水洗顆粒煙膠混合橡膠的干燥工藝條件優化
2021-07-19 09:15:14趙建林雍占福
橡膠科技 2021年8期
趙建林,雍占福
(1.青島科技大學 高分子科學與工程學院,山東 青島 266042;2.湖南際華財盛新材料科技有限公司,湖南 長沙 410005)
水洗顆粒煙膠混合橡膠是近年來新開發的一種天然橡膠產品,其主要針對下游客戶對高性能子午線輪胎要求而開發,將市場上傳統方法生產的越南和緬甸小煙膠片通過水洗、縐片、造粒及干燥,包裝成35 kg的標準塊狀橡膠。其雜質質量分數≤0.08%,塑性初值(P0)≥35,塑性保持率(PRI)≥70,門尼粘度[ML(1+4)100 ℃]為75~85;其品質比傳統方法生產的越南小煙膠片和緬甸小煙膠片更穩定,有效改善了傳統小煙膠片雜質多、門尼粘度波動大、有夾生的質量缺陷,同時又實現了標準塊狀托盤包裝,方便儲運和使用,深受用戶青睞。
評價天然橡膠性能的常規指標為P0、PRI和門尼粘度,深入研究時測定重均相對分子質量或數均相對分子質量。P0和PRI是天然橡膠及其混合橡膠的重要分級指標。P0是表征天然橡膠相對分子質量和可塑性程度的指數,可為橡膠制品加工工藝條件提供參考,當P0大于30時,天然橡膠的一般認為,PRI表征天然橡膠的耐熱老化性能,PRI高,說明天然橡膠的抗氧化斷鏈性能好,PRI與硫化膠的耐老化性能、定伸應力、拉伸強度、回彈值、壓縮疲勞生熱以及壓縮疲勞變形等性能有良好的相關性。P0和PRI越高,說明天然橡膠的性能越好[1-3]。因此高性能橡膠制品希望使用P0和PRI高的天然橡膠。
門尼粘度可以表征天然橡膠的加工性能、相對分子質量及其分布。門尼粘度較高時,天然橡膠的相對分子質量大且分布寬,不易混煉和擠出;門尼粘度較低時,天然橡膠的相對分子質量小且分布窄,加工易粘輥[4]。根據下游用戶的經驗和要求,天然橡膠門尼粘度[ML(1+4)100 ℃]為75~85時加工性能較適宜。
