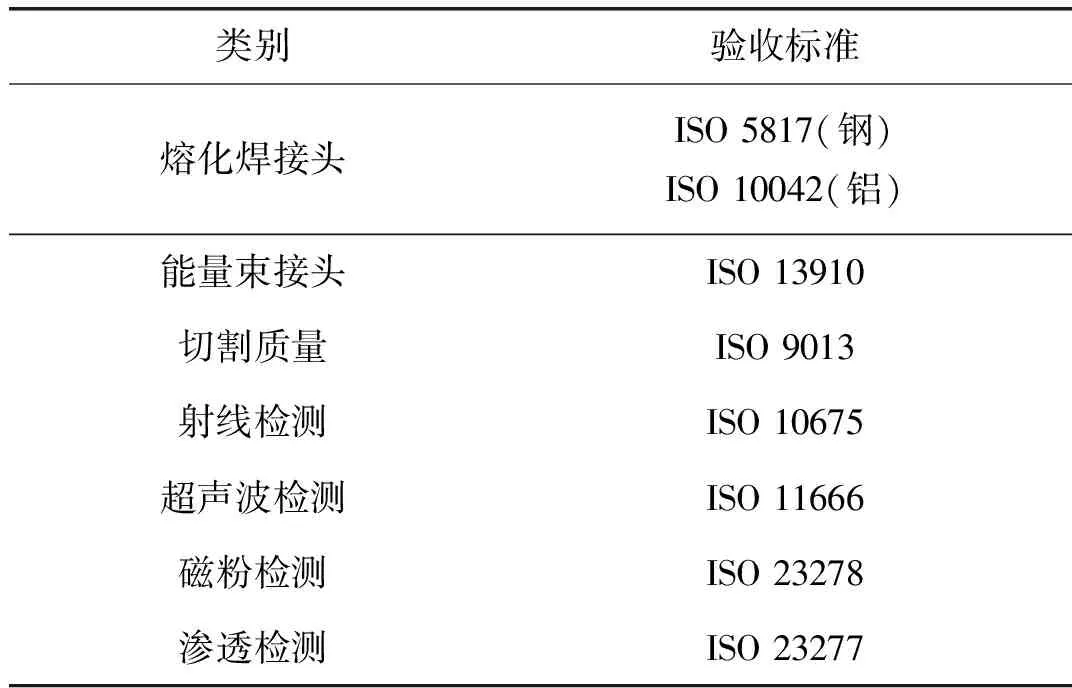
表6 評(píng)定驗(yàn)收標(biāo)準(zhǔn)
3.7 焊前、焊中、焊后相關(guān)標(biāo)準(zhǔn)
焊接過(guò)程中的參數(shù)直接影響焊接接頭的質(zhì)量,如焊前坡口準(zhǔn)備,因?yàn)槠驴诘男问街苯佑绊懞附咏宇^是否能夠全熔透,影響焊接過(guò)程中的應(yīng)力及變形等,通常圖紙中僅給出坡口的形式而不會(huì)直接給出坡口的角度等細(xì)節(jié),所以在焊接之前可以根據(jù)ISO 9692(焊接推薦坡口準(zhǔn)備)標(biāo)準(zhǔn)的推薦選擇合適的坡口角度,而ISO 9692根據(jù)焊接方法的不同及材料種類的不同又分為ISO 9692-1(坡口準(zhǔn)備-鋼的焊條電弧焊、熔化極氣體保護(hù)焊、氣焊、TIG和能量束焊),ISO 9692-2(坡口準(zhǔn)備-鋼的埋弧焊),ISO 9692-3(坡口準(zhǔn)備-鋁及其合金的熔化極氣體保護(hù)焊和TIG焊),這主要考慮到不同的焊接方法的熱輸入及效率有所不同;焊接過(guò)程中溫度的控制同樣重要,如果未預(yù)熱、預(yù)熱溫度和層間溫度測(cè)量不正確則會(huì)直接影響焊接接頭質(zhì)量,如出現(xiàn)裂紋等缺陷,標(biāo)準(zhǔn)ISO 13916(預(yù)熱及層間溫度的測(cè)量)中明確規(guī)定了預(yù)熱溫度及層間溫度測(cè)量的位置,以及預(yù)熱溫度根據(jù)板厚的不同測(cè)量區(qū)間同樣也不一致,焊前、焊中、焊后相關(guān)標(biāo)準(zhǔn)見(jiàn)表7。
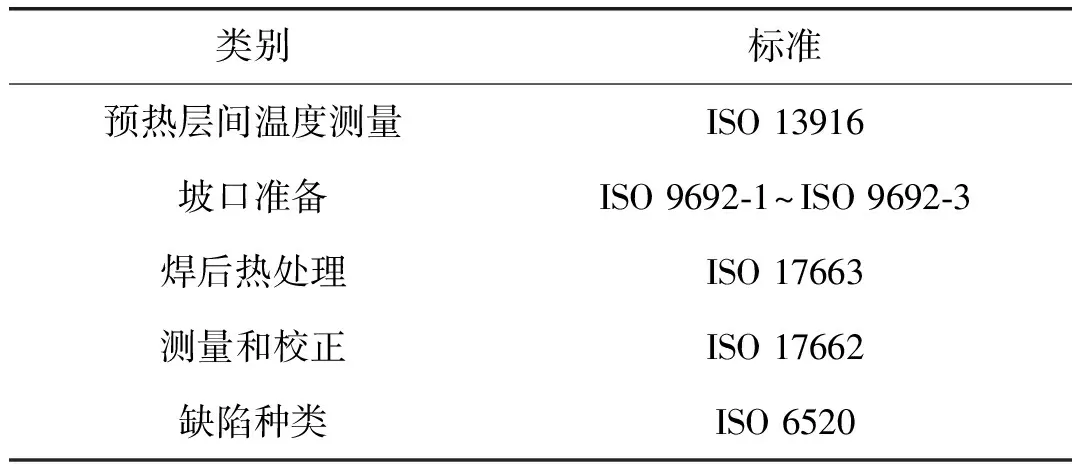
表7 焊前、焊中、焊后相關(guān)標(biāo)準(zhǔn)
3.8 焊材制造供應(yīng)
