電動熱封口式垃圾桶的設計
2021-07-13 06:20:18孫冬嬌
工程設計學報 2021年3期
孫冬嬌,劉 琪
(1.南京信息工程大學電子與信息工程學院,江蘇 南京 210044;2.南京信息工程大學江蘇省氣象探測與信息處理重點實驗室,江蘇 南京 210044)
隨著科技的發展和環保理念的深入,人們對垃圾桶的設計提出了更高的要求[1]。市場上已經出現了智能感應開蓋式、智能充電式垃圾桶,為垃圾的投放和運輸帶來了便利。目前,當垃圾袋裝滿垃圾后,需要手工將垃圾袋封口,這不可避免地造成了人體與垃圾直接或間接的接觸,特別在醫院等公共場所,會給人帶來一定的健康風險。因此,設計能夠自動將垃圾袋封口的垃圾桶具有實際應用價值和社會價值[2]。然而,目前鮮有這方面的報道。
筆者采用電動熱封口技術,設計了一種電動熱封口式垃圾桶,以減少人體與垃圾的接觸,降低健康風險。
1 垃圾桶的結構和工作原理
1.1 垃圾桶的結構
所設計的電動熱封口式垃圾桶如圖1所示,其結構如圖2所示。垃圾桶的結構主體為低成本的雙立式梯形絲桿。步進電機通過聯軸器與梯形絲桿相連。絲桿上裝有螺母,壓條裝置通過螺母孔與螺母相連。其中:壓條裝置由鋼條、鐵氟龍膠帶和封口壓條等組成,封口壓條用鐵氟龍膠帶包裹固定于鋼條;發熱裝置由鋼條、鐵氟龍膠帶、電熱絲和封口壓條等組成,緊固在桶口邊緣,其上下層電熱絲通過交錯間隔包裹的方式穿插在鐵氟龍膠帶中。
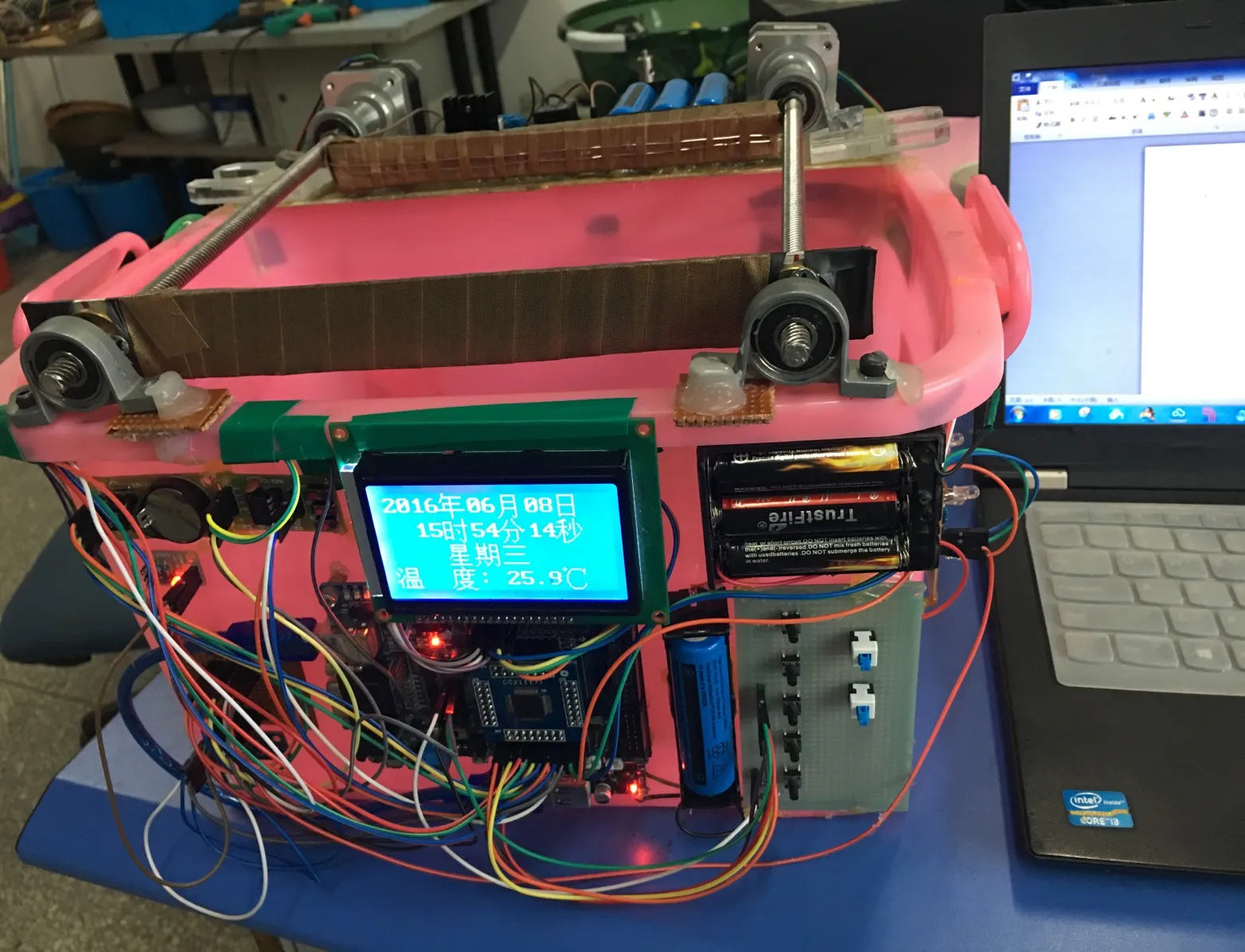
圖1 電動熱封口式垃圾桶Fig.1 Electric heat sealing garbage can
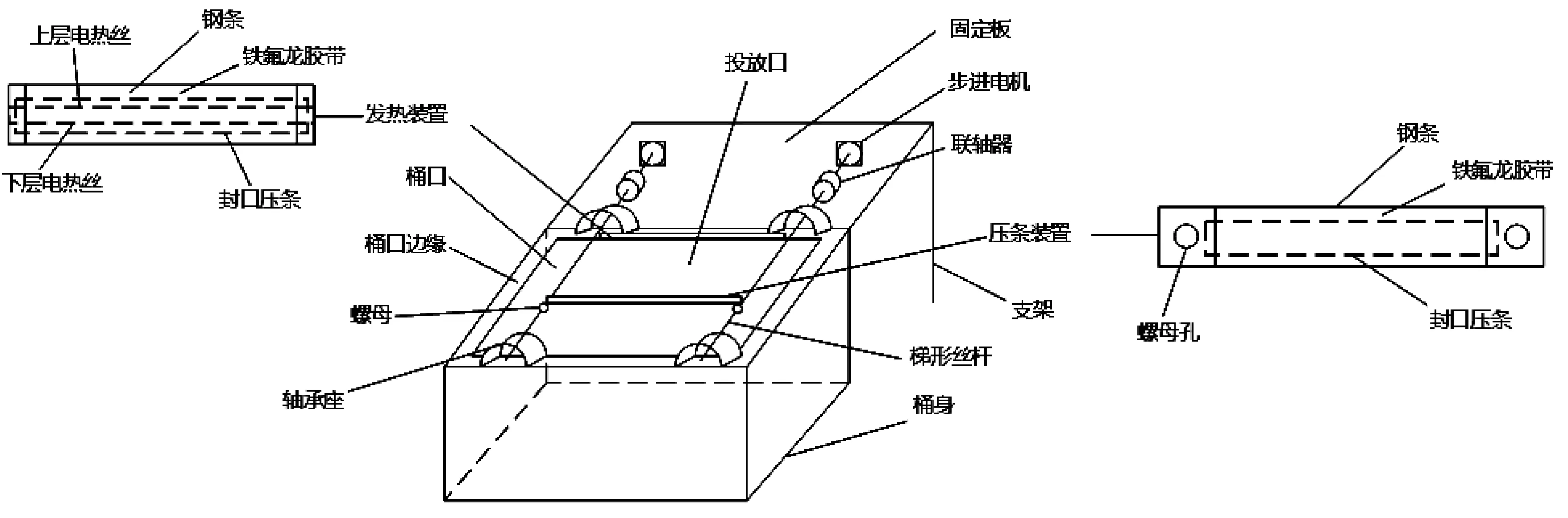
圖2 電動熱封口式垃圾桶的結構Fig.2 Structure of electric heat sealing garbage can
相比于傳統的自動封口套袋垃圾桶、按壓式熱封口垃圾桶[2-3],電動熱封口式垃圾桶簡化了傳動機構,使用時可省去繁瑣的塑料袋封口處理的步驟。其結構對稱,桶身與地面采用面接觸的形式,由固定板通過2個支架固定,強化了其穩定性。梯形絲桿、鋼條選用304不銹鋼材質,其硬度大、強度高、耐腐蝕性好[4-6],可使垃圾桶在不同環境中長期穩定地工作。
