
基于LMA算法的焊接參數與熔核直徑相關性分析
2021-07-20 06:36:54韓佩邢立偉邢曉芳路浩
金屬加工(熱加工) 2021年7期
關鍵詞:影響
韓佩,邢立偉,邢曉芳,路浩
西安石油大學材料科學與工程學院 陜西西安 710065
1 序言
在車輛車體制造過程中,電阻點焊是重要的焊接技術之一,它具有生產效率高、易于實現自動化以及經濟性好等優點[1]。車輛的質量、結構性能、壽命、安全設計、強度、剛度和完整性不僅取決鋼板的力學性能,也取決于點焊的質量。傳統的破壞性試驗存在一定的滯后性。為更好地促進點焊技術的發展,人們對點焊質量監測技術的研究方向己從傳統離線檢測轉到在線監測,以此來監測反饋點焊過程,實時調節焊接過程參數,保證焊點質量的合格率[2]。因此,研究焊接參數對熔核直徑的影響具有重要意義。
本文主要通過調節焊接電流、焊接時間和電極壓力來研究焊接參數對熔核直徑的影響。基于Levernberg-Marquardt算法(LMA)對不同焊接參數與熔核直徑之間進行分析,探究焊點直徑和焊接參數的相關性。
2 點焊試驗
點焊的焊點強度很大程度上取決于熔核直徑[3],因此本文將熔核尺寸作為焊點強度的一個間接反映指標。
本次試驗選用的焊機為中頻逆變點焊機,焊接設備為DM-100/200。試驗中所用的電極為端面直徑10mm的鋯銅球面電極。本次試驗所用材料均為板厚1.0mm厚的SUS301奧氏體不銹鋼。試樣尺寸按ISO 14273:2016《電阻焊-焊縫的破壞性檢驗》[4]制備,如圖1示。熔核直徑采用游標卡尺按圖2方法進行測量并取平均值,測量精度0.02mm。

圖1 試樣尺寸
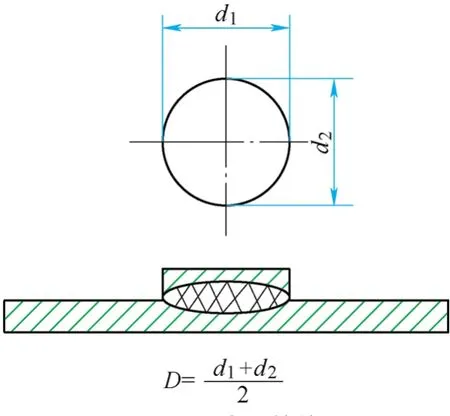
圖2 焊點直徑的檢測
本文采用不同焊接電流、焊接時間和電極壓力對試樣進行了三組焊接試驗,每組參數焊接3個試件,測量結果取平均值。
第一組試樣,討論不同焊接電流對熔核直徑的影響,見表1。在焊接時間為140ms、電極壓力為7.5kN的條件下,焊接電流從15.5kA每隔0.5kA逐步增加直到19.5kA。

表1 第一組試樣焊接參數
第二組試樣,討論不同焊接時間對熔核直徑的影響,見表2。在焊接電流為18.5kA、電極壓力為7.5kN的條件下,焊接時間從60ms每隔20ms逐步增加直到180ms。

表2 第二組試樣焊接參數
第三組試樣,討論不同電極壓力對熔核直徑的影響,見表3。在焊接電流為18.5kA、焊接時間為140ms的條件下,電極壓力從6.5kN增加8.5kN。
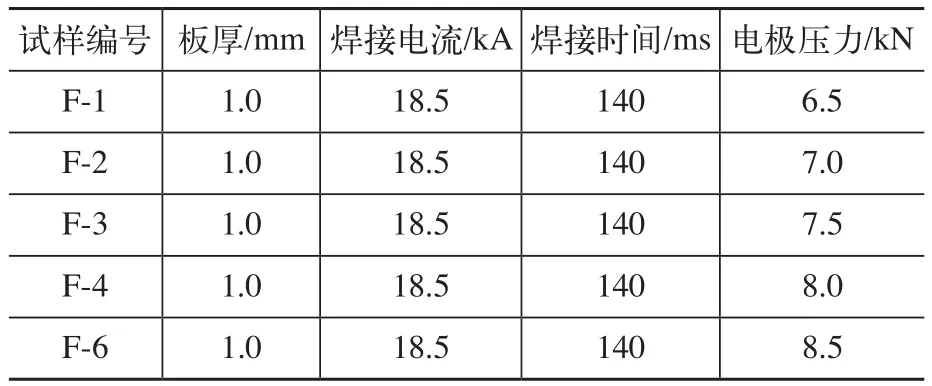
表3 第三組焊接參數
3 試驗結果及分析
板厚1.0mm的奧氏體不銹鋼熔核直徑隨焊接電流變化曲線如圖3所示。從圖3可以看到,熔核直徑隨焊接電流的增加呈現三段不同趨勢。

