
大功率減重輕型風電塔架加強板組裝焊接工藝研究
2021-07-15 03:34:38魏霏霏何鵬飛
中國設備工程 2021年13期
魏霏霏,何鵬飛
(中國水利水電第四工程局有限公司,甘肅 酒泉 735000)
1 背景
近年來,風電可再生能源裝機規模不斷擴大,風力發電量屢創新高,風電行業發展勢頭銳不可當。2019年,國家發改委調整陸上風電項目上網固定電價,風電行業搶裝潮來臨,各地均在興建上千瓦級的大型風電場。為了滿足更大風電裝機容量同時成本降低的要求,主機廠家均在提升塔架高度,單機裝機容量不斷升級,陸上風電塔架高度達到140m,然而,為了降低成本,主機廠家通過優化大功率風電塔架結構設計,形成帶加強板式大功率風電塔架,降低塔架重量,降低成本,滿足業主對風電塔筒制造工期和產品質量的雙重需求,實現“雙贏”的結果。
2 大功率減重輕型塔架簡介
根據前期投標市場機型分析,大功率加強板式設計為國內外大型主機廠家主打機型,此類型大功率風電塔架將下段承重部位板厚加厚,厚板僅占據圓周60~75°,左右其余部位均采用薄板,此類結構設計可有效降低單套塔筒重量,如新疆金風、歌美颯、廣東明陽、江蘇遠景等,此類型塔筒裝機容量大、單重輕,有效降低了成本。
3 加強板組裝焊接工藝
3.1 焊接防變形工藝
下段塔筒整體焊接完成后,檢驗平面度、內傾度等尺寸,并經UT探傷合格后方能轉入加強板安裝。
下段筒體直徑達到4300mm以上,板厚僅為20~30mm,切割加強板安裝洞及加強板時極易發生變形。
加強板安裝洞切割及焊接變形控制的方法——剛性固定法。
切割加強板安裝洞前,先在塔筒內部安裝防變形固定裝置,反變形固定裝置一側端部安裝弧形壓板,弧形壓板點焊在筒體內壁上,防變形固定裝置另一側端部安裝千斤頂,通過調節千斤頂實現防變形固定裝置在筒體內部頂緊筒壁,從而避免筒體由于重力作用形成的下塌變形,加強板安裝洞上下兩側的弧形壓板,又可避免筒體在焊接時發生長度方向的彎曲變形。防變形固定裝置見圖1。

圖1 加強板防變形裝置圖
防變形裝置可避免筒體的變形,同時,我們在下段筒體的兩法蘭端口安裝支撐裝置,防止端口法蘭在裝配過程中發生變形,可有效保證整段筒體焊后平面度≤2mm。
3.2 加強板與塔筒焊接
(1)焊接方法。風電塔筒常規焊接方法通常采用埋弧自動焊或者二氧化碳氣體保護焊。然而,由于承接的輕型大功率風力發電塔架機組,多用于內陸地區,運行環境復雜,風力大,陽光輻射強,冬季氣溫低,風場最低氣溫可達-40℃。因此,對于塔架焊縫的低溫沖擊性能提出了嚴格的要求。
通過多次試驗,最終確定選用埋弧自動焊與藥芯焊絲氣保焊聯合焊接方式,即加強板直邊段采用埋弧自動焊,圓弧段采用藥芯焊絲氣保焊,焊接效率提高的同時,又保證了焊縫質量。
(2)焊接工藝。①焊接方法。我們采用含Ni藥芯焊絲CO2氣體保護焊與埋弧自動焊,不僅有效地提高了焊縫質量,還提高了效率。②焊接順序。加強板焊接時遵循“先縱向焊縫,后橫向焊縫,先筒體一側環縫后法蘭一側環縫”的原則施焊,減小焊接變形。③焊接工藝參數。坡口形式。加強板與筒體鋼板連接處常開成X型坡口,焊接參數如表1。④加強板與筒體外縫焊接安全平臺。外縫焊接時,筒體旋轉至最高處,屬于高處作業。為解決加強板與筒體外縫焊接焊接質量及安全問題,焊接時采用加強板與筒體外縫焊接安全平臺,在平臺上施焊,有效提高了焊接穩定性及操作人員安全系數。