1.2 垃圾桶工作原理
電動熱封口式垃圾桶通過電動熱封口的方式對塑料垃圾袋進行封口。與傳統的穿繩式自動收口、向中集結封口方式相比,其更為實用、方便和環保。垃圾桶工作原理如圖3 所示。采用超低功耗的MSP430F149單片機作為控制核心,控制垃圾桶封口單元穩定運行;采用3個相同的L298N電機驅動模塊作為輔助控制器,用來驅動2個步進電機和開閉繼電器的觸點。通過步進電機的轉動帶動梯形絲桿的傳動,進而控制壓條裝置作直線往返運動。繼電器觸點的開閉決定電熱絲電源、電熱絲、繼電器所組成回路的開閉,進而控制電熱絲是否加熱。當壓條裝置移向發熱裝置時,電熱絲加熱;將垃圾袋封口時,電熱絲繼續加熱一段時間;當封口完成,壓條裝置遠離發熱裝置時,電熱絲停止加熱。為了使整個封口過程更為直觀,選用LCD12864液晶顯示器顯示封口過程,使用語音單元播報封口過程,用按鍵控制整個封口過程的開啟。
2 垃圾桶封口單元的設計
2.1 封口溫度的設定
封口溫度、封口時間、封口壓力是影響封口質量的重要因素。須根據塑料垃圾袋的材質、厚度、熔點設定合適的封口溫度、封口時間和封口壓力。垃圾袋封口完成后,須測試垃圾袋的封口強度,檢驗封口質量,進而決定是否需要調整封口溫度、時間和壓力[7-8]。
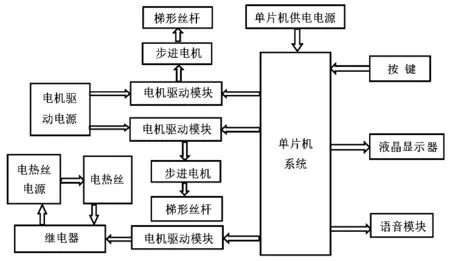
圖3 垃圾桶工作原理示意Fig.3 Schematic of the working principle of garbage can
常用塑料袋的材質有低密度聚乙烯(low-density polyethylene,LDPE)、高密度聚乙烯(high-density polyethylene,HDPE)、聚丙烯(polypropylene,PP)和聚氯乙烯(poly vinyl chloride,PVC),其對應的熔點如表1所示[9-10]。

表1 塑料垃圾袋的材質及對應的熔點Table 1 Material and melting point of plastic garbage bag