圖3 焊接電流對熔核直徑影響
第一段:當焊接電流由15.5kA增加到17.5kA時,電阻點焊熔核直徑隨電流的增加快速增加,熔核直徑從12mm增加到15mm,分析認為這是由于母材內部熱源發熱量急劇增大,熔核尺寸快速增大。
第二段:焊接電流從17.5kA增加到18.5kA時,熔核直徑從15mm緩慢增加到16mm,由于板間翹離限制了熔核直徑的增大和溫度場進入準穩定狀態,熔核直徑緩慢增大,當熔核直徑增加到16mm時,熔核直徑最大。
第三段:當焊接電流從18.5kA增加到19.5kA時,熔核直徑減小,這主要是因為焊接電流過高導致加熱速度夠快,熔核周圍塑性環尚未形成,導致熔核的金屬液體在電極壓力的作用下被擠出焊接區,產生飛濺,熔核尺寸減小。因此,熔核尺寸對焊接電流的變化比較敏感。
焊接時間對電阻點焊熔核直徑的影響如圖4所示。從圖4可以看到,熔核直徑隨焊接電流的增加呈現兩段不同趨勢。
第一段:當焊接時間從60ms增加到140ms時,焊接區析出的熱量除少部分散失外逐漸積累,熔核直徑隨著焊接時間的增加而快速增加。
第二段:當焊接時間到達140ms時,由于焊接熱量的散失量和吸入量基本保持平衡,隨著焊接時間的增加,熔核直徑的增長并不明顯。但是,即使焊接時間繼續增加,圖4中的曲線也不會立即下降,這是因為盡管熔核尺寸達到飽和,但塑性環還有一定擴大,再加上焊接熱量加熱速率較為緩慢,因而一般不會產生飛濺,只會使焊件表面的壓痕加深。

圖4 焊接時間對熔核直徑的影響
電極壓力對電阻點焊熔核直徑尺寸的影響如圖5所示,可以看到熔核直徑隨電極壓力的增加呈現兩段不同趨勢。

圖5 電極壓力對熔核直徑的影響
第一段:當電極壓力從6.5kN增加到7.5kN時,熔核直徑隨著電極壓力的增加增到最大。
第二段:當電極壓力繼續增加時,由于焊件與電極之間的接觸面積增大,接觸電阻減小,焊接區產熱能力減弱,散熱能力增強,熔核直徑逐漸減小。因此,在增加電極壓力的同時應適當增加焊接電流,以此來獲得良好的熔核。
4 焊接參數與熔核直徑相關性分析
4.1 單一因素相關性分析
基于Levernberg-Marquardt算法(LMA)的非線性最小二乘法對試驗結果進行處理[5]。最小二乘法是利用最小化誤差的平方和來搜索數據的最佳函數匹配的數學方法,通過最小二乘法能夠快速地計算出一些未知的數據,并可以使計算出的數據與實際數據之間誤差的平方和最小[6]。偏差情況用R2表示,R2越接近于1,說明擬合程度越好。
由前述分析可知,焊接電流、焊接時間和電極壓力直接影響熔核直徑的大小。根據試驗結果將焊接電流、焊接時間和電極壓力與熔核直徑分別進行相關性分析。焊接電流和熔核直徑的關系如圖6所示,從圖中可看出,焊接電流對熔核直徑有較好的相關性,并且呈線性相關性,相關系數R2=0.9799。

圖6 焊接電流與熔核直徑相關性
焊接時間和熔核直徑的關系如圖7所示,從圖中可看出,焊接時間對熔核直徑有較好的相關性,呈線性相關,相關系數R2=0.9448。

圖7 焊接時間與熔核直徑相關性
電極壓力和熔核直徑的關系如圖8所示,從圖中可看出,電極壓力和熔核直徑成非線性相關,相關系數R2=0.9778。

圖8 電極壓力與熔核直徑相關性
結合上述分析,焊接電流對熔核直徑的影響最大,電極壓力次之,焊接時間影響最小。分析認為熔核的形成主要依靠焊接產生的熱量,焊接電流直接影響焊接熱量,而電極壓力影響焊件與電極之間的接觸面積,焊件與焊件之間的接觸面積,進而影響焊件與焊件之間的接觸電阻,而接觸電阻的大小又影響焊接熱量的大小。由于電極壓力和焊接電流都影響接觸電阻,因此在調節電極壓力的同時需要適當的調節焊接電流。
4.2 多參數與熔核直徑分析
對上述數據進行分析處理,在多因素條件下考察單一焊接參數對熔核直徑的變化影響。
焊接電流、電極壓力多因素作用下的熔核直徑的變化如圖9所示。從圖9可看出,熔核直徑隨電極壓力的增加緩慢,如AB曲線所示,熔核直徑隨焊接電流的增加較為迅速,如BC曲線所示。

圖9 焊接電流、壓力作用下熔核直徑變化
在實際生產中,應優先調節電極壓力至合適范圍或合適值,然后再調節焊接電流,才能更有效地增加焊核直徑,提高接頭質量。
5 結束語
1)采用DM-100/200點焊機焊接1.0mm厚奧氏體不銹鋼SUS301,焊接電流閾值為15.5kA,焊接時間閾值為60ms,電極壓力閾值為6.5kN。
2)熔核直徑隨焊接電流的增加而增加,當超過18.5kA,熔核尺寸減小。當焊接時間從60ms增加到140ms時,熔核直徑隨著焊接時間的增加而快速增加,而當焊接時間到達140ms時,熔核直徑的增長不明顯,且不產生飛濺,只會使焊件表面的壓痕加深。當電極壓力從6.5kN增加到7.5kN時,熔核直徑隨著電壓的增加而增到最大。電極壓力繼續增加時,熔核直徑減小。
3)焊接電流對熔核直徑有較好的相關性,并且呈線性相關性,相關系數R2=0.9799。焊接時間對熔核直徑有較好的相關性,成線性相關,相關系數R2=0.9448。電極壓力和熔核直徑呈非線性相關,相關系數R2=0.9778。焊接電流對熔核直徑的影響最大,電極壓力次之,焊接時間影響最小。
4)在實際生產中,應優先調節電極壓力至合適范圍或合適值,然后再調節焊接電流,才能更有效地增加焊核直徑,提高焊接接頭質量。
猜你喜歡
英語文摘(2022年4期)2022-06-05 07:45:18
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