本工作介紹水洗顆粒煙膠混合橡膠的干燥工藝條件的優化,為制備P0和PRI高的高性能天然橡膠提供參考。
1 水洗顆粒煙膠混合橡膠的干燥工藝分析
1.1 干燥工藝布局
水洗顆粒煙膠混合橡膠的干燥工藝布局見圖1。
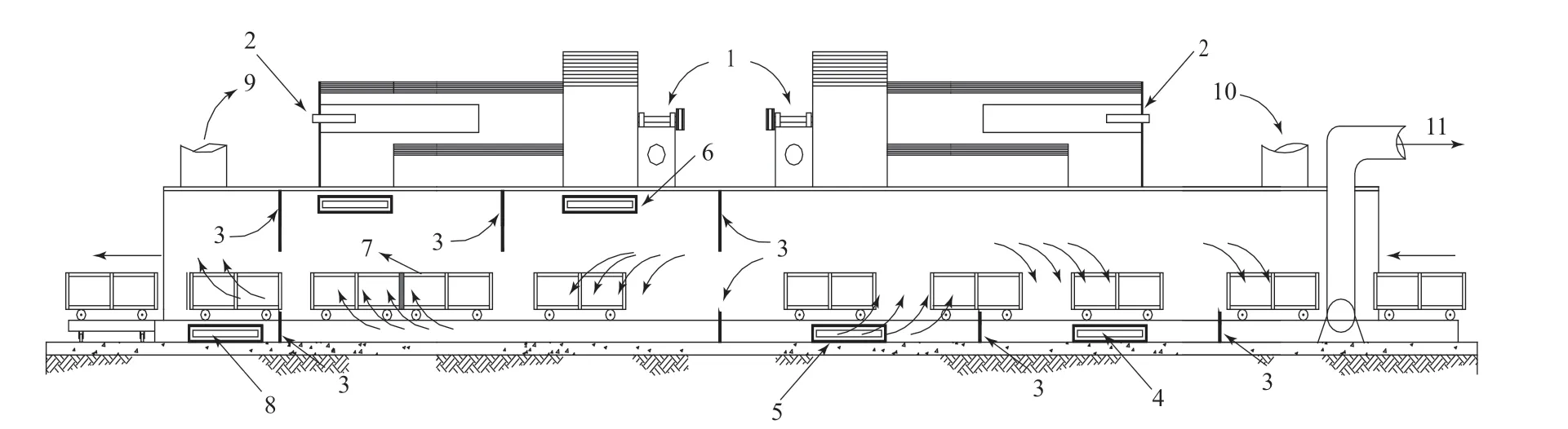
圖1 水洗顆粒煙膠混合橡膠的干燥工藝布局
采用自制的連續顆粒橡膠烘干爐,分4段32個車位。每個車位有28個小格(兩小格橡膠質量約為35 kg),每車橡膠質量約為490 kg,干燥房外層用耐火磚砌墻并加石棉保溫層,長度為50.75 m,高度為1.55 m,寬度為5.4 m;內部有效工作長度為46.4 m,共32個車位,最后兩個車位為冷卻間。第1段為橡膠表面抽濕階段;第2段為高溫烘烤階段;第3段為低溫烘烤階段;第4段為抽冷階段(兩個車位)。
1.2 原干燥工藝方案存在的問題
因天然橡膠無固定熔點,加熱后會慢慢軟化,到130~140 ℃時就會完全軟化直至熔融[5]。原干燥工藝高溫段溫度設定為128 ℃,低溫段溫度為120 ℃,步進干燥時間為120 s。
按原干燥工藝條件干燥后,膠塊表面發粘,容易粘在膠車上。偶爾有膠塊內部的水汽集聚現象,導致膠塊局部發白。天然橡膠的P0、PRI和門尼粘度均偏低,P0為35~40,PRI為70~78,門尼粘度[ML(1+4)100 ℃]為73~78(標準要求下限值為73)。步進干燥時間不合理,與生產線整體生產節拍不匹配,水洗縐片工序(簡稱水線)生產能力跟不上干燥爐的干燥能力,導致經常出現干燥爐空車待料等情況。
2 干燥工藝優化方案設計
根據工廠運行實踐,水線的生產速度為9.5~10 t·h-1,干燥爐的步進干燥時間調整為140~180 s,與水線生產節拍匹配,干燥線整體速度穩定。