LDPE 材質的塑料袋常用于食品包裝,PP、PVC材質塑料袋常用于紡織品和化妝品包裝。生活中塑料垃圾袋的材質主要為HDPE。可以根據需要,采用調節電壓的方式調節封口溫度,實現對不同材質塑料垃圾袋的封口。
為了達到電動熱封口的目的,封口時應使垃圾袋處于熔融狀態。PVC 的熱穩定性較差[11],其他材質都具有一定的熔點范圍,如表1所示。當加熱溫度達到熔點時,這些材質會處于穩定的熔融狀態。根據經驗,封口溫度一般需高于材質熔點溫度15~30 ℃[12]。因此,不同材質塑料垃圾袋的封口溫度如表2所示。

表2 不同材質塑料垃圾袋的封口溫度Table 2 Sealing temperature of plastic garbage bag with different materials
2.2 封口用電熱絲的選擇
封口用電熱絲的材質常為鐵鉻鋁合金和鎳鉻合金[13-14]。由于鎳鉻合金的可塑性比鐵鉻鋁合金好,且其不易變形,不具備磁性,因此采用鎳鉻合金電熱絲。鎳鉻合金有多種類型,如Cr20Ni80、Cr30Ni70、Cr15Ni60、Cr20Ni35 和Cr20Ni30 等。Cr 含量越高,合金的高溫抗氧化性越好,且能夠提高合金的電阻率;Ni含量越高,合金的熔點越高,塑性越好,且能夠降低合金的電阻溫度系數。從表2可知,除PVC材質外,其他垃圾袋的最高封口溫度均低于200 ℃,又因封口頻繁,所以對電熱絲的抗氧化性要求不高,對其塑性、熱穩定性的要求較高[15-16]。經綜合考慮,選用Ni含量較高的Cr20Ni80作為封口用電熱絲的材質。
根據GB/T 1234—2012《高電阻電熱合金》,Cr20Ni80的基本特性參數及電阻溫度修正系數分別如表3、表4所示。
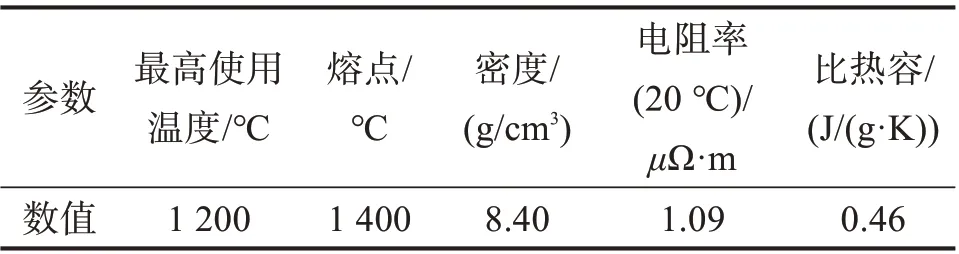
表3 Cr20Ni80的基本特性參數Table 3 Basic characteristic parameters of Cr20Ni80

表4 Cr20Ni80的電阻溫度修正系數Table 4 Resistance temperature correction coefficient of Cr20Ni80