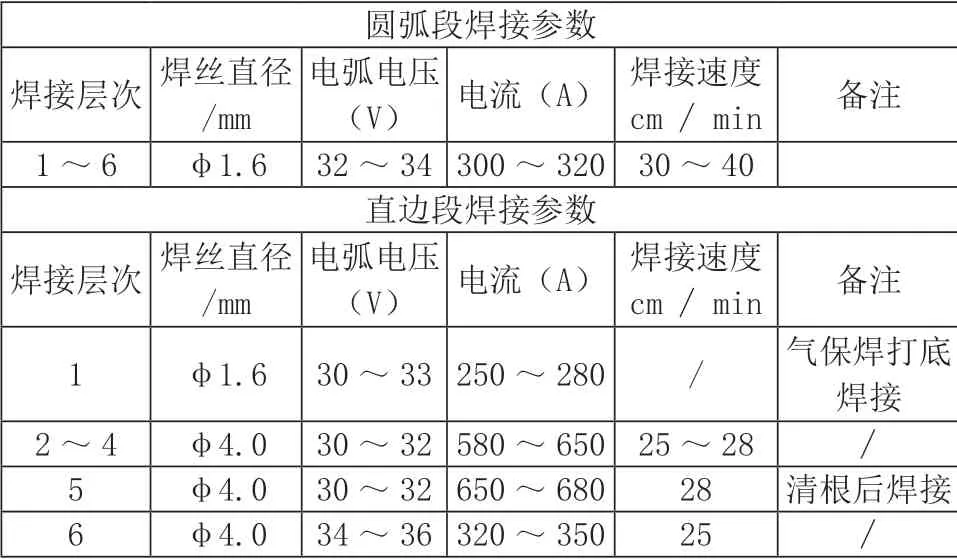
表1 焊接參數記錄表
3.3 焊后消應力處理
超低溫風電塔架通常要求對厚度大于30mm的鋼板(厚度大于34mm的鋼板焊前預熱100℃以上)焊縫進行局部焊后熱處理。尤其是加強板與筒體的拼接焊縫,加強板安裝洞系人為在塔筒下段處手工切割出的孔洞,對下段開口區域起補強作用。由于加強板安裝洞處的開口,破壞了整體塔筒的環向應力分布,造成安裝洞處應力集中,加上筒體與加強板的焊接,此處焊縫易產生冷裂紋、層狀撕裂的缺陷。另外,焊接變形對風電塔架法蘭平面度、橢圓度合格率影響非常嚴重,造成塔架驗收一次合格率較低。焊接裂紋產生的概率增加。
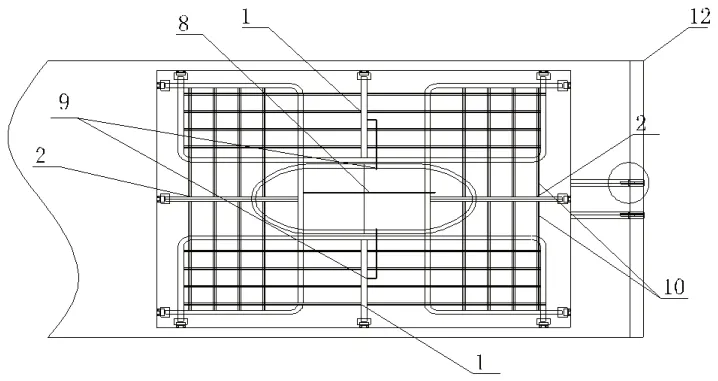
圖2 加強板與筒體外縫焊接安全平臺俯視圖
振動時效使用方便,其應力消除率一般在30%~50%,超聲沖擊時效使用效果,可以徹底消除鋼結構焊接件表面殘余拉應力,消除表面殘余拉應力的同時可在表面施加有益的壓應力,綜合分析風電塔筒受力及運行方式,我們將振動時效與超聲沖擊時效兩者疊加使用,此種方法對風電塔筒尤其是下段加強板與筒體對接處焊縫的抗疲勞性能和抗應力腐蝕性能也大有益處,是除熱處理消應力外比較適合且有效的消應力方式。
對輕型大功率風電塔架整段焊后消應力處理的工藝流程為:原始殘余應力測量→振動時效處理→振后殘余應力測量→超聲波時效處理→修補測量孔并NDT→測試數據分析→時效處理后殘余應力測量→消應力后塔架形體尺寸測量。
(1)適用于輕型大功率風電塔架下段整體振動時效消應力工藝。確定振動時效最佳工藝參數,才能達到最理想消應力效果,從而實現下段整體殘余應力的消除和均勻化。振動時效操作時主要設置的參數包括包括激振力、激振頻率、振動時間、支承點、激振點及拾振點的選擇。
根據輕型大功率風電塔架結構的特點,多次反復試振,確定工藝參數如下:
底部四點支承,采用現有焊接滾輪架,比較適合;激振器安裝在法蘭端面上,用卡具卡緊,處理25min。
(2)適用于輕型大功率風電塔架加強板與筒體拼接焊縫局部加強超聲波消應力工藝。采用HY2050豪克能消除應力設備。豪克能焊接應力消除技術,以其頻率高、能量大、聚焦性好、性能穩定等優勢,遠超超聲沖擊技術,徹底消除焊接應力,并產生理想的壓應力。
3.4 焊后檢測
底段塔架焊接完成后,經焊后消應力處理,再次測量塔筒關鍵尺寸技術指標,見表2,從表中可以看出,焊接方法選用得當,焊接順序及防變形工裝合理,焊后消應力處理得到,輕型大功率風電塔架局部變截面加強板焊接后塔架形體尺寸基本未發生變化。

表2 塔筒整體尺寸焊后測量數據
4 結語
針對大功率減重輕型風電塔架加強板結構,采用的焊接工藝,已被廣泛應用于公司承接的風電塔筒制作項目,如青海黃河上游水電開發有限責任公司共和450MW風電項目、格爾木清脈50MW風力發電項目等,節省人工,提升效率,提高質量,成為公司新的利潤增長點,將對公司風電設備市場開發有重大意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
