無內胎電動摩托車輪胎胎圈缺膠問題的改善
2021-07-20 09:41:04錢麗云
輪胎工業 2021年7期
錢麗云
(中策橡膠集團有限公司,浙江 杭州 310018)
作為多年來生產除飛機輪胎以外的所有輪胎系列產品的國內大型輪胎企業,我公司一直將嚴把產品質量放在首位。為了滿足用戶的需要,公司制定了嚴格的質量控制指標。近期檢驗工序反饋無內胎電動摩托車輪胎的主要不良問題為胎圈缺膠,該缺陷輪胎占總修補輪胎量的50%左右。
本工作針對無內胎電動摩托車輪胎胎圈部位產生的不良問題進行探討,從生產過程中的人員、設備、工藝、環境、操作等方面尋找原因,改進工藝[1-2],落實措施,取得了一定的成效。
1 輪胎結構及材料分布
無內胎電動摩托車輪胎結構及材料分布如圖1所示。
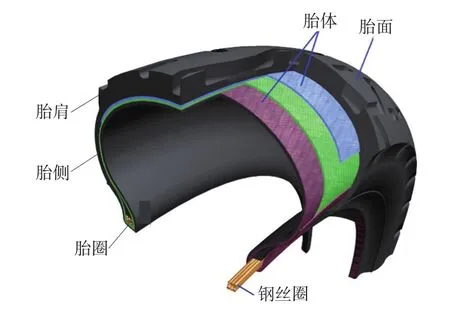
圖1 無內胎電動摩托車輪胎結構及材料分布
無內胎輪胎胎圈部位承擔充氣輪胎的氣體密封功能[3],其胎圈直徑小于輪輞固定輪胎部位的直徑,裝胎時需用設備將輪胎撬進輪輞里,然后充氣。輪輞靠近兩側的地方分別有一個駝峰,其直徑同樣大于胎圈直徑,通過充氣將胎圈部位擠過去,并越過輪輞駝峰,以此固定輪胎,并確保行駛過程中不會脫離。輪胎和輪輞尺寸都有嚴格的標準,輪胎充氣后內部壓力大,使其被壓在輪輞里,確保不漏氣。
2 存在的問題
輪胎生產作業過程中產生的問題主要為胎圈起泡(見圖2)、胎圈缺膠(見圖3)、胎圈溢膠和胎趾出邊等,可能導致使用中慢漏氣、外觀缺陷和增加成本等。
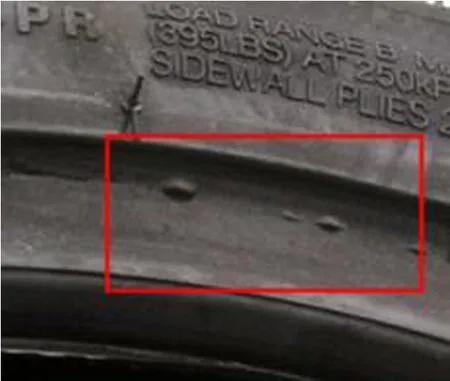
圖2 胎圈起泡
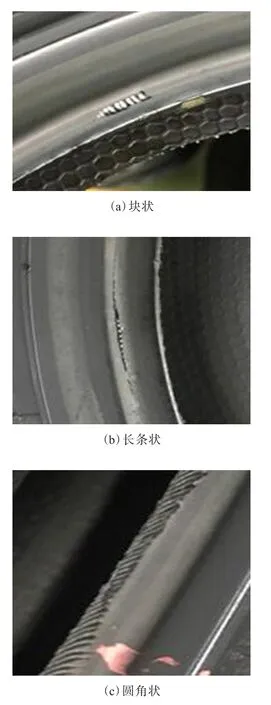
圖3 胎圈缺膠
另外,成型胎坯存在胎面貼偏、胎面破洞和胎面邊緣未壓實等問題(見圖4)。