Cr20Ni80 的最高使用溫度遠大于200 ℃,符合封口的溫度要求。電阻溫度修正系數的表達式為:

式中:Rt、R20分別為溫度為t和20 ℃時Cr20Ni80 的電阻。
由表4 可知,Cr20Ni80 材質的電熱絲熱穩定性好,在加熱過程中其電阻不會急劇變化。
本設計采用雙層電熱絲結構。電熱絲的總電阻Rd為:

式中:ρd為電熱絲的電阻率;Ld為電熱絲的長度;Sd為電熱絲的橫截面積。
取Ld=20 cm,電熱絲直徑為0.6 mm,則在20 ℃時,有:

為了進一步分析Rd隨溫度的變化情況,經實驗測試,得出電熱絲在不同溫度下的電阻,如表5所示。

表5 不同溫度下Cr20Ni80電熱絲的電阻Table 5 Resistance of Cr20Ni80 wire at different temperatures
從表5可知,Cr20Ni80電熱絲的電阻隨溫度的升高逐漸減小,但變化范圍小,基本穩定在1.54 Ω左右。
2.3 封口結構的設計
為了使Cr20Ni80電熱絲的發熱溫度達到垃圾袋封口溫度,須控制好加熱時間和電壓。
設加熱時間為t1,電壓為U1,環境溫度為T0,電熱絲的電熱轉換效率為η,則可根據式(3)得到電熱絲的發熱溫度T1。

式中:Cd為Cr20Ni80 比熱容;md為電熱絲質量,md=2×Ld×Sd×ρ1,其中ρ1為電熱絲的密度,可得md=2 × 20 × π × 0.32× 10-2× 8.40 ≈0.95 g。
則:

因此,T1不僅與U1、t1、η有關,還與T0有關。為了達到封口溫度,須根據T0調節U1。比如在冬天時須提高電壓,在夏天時應降低電壓。另外,t1不宜太大,因為加熱過程太長的話,會降低垃圾桶的實用性。
電熱轉換效率η是衡量電熱絲電熱性能的重要指標。本設計中將雙層電熱絲穿插包裹在鐵氟龍膠帶中,而發熱裝置暴露在空氣中,因此電熱絲會有一部分熱量損失。使用紅外線點溫計測量在不同T0下電熱絲的發熱溫度,結果如圖4所示。
根據式(4),結合圖4所示的測量結果,可知電熱絲的電熱轉換效率η=60%~70%。將電壓U1設定為6~9 V(用旋鈕可調),便可以達到PE、PP材質垃圾袋的封口溫度。