焊材的制造供應(yīng)標(biāo)準(zhǔn)如焊接材料產(chǎn)品標(biāo)準(zhǔn)EN 13479(焊接消耗品—金屬材料熔焊用填充金屬和焊劑的一般產(chǎn)品標(biāo)準(zhǔn)),它是作為產(chǎn)品一致性評(píng)估的參考文件。當(dāng)涉及技術(shù)供貨條件時(shí),參考標(biāo)準(zhǔn)ISO 544(焊接耗材—填充材料和焊劑的技術(shù)交貨條件,產(chǎn)品類型,尺寸,公差和標(biāo)記),填充材料的質(zhì)量要求參考標(biāo)準(zhǔn)EN 12074(焊接耗材—焊接和相關(guān)工藝用耗材的生產(chǎn)、供應(yīng)和分銷的質(zhì)量要求)等。焊材制造供應(yīng)相關(guān)標(biāo)準(zhǔn)見(jiàn)表8。
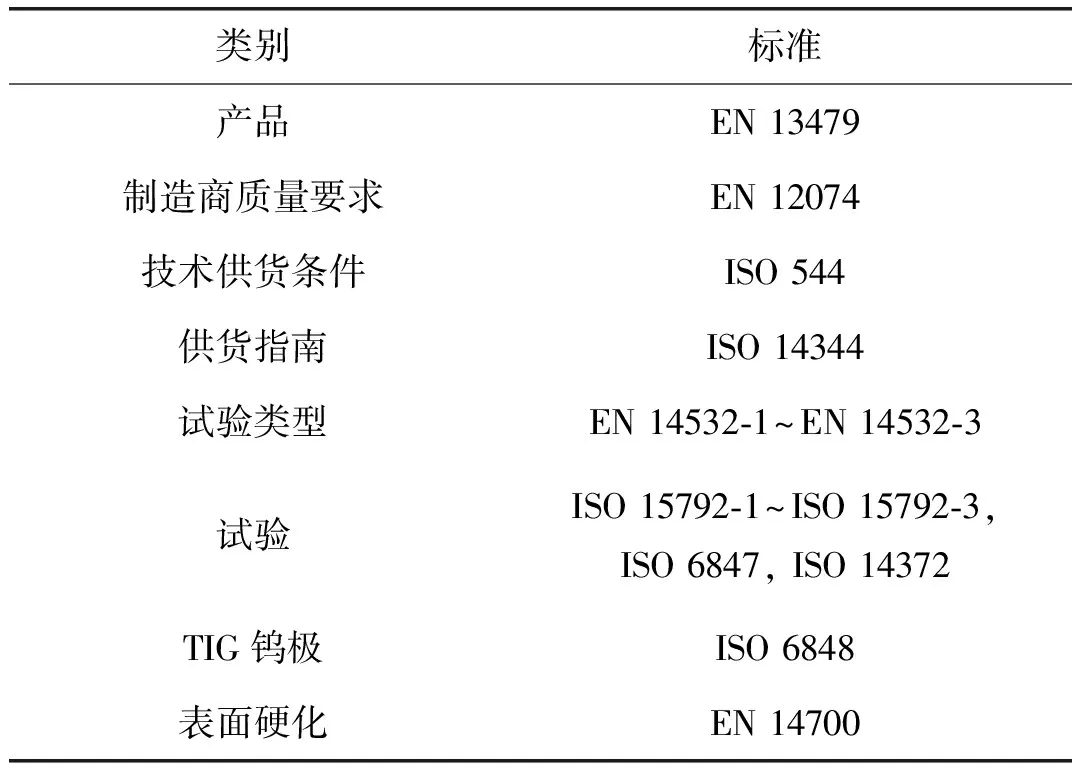
表8 焊材制造供應(yīng)相關(guān)標(biāo)準(zhǔn)
3.9 環(huán)境、健康與安全
在焊接過(guò)程中,焊接人員的健康與安全防護(hù)已經(jīng)得到越來(lái)越多的重視,如焊接過(guò)程中的煙塵過(guò)多可能會(huì)導(dǎo)致焊工出現(xiàn)塵肺病等職業(yè)病,焊接電弧的弧光中涉及紅外線、紫外線及強(qiáng)烈的可見(jiàn)光,這些光線的存在會(huì)導(dǎo)致焊工的視力下降、白內(nèi)障、視網(wǎng)膜脫落及灼傷皮膚等,標(biāo)準(zhǔn)EN 170(個(gè)人眼防護(hù)—紫外線濾光鏡、透射要求和推薦使用)中給出一些防護(hù)推薦,可供推薦選擇。其它環(huán)境、健康與安全相關(guān)標(biāo)準(zhǔn)見(jiàn)表9。
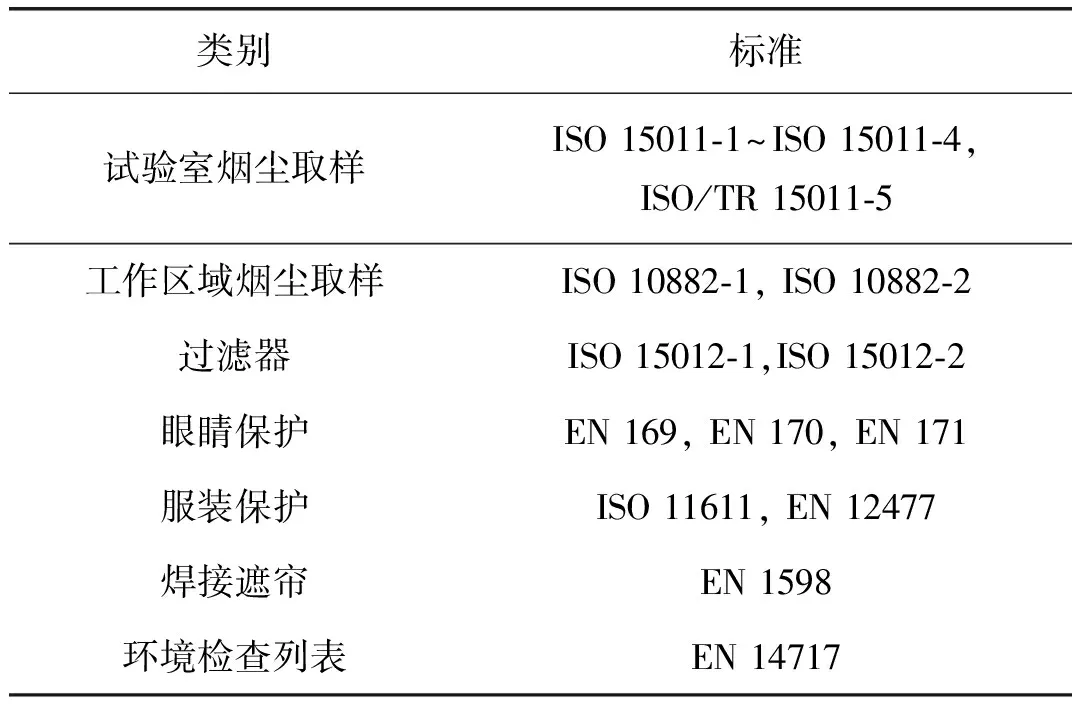
表9 環(huán)境、健康與安全相關(guān)標(biāo)準(zhǔn)
4 國(guó)際焊接標(biāo)準(zhǔn)體系的應(yīng)用實(shí)例
現(xiàn)以某煤礦設(shè)備制造企業(yè)的典型產(chǎn)品“液壓支架頂梁焊接”為例,該產(chǎn)品的生產(chǎn)是以ISO 3834作為生產(chǎn)實(shí)際應(yīng)用的核心技術(shù)標(biāo)準(zhǔn),并從與質(zhì)量控制的諸多因素如母材及焊材、工藝評(píng)定及焊接工藝規(guī)程、人員資質(zhì)要求、焊接過(guò)程控制、焊接接頭的檢驗(yàn)與評(píng)定等各個(gè)方面進(jìn)行綜合的考慮評(píng)估,以保證焊接產(chǎn)品的質(zhì)量。