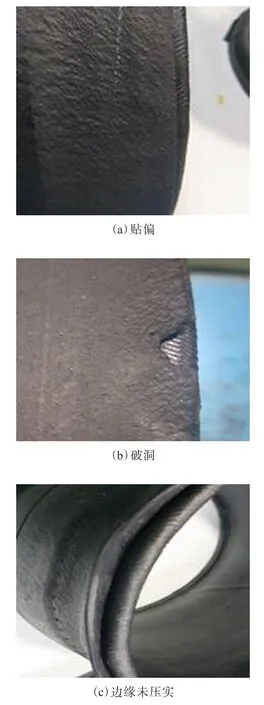
圖4 胎面問題
3 原因分析
對胎圈缺膠問題進行分析,找出產生問題的主要因素,如圖5所示。
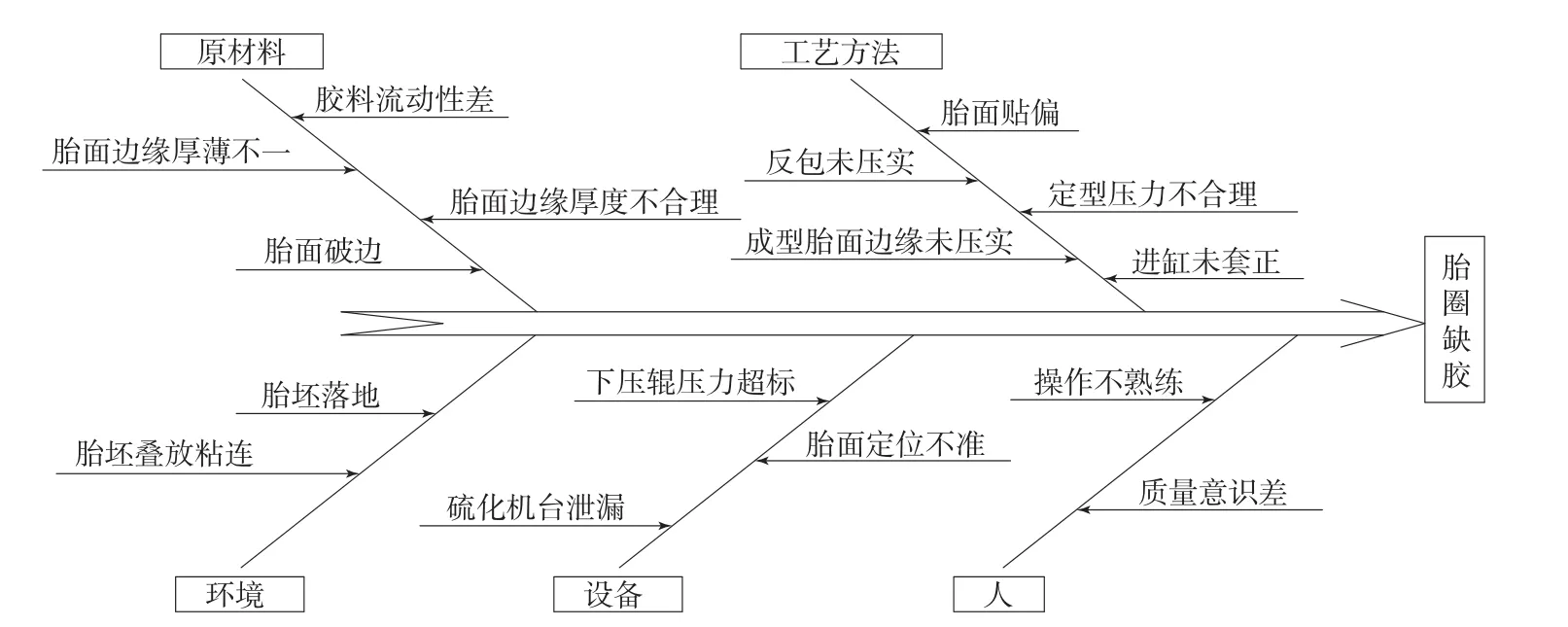
圖5 胎圈缺膠問題分析
4 改進措施
根據分析發現的主要原因,制定相應的解決措施。
(1)胎面定位不準。對成型工序胎面上壓輥進行改造,由氣缸式壓輥改成擺臂式導向壓輥,使胎面在成型鼓上貼合時定位準確,如圖6所示。
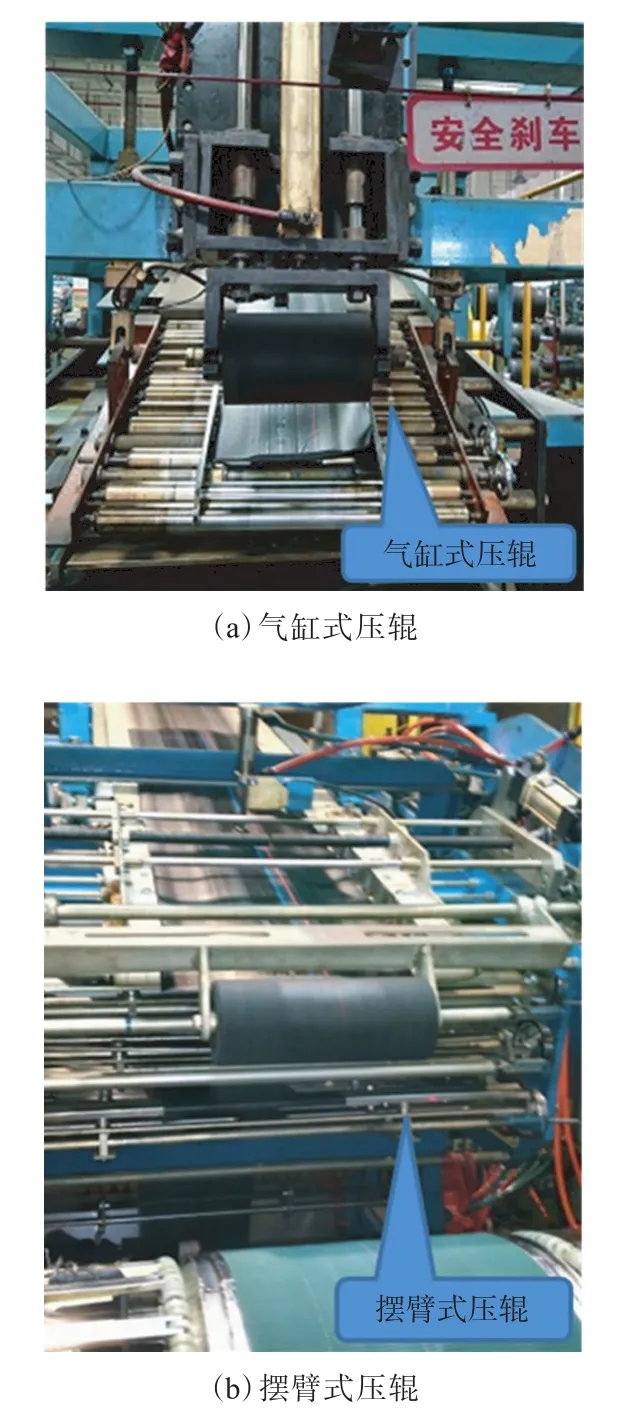
圖6 胎面貼合設備
(2)下壓輥壓力超標。①整理現場各成型機型的壓力規范;②對各成型機壓力執行標準后統計胎面延展寬度;③對各膠種在標準壓力下成型的胎坯進行病疵驗證。工藝撿查人員抽查,確保所有成型人員都按標準作業,自檢表壓力點檢項執行率達到100%。
(3)硫化機臺泄漏。①開班前緊固膠囊夾盤;②更換膠囊、修理中心桿時必須更換密封圈;③對于硫化機臺泄漏導致的成品輪胎胎圈圓角狀缺膠問題,在硫化程序中增加“氮氣泄漏報警”系統。當發生氮氣泄漏,壓力值低于設定值時,該機臺不計產量,并在硫化運行畫面主頁上跳出“氮氣泄漏報警”,提醒硫化人員及時聯系維修。工藝檢查人員抽查,確保硫化人員、膠囊助理和保養人員都能夠按照要求進行作業。
(4)胎坯落地、粘連。①制定胎坯掛放及管鏈運輸的標準,規范胎坯存放,如圖7所示;②進缸前對胎坯進行挑選,不合格胎坯不準進缸硫化,落實上下工序互檢要求。

圖7 胎坯存放
(5)胎面貼偏。①成型貼胎面時成型鼓速度相應調慢,保證胎面貼正;②成型上壓輥由氣缸式改成擺臂式,胎面定位導向,保證胎面貼正;③加長成型機胎面托架,縮短胎面與成型鼓鼓面的距離,大大減小了胎面在貼合時產生的偏移。確保準確貼合,避免手工干預。