鐵氟龍膠帶的主要材質為聚四氯乙烯,具有耐高溫、耐腐蝕、絕緣、防粘的特性。其導熱性低,在250 ℃以下長時間加熱的條件下能保持優良的力學性能,對封口壓條不會產生影響。鐵氟龍膠帶主要用于電熱絲的固定和垃圾袋的防粘[17]。若將單層電熱絲直接固定在鐵氟龍膠帶上,如圖5(a)所示,會導致封口時垃圾袋所受熱量太大,塑料容易被熔斷;若將單層電熱絲采用等間隔包裹的方式固定在鐵氟龍膠帶上,如圖5(b)所示,可以對垃圾袋進行封口,但封口不嚴密,有空隙;將雙層電熱絲采用交錯等間隔包裹的方式固定在鐵氟龍膠帶上(即上層電熱絲等間隔包裹的位置對應下層電熱絲暴露在空氣中的部分),如圖5(c)所示,則在一次封口的過程中可實現垃圾袋的2 次密封,且封口部位上下互補,保證了封口的密封性,能實現對垃圾袋無間隙封口。因此,采用第3種封口結構。
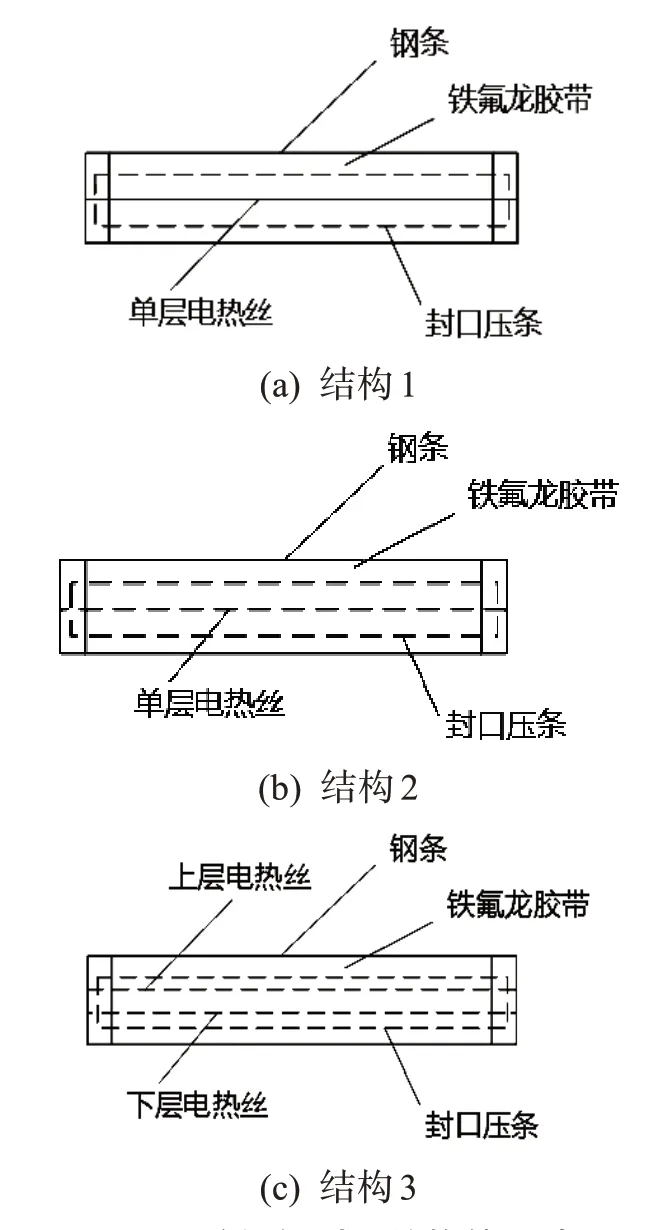
圖5 垃圾桶封口結構的設計Fig.5 Design of garbage can sealing structure
2.4 投放口結構的設計
壓條裝置、發熱裝置、2 根右旋式梯形絲桿圍合成投放口。本設計中,壓條裝置和發熱裝置的長度均為200 mm,2 根絲桿落在桶口的有效長度均為235 mm,由此形成了235 mm×200 mm 的投放口,其周長為:235×2+200×2=870 mm,可以固定市場上常見的口寬為900 mm左右的垃圾袋。
將垃圾袋固定在投放口時,袋口的一邊用夾子固定在軸承座上,另一邊直接包裹在壓條裝置上。在投放垃圾時,垃圾袋不會滑落;當壓條裝置移向發熱裝置時,垃圾袋可以穩定地被推動進行封口;當壓條裝置遠離發熱裝置時,由于發熱裝置采用圓角邊緣且其表面的鐵氟龍膠帶光滑防粘,垃圾袋可以很輕松地脫離發熱裝置。
可以根據垃圾袋的尺寸調整垃圾桶桶身及投放口的大小,滿足特定尺寸垃圾袋的封口要求。
3 電動熱封口控制單元的設計
電動熱封口控制單元用來控制封口溫度、封口壓強和封口時間。通過調節電機在梯形絲杠上轉動的圈數及其速度來控制封口壓強和封口時間,并可根據式(4)控制封口溫度。