4.1 液壓支架頂梁焊接產(chǎn)品的基本結(jié)構(gòu)簡(jiǎn)介
液壓支架由液壓缸(立柱、千斤頂)、承載結(jié)構(gòu)件(頂梁、掩護(hù)梁和底座等)、推移裝置、控制系統(tǒng)和其它輔助裝置組成。頂梁是直接與頂板接觸,傳遞支撐力并起護(hù)頂作用的承載構(gòu)件。液壓支架3大件中(頂梁、掩護(hù)梁和底座等),頂梁一次拼裝多為較規(guī)則的箱型結(jié)構(gòu),縱向筋板折彎少,只有鉸接位置有加強(qiáng)貼板,箱體結(jié)構(gòu)深度較為均勻,蓋板拼裝后,邊檔多是彎蓋板,中檔是較為平直的大蓋板,頂梁頂板一般存在復(fù)合雙層結(jié)構(gòu),采用MAG焊進(jìn)行焊接,具體結(jié)構(gòu)示意圖如圖3所示。
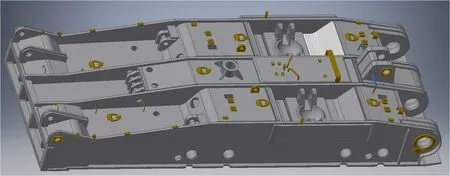
圖3 頂梁結(jié)構(gòu)示意圖
4.2 焊接質(zhì)量體系要求
該企業(yè)產(chǎn)品的生產(chǎn)主要以金屬材料熔化焊焊接方法為主,在焊接生產(chǎn)之前,企業(yè)順利通過(guò)了ISO 3834-2(金屬材料熔化焊焊接質(zhì)量要求—完整質(zhì)量要求)國(guó)際焊接質(zhì)量體系認(rèn)證,焊接產(chǎn)品的生產(chǎn)制造過(guò)程嚴(yán)格按照ISO 3834-2標(biāo)準(zhǔn)體系要求,所有文件的準(zhǔn)備、現(xiàn)場(chǎng)焊接相關(guān)要求、人員的資質(zhì)要求均滿足ISO 3834-2的要求,很好的保證了焊接產(chǎn)品的質(zhì)量。
4.3 母材與焊材的技術(shù)條件
母材的選擇按照要求選用GB/T 16270(高強(qiáng)度結(jié)構(gòu)用調(diào)質(zhì)鋼板)低合金高強(qiáng)鋼Q550D和Q690D,相當(dāng)于歐洲標(biāo)準(zhǔn)EN 10025-6(調(diào)質(zhì)細(xì)晶粒結(jié)構(gòu)鋼的供貨條件)S690Q等,板厚范圍10~80 mm,具體化學(xué)成分見(jiàn)表10,力學(xué)性能標(biāo)記見(jiàn)表11。