步進干燥時間為前進1次(即1個車位)的間隔時間。前后動作時間為30 s,步進干燥時間若為150 s,則總時間為180 s,即3 min出1車膠,每小時可出20車膠,此產能與水線生產速度比較接近。不同步進干燥時間對應的出車量和干燥線產量見表1。
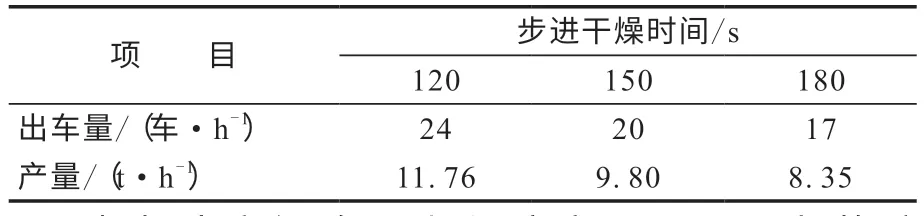
表1 不同步進干燥時間對應的出車量和干燥線產量
根據生產經驗,干燥溫度高于128 ℃時,橡膠容易出現發粘情況;干燥溫度低于120 ℃時,橡膠內部水汽聚集嚴重,容易出現夾生情況且生產效率較低。
本工作結合水線造粒的產能,設計干燥工藝優化方案,見表2,其中1#方案為原干燥工藝方案。
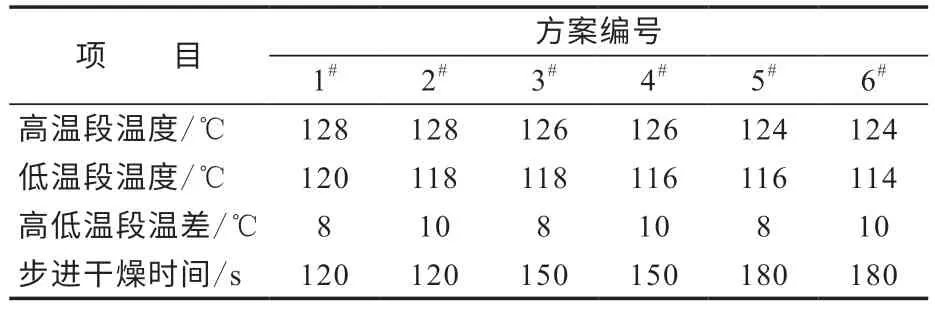
表2 干燥工藝優化方案
3 結果與討論
3.1 P0
優化方案連續10車天然橡膠的P0測試結果見表3。
從表3可以看出,高溫段溫度從128 ℃降低到126 ℃后,天然橡膠P0明顯提高,但是繼續降低至124 ℃后,P0變化不明顯。
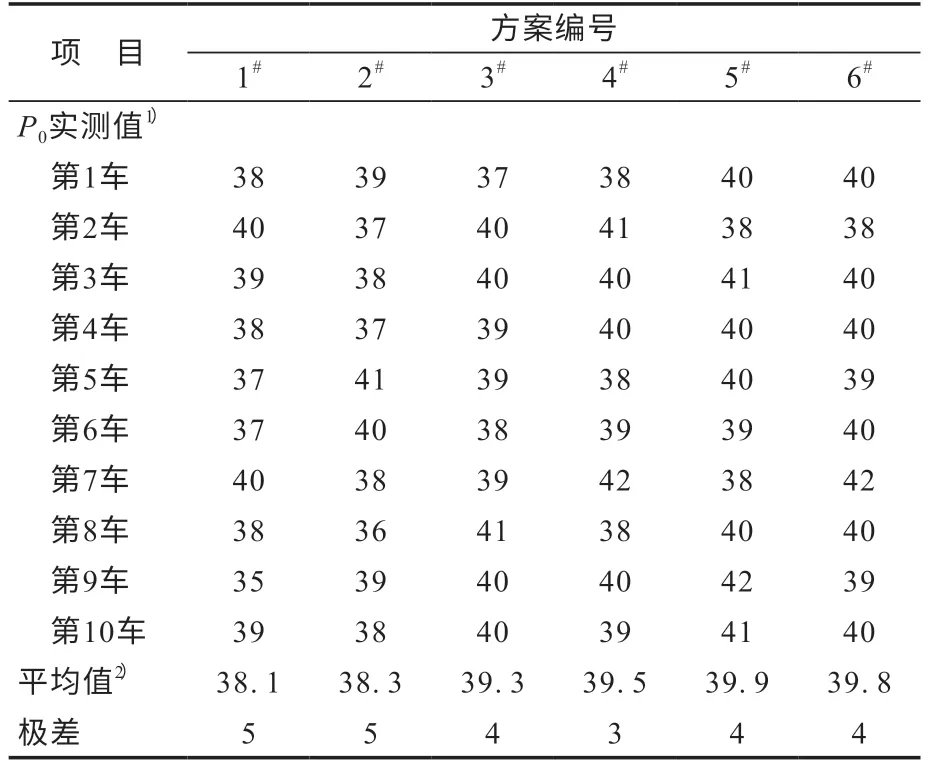
表3 優化方案連續10車天然橡膠的P0測試結果
3.2 PRI
優化方案連續10車天然橡膠的PRI測試結果表4。
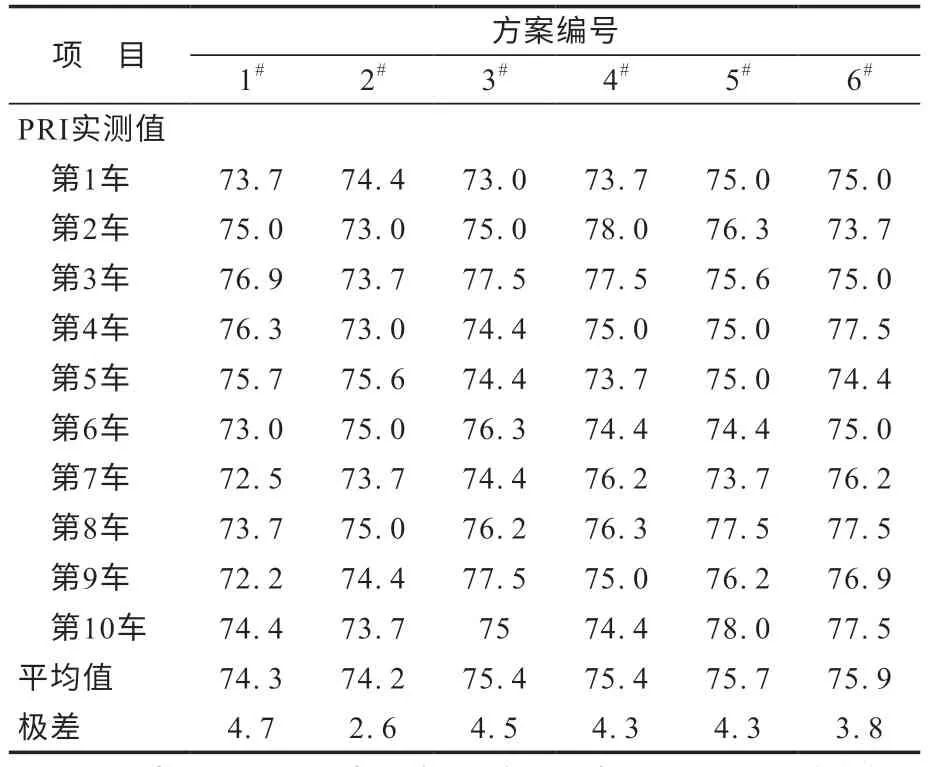
表4 優化方案連續10車天然橡膠的PRI測試結果
從表4可以看出,高溫段溫度從128 ℃降低到126 ℃后,天然橡膠PRI明顯提高,但是溫度繼續降低至124 ℃,PRI變化不明顯。此外,當高溫段溫度相同,低溫段溫度相差2 ℃時,PRI變化非常小。
3.3 門尼粘度