采用一對無減速步進電機,其步距角為1.8°,額定工作電壓為+12 V。步進電機的轉動圈數和速度由核心控制器MSP430單片機控制。采用L298N作為電機驅動模塊[18]。梯形絲桿的導程為8 mm;壓條裝置和發熱裝置的厚度分別為11 mm和12 mm,且其均裝有封口壓條,具有一定的彈性。
3.1 封口壓強的控制
在實際操作中,僅僅控制封口壓力是不夠的,還須考慮封口的接觸面積,要控制封口接觸面積的壓力即壓力強度p。通常情況下,塑料垃圾袋的封口壓強p=0.1~0.3 MPa。因此,須合理設置步進電機的轉動圈數N,使壓條裝置每次平移的長度略小于235 mm,為壓條裝置與發熱裝置的彈性碰撞及擠壓留下空間,以產生合理的封口壓強。
當壓條裝置與發熱裝置剛好接觸時,螺母移動了235-11=224 mm,電機轉動了224/8=28 圈。通過實驗分析在不同步進電機圈數下垃圾桶的封口結果,實驗結果如表6所示。

表6 不同步進電機轉動圈數下垃圾桶的封口結果Table 6 Sealing results under different number of rotationturns of stepping motor
從表6可知,當電機轉動28圈左右時,對封口結果有較大影響。當電機的轉動圈數不大于28時,壓條裝置未與發熱裝置接觸,封口表面未產生封口壓力;當轉動圈數大于28時,壓條裝置與發熱裝置發生擠壓,垃圾袋封口;當壓條裝置與發熱裝置當擠壓到一定程度時,封口壓強過大,垃圾袋被熔斷,也不能進行封口。
封口壓條的材質為硅膠海綿,其彈性模量E=7.84 N/mm2;單層垃圾袋的厚度為d1,d1=0.006~0.04 mm;封口壓條的厚度為d2,d2=8 mm;封口壓條在垃圾袋封口時的橫向變形量為d3。
當電機轉完28+9°/360°圈時,d3=d1×2+9°/360°×d2,則d3=0.212~0.280 mm。根據楊氏模量計算公式:p=E× [d3/(d2×2)],可得p=0.103 88~0.137 2 MPa,在常用塑料垃圾袋的封口壓強(0.1~0.3 MPa)范圍內。
3.2 封口時間的控制