針對(duì)于此產(chǎn)品結(jié)構(gòu)且考慮到生產(chǎn)效率等問(wèn)題,采用熔化極活性氣體保護(hù)焊(MAG)進(jìn)行焊接,所選用的填充材料從質(zhì)量保證的角度考慮按照等強(qiáng)匹配原則選材,異種鋼要求強(qiáng)度不低于較低一側(cè)母材的強(qiáng)度,對(duì)于Q550材料選擇使用70公斤級(jí)焊絲,Q690D材料使用80公斤級(jí)焊絲進(jìn)行焊接,焊絲選用滿足國(guó)標(biāo)GB/T 8110(氣體保護(hù)電弧焊用碳鋼、低合金鋼焊絲),相當(dāng)于國(guó)際標(biāo)準(zhǔn)ISO 14341(碳鋼及細(xì)晶粒結(jié)構(gòu)鋼氣體保護(hù)焊用實(shí)心焊絲)。

表10 母材的主要化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表11 母材的力學(xué)性能
4.4 焊接工藝評(píng)定的確定
依據(jù)ISO 15614-1(金屬材料焊接工藝規(guī)程及評(píng)定-焊接工藝試驗(yàn)-鋼的電弧焊和氣焊、鎳及鎳合金的電弧焊),針對(duì)于該產(chǎn)品需要考慮板材厚度的覆蓋范圍、對(duì)接和角接接頭類型等問(wèn)題,制作工藝評(píng)定共計(jì)4項(xiàng)如下:①對(duì)接焊縫,選擇40 mm板材全熔透焊接,覆蓋范圍為20~80 mm;②角接焊縫,選擇30 mm板材進(jìn)行多道焊接,覆蓋范圍為≥5 mm;③Q550D和Q690D針對(duì)于以上①和②都需要單獨(dú)考慮,因?yàn)楹覆牡闹饕煞植灰恢隆?/p>
4.5 焊工考試項(xiàng)目的確定
依據(jù)ISO 9606-1(熔化焊焊工考試標(biāo)準(zhǔn)-鋼),針對(duì)于該產(chǎn)品需要考慮焊接位置、接頭類型及材料厚度的覆蓋范圍,由于該產(chǎn)品屬于厚板,焊接位置包括平焊(PA)、平角焊(PB)及橫焊(PC),根據(jù)標(biāo)準(zhǔn)及實(shí)際情況考慮如下:①對(duì)接焊縫,選擇12 mm板PC位置全熔透進(jìn)行考試,覆蓋厚度范圍為≥3 mm,焊接位置覆蓋PA;②角接焊縫,選擇12 mm板多層多道焊接,厚度覆蓋范圍≥3 mm,另外根據(jù)標(biāo)準(zhǔn)多層可以覆蓋單層焊縫。