(6)成型胎面邊緣未壓實。①成型輥壓時確保重疊5 mm以上[4];②胎面邊緣輥壓時保證邊緣至少壓一圈以上,該程序在成型機界面內設定好。確保工藝抽查執行率達到100%。
(7)胎面破邊。①口型板在使用前必須預熱,溫度達到100 ℃以上才能使用[5];②聯系上工序對特殊膠料進行濾膠。確保工藝抽查執行率達到100%。
此外,通過調整胎面邊緣厚度、定型壓力,改善膠料流動性,加強操作人員培訓和嚴格落實操作規范等,有效解決了胎面厚度不合理及進缸未套正等其他導致胎圈缺膠的問題。
5 改進效果
采取上述改進措施后,有效減少了胎圈缺膠問題,輪胎的綜合修補率由9.80%下降至5.00%,比改進前下降了4.8%,修補人員減少4人,降低了公司內部故障處理成本,一年可為公司節約成本76萬元,經濟效益顯著。另外,降低輪胎修補率也有利于提供基于綠色價值鏈的環保、低碳、高性價比的輪胎產品,有效提高了環保性和社會效益。
6 結語
生產實踐證明,此次質量改善工作是成功的,主要采取了以下措施。
(1)將上壓輥由氣缸式改為擺臂式,胎面定位導向,保證胎面貼正。
(2)加長胎面托架,縮短胎面與成型鼓鼓面的距離,使胎面更易貼正。
(3)口型板在使用前必須預熱,溫度達到100℃以上才能使用。
(4)制定胎坯掛放及運輸標準,規范胎坯存放管理。
為了使改善效果能夠持續穩定,制定了如下鞏固措施。
(1)每季度安排一次關鍵崗位質量意識教育和崗位技能培訓。
(2)建立科學的流程標準,進一步落實“下道工序就是上道工序用戶”的管理概念。做好上下工序互檢工作。
(3)加強并完善工藝相應的經濟責任制,使工段、班組和個人層層落實相應的責任制。
(4)提高員工文化素質,完善技術創新體制,把技術創新作為增強企業競爭力的關鍵措施。