優化方案連續10車天然橡膠的門尼粘度[ML(1+4)100 ℃]測試結果見表5。
從表5可以看出:高溫段溫度從128 ℃降低到126 ℃后,天然橡膠門尼粘度略有提高,與P0變化趨勢一致;但整體變化不大,1#和2#方案天然橡膠的門尼粘度最低值分別為73和74,接近標準要求下限,有質量不達標的風險。
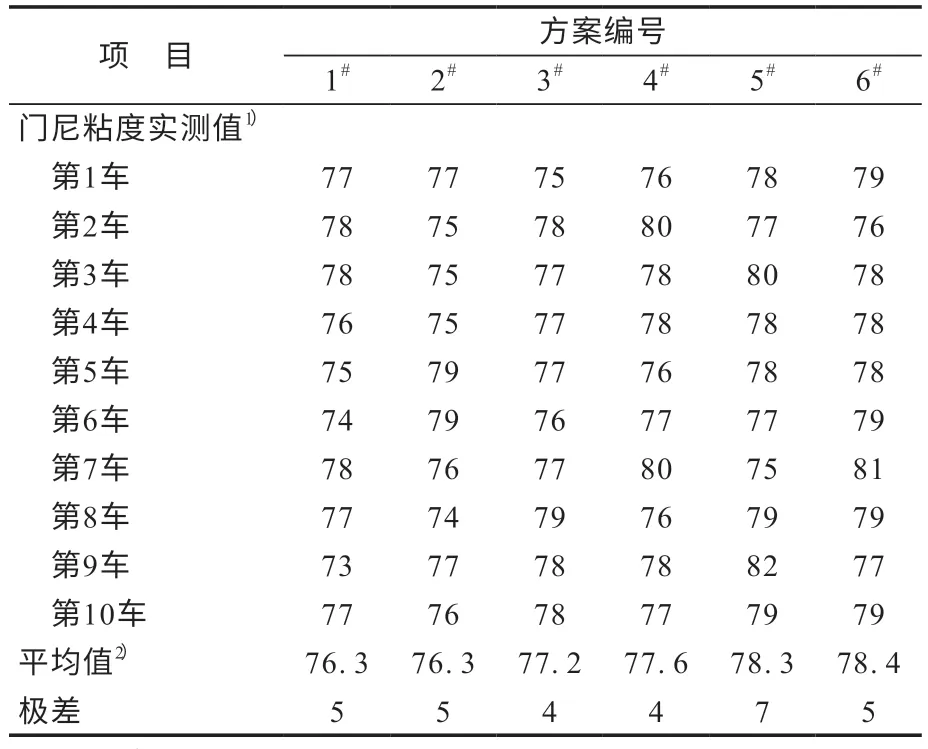
表5 優化方案連續10車天然橡膠的門尼粘度測試結果
從表3—5可以看出:高溫段溫度降低2 ℃,步進干燥時間延長30 s后,3#和4#方案天然橡膠的性能都較為理想,但4#方案的低溫段溫度低2 ℃,更節能;雖然5#和6#方案天然橡膠各指標數值更高,但是步進干燥時間需在原干燥工藝的基礎上延長60 s,對生產效率影響較大,且不能及時對水線造粒的橡膠進行處理。綜上所述,本工作干燥工藝優化方案選擇4#方案。
3.4 膠塊內部水汽集聚現象
按照原干燥工藝方案(1#方案)和優化方案(4#方案)各連續生產32車橡膠,并隨機切開膠塊進行內部抽檢。每車隨機抽檢2塊,每個方案各抽檢64塊。
結果表明,1#方案天然橡膠發現有3塊膠中有水汽集聚和發白夾生現象(見圖2),4#方案天然橡膠沒有該現象。表明1#方案制備的橡膠有較大的質量隱患,而4#方案制備的橡膠品質更有保證。

圖2 1#方案膠塊夾生現象
4 結論
與原干燥工藝方案相比,采用優化后的干燥工藝方案(高溫段溫度為126 ℃,低溫段溫度為116℃,步進干燥時間為150 s)制備的天然橡膠P0和PRI均提高且更穩定,門尼粘度略有提高,波動小;膠塊干燥比較徹底,內部沒有水汽聚集和局部發白的現象,與水線造粒工序的產能匹配更好,產品質量和生產效率較高。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