4.6 焊接工藝過(guò)程的控制
4.6.1預(yù)熱、層間溫度控制
根據(jù)碳當(dāng)量公式可以計(jì)算出Q550D及Q690D母材的碳當(dāng)量分別約為0.55和0.6,碳當(dāng)量在0.4~0.6之間,根據(jù)推薦需要適當(dāng)預(yù)熱,另考慮母材厚度屬于中厚板,預(yù)熱及層間溫度的控制按照企業(yè)規(guī)定滿足母材強(qiáng)度級(jí)別在700 MPa以上的,預(yù)熱溫度≥80 ℃,層間溫度≤200 ℃,且層間溫度不低于預(yù)熱溫度,根據(jù)ISO 13916標(biāo)準(zhǔn)規(guī)定,應(yīng)注意預(yù)熱溫度測(cè)量的位置(坡口以外)及層間溫度測(cè)量的位置(焊道)。
4.6.2焊接
焊接用保護(hù)氣體采用82% Ar+18% CO2混合氣體,結(jié)構(gòu)件在焊接過(guò)程中盡量采用多層多道進(jìn)行焊接,注意層與層之間的熔合,避免出現(xiàn)未熔合缺陷,并且應(yīng)該按照EN 1011-1標(biāo)準(zhǔn)中的熱輸入公式嚴(yán)格控制焊接的熱輸入,熱輸入應(yīng)控制在工藝評(píng)定±25%范圍內(nèi),以避免溫度過(guò)高而導(dǎo)致焊縫金屬晶粒粗大而造成接頭的力學(xué)性能下降。
4.7 焊接接頭的驗(yàn)收
焊后需要進(jìn)行無(wú)損檢測(cè),針對(duì)于對(duì)接焊縫需要進(jìn)行外觀檢測(cè)(VT)并按照ISO 5817-B進(jìn)行驗(yàn)收、磁粉檢測(cè)(MT)及超聲檢測(cè)(UT);角接焊縫需要進(jìn)行外觀檢測(cè)(VT)及磁粉檢測(cè)(MT)。無(wú)損檢測(cè)相關(guān)人員必須取得符合ISO 9712的VT-II級(jí)資質(zhì)證書、MT-II級(jí)資質(zhì)證書及UT-II級(jí)資質(zhì)證書。
5 結(jié)束語(yǔ)