由圖4 可知,當U1=9 V 時,將加熱時間t1設定為2~3 s即可以達到垃圾袋的封口溫度。壓條裝置移動到與發熱裝置接觸時所需的時間t2則不能低于加熱時間t1。根據表6的封口實驗結果可知,當t1=2.5 s時,步進電機的轉速理論上最高可以達到(28+9.0°/360°)/2.5×60=672.6 r/min。
盡管對步進電機轉速的上限沒有限制,但考慮到封口過程中的噪音情況,步進電機的轉速應合理設置。封口的噪音主要由電機噪音和絲桿噪音組成。由于壓條裝置質量較小(約為25 g),且步進電機保持勻速運動,步進電機產生的噪音很小,封口噪音主要為絲桿噪音。隨著電機轉速的增大,螺母在絲桿上的滑動速度成正比例增大,噪音達到極大值后會隨著滑動速度的增大而減小[19]。通過實驗得到不同步進電機轉速下封口噪音情況,如表7所示。

表7 不同步進電機轉速下封口噪音情況Table 7 Sealing noise under different speeds of stepping motor
由表7 可知,當步進電機的轉速為672.6 r/min時,封口噪音將變得很小,基本可以達到無噪音封口的要求。此時若環境溫度為20 ℃,調節電壓旋鈕使U1=7.5 V,取η=60%~70%,則經過2.5 s后,根據式(4)可得t1=145~166 ℃,達到了HDPE 材質垃圾袋的封口溫度。
經過實驗測試可知,當壓條裝置與發熱裝置接觸時,在保持封口溫度的前提下,電機停止運動,使電熱絲繼續加熱一段時間,垃圾袋的封口強度則更高。
此外,電機不是持續性地轉動,而是通過按鍵控制間歇性地轉動。每完成一次封口,梯形絲桿和電機完成一次正反轉過程,從而實現了低功耗、重復封口的目的。
3.3 發熱裝置的電路設計
選用HK3FF-DC5V-SHG 型號的繼電器,同時將+5 V的供電電源與L298N的+12 V電源的輸入端相連,以增大輸出電流,達到繼電器吸合電流值。發熱裝置的電路設計如圖6 所示。其中:IN1 端與MSP430 單片機的P40 口相連,通過P40 口控制L298N電機驅動模塊輸出高低電平來控制繼電器觸點的閉合與斷開;二極管IN4007與繼電器并聯,其在電路中起到續流作用,保護繼電器觸點不會因為閉合或者斷開而損壞。