焊接技術(shù)由于其優(yōu)良的連接性能,應(yīng)用規(guī)模之大和應(yīng)用領(lǐng)域之廣泛,已成為制造業(yè)不可缺少的關(guān)鍵技術(shù),并由簡(jiǎn)單技藝進(jìn)化成復(fù)雜的工程學(xué)科。焊接標(biāo)準(zhǔn)的不斷推出,大大促進(jìn)了焊接技術(shù)的工程應(yīng)用,同時(shí)也非常利于技術(shù)本身的完善和進(jìn)步。另外,近期焊接標(biāo)準(zhǔn)的制定與修訂體現(xiàn)出緊跟技術(shù)發(fā)展的特點(diǎn),如激光焊復(fù)合焊、攪拌摩擦焊等。新標(biāo)準(zhǔn)的制定大大豐富了以ISO 3834標(biāo)準(zhǔn)為核心的標(biāo)準(zhǔn)體系的內(nèi)容,其標(biāo)準(zhǔn)體系本身構(gòu)架并不會(huì)發(fā)生改變,僅僅是ISO 3834標(biāo)準(zhǔn)為核心的質(zhì)量控制要素相關(guān)9個(gè)方面標(biāo)準(zhǔn)的某些具體內(nèi)容不同,如激光焊復(fù)合焊的缺欠質(zhì)量分級(jí)(鋼、鎳及鎳合金)采用 ISO 12932,而非ISO 5817,攪拌摩擦焊(鋁及鋁合金)焊接工藝規(guī)程及評(píng)定采用ISO 25239-4,而不是ISO 15609和ISO 15614。
總之,以ISO 3834標(biāo)準(zhǔn)為核心的焊接生產(chǎn)應(yīng)用領(lǐng)域標(biāo)準(zhǔn)體系的形成和提出,較好的揭示了熔化焊制造領(lǐng)域相關(guān)標(biāo)準(zhǔn)構(gòu)成和其內(nèi)在關(guān)系,同時(shí)能使焊接專業(yè)技術(shù)人員更好的掌握和使用國(guó)際焊接標(biāo)準(zhǔn),并全面了解國(guó)際焊接標(biāo)準(zhǔn)在工程技術(shù)領(lǐng)域的應(yīng)用,從而可以幫助工程技術(shù)人員全面提升國(guó)際化水平,并助力焊接生產(chǎn)制造企業(yè)走向世界國(guó)際市場(chǎng)。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