圖6 發熱裝置的電路設計Fig.6 Circuit design of heating device
4 垃圾桶語音模塊和液晶顯示器的設計
語音模塊采用NY3P035 系列語音芯片,錄制了“開始封口”“正在封口”“封口完畢”三段語音,同時結合LCD12864液晶顯示器,用文字和聲音實時顯示封口過程。當壓條裝置移向發熱裝置時,語音播報“開始封口”,液晶顯示器顯示“開始封口”;當垃圾袋封口時,語音播報“正在封口”,液晶顯示器顯示“正在封口”;當封口完成,壓條裝置遠離發熱裝置而回到起始位置時,語音播報“封口完畢”,液晶顯示器顯示“封口完畢”。封口完成3 s后,液晶顯示器自動清除顯示內容,為下一次封口過程的實時顯示作好準備。
5 電熱封口控制程序的設計
MSP430的程序設計十分簡便,可以用匯編語言和C 語言進行編程,其可移植性好。采用IAR Embedded Workbench 單片機開發環境,利用JTAG(joint test action group,聯合測試行動小組)接口在PC(personal computer,個人計算機)上實現程序的編寫、下載與調試。根據垃圾桶的電熱封口任務和電路結構進行控制程序的設計。垃圾桶電動熱封口的流程如圖7所示,垃圾袋實際封口過程如圖8所示。
6 結束語
應用熱封口技術,設計了一種電動熱封口式垃圾桶。以封口時間短、封口效果好、封口噪音低為目標,結合熱封口材料的性能和機械運動的特點,通過單片機控制實現塑料垃圾袋的電動熱封口。
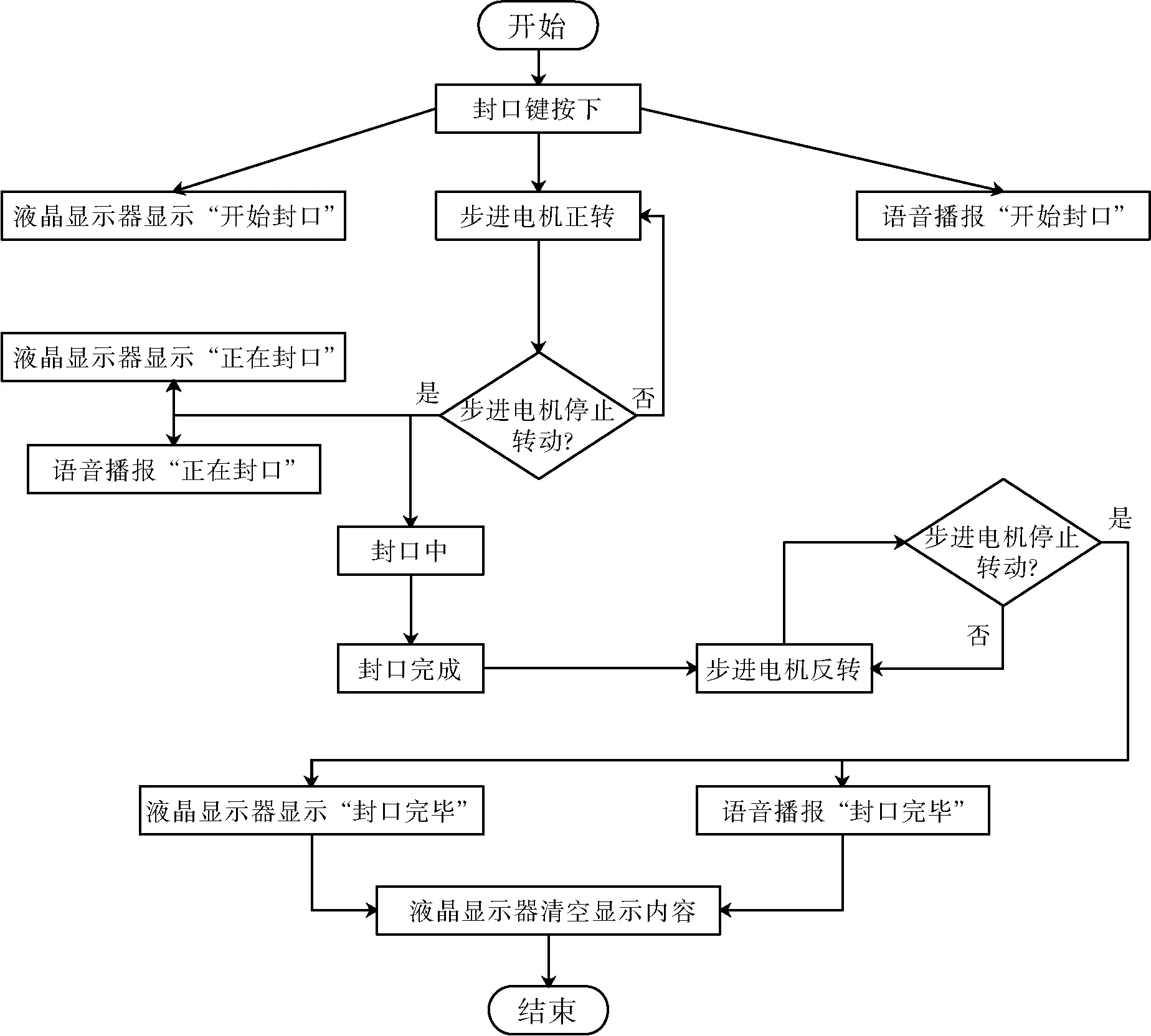
圖7 垃圾桶電動熱封口的流程Fig.7 Electric heat sealing process of garbage can

圖8 垃圾袋實際封口過程Fig.8 Actual sealing process of garbage bag
電動熱封口式垃圾桶具有功耗小、價格低、性能穩定和低碳環保等特點。合理控制封口溫度、封口時間等因素,可以改進封口的綜合性能。采用電動熱封口式垃圾桶,可以有效地減少垃圾對環境的污染,具有較高的社會和經濟價值。
