標準麻花鉆的刃磨技巧與口訣
2021-07-20 06:03:06錢鋒
金屬加工(冷加工) 2021年6期
關鍵詞:動作
錢鋒
杭州蕭山技師學院 浙江杭州 311201
1 序言
雖然現代化企業中大量使用高精度一次性刀具,但中小直徑麻花鉆的手工刃磨還是比較普遍,特別是在小批量、單件生產中,作為鉗、車和數控等操作人員,熟練掌握麻花鉆的刃磨更是一項重要的基本功。
標準麻花鉆刃需要刃磨2個主后刀面,刃磨面為圓弧面,刃磨后形成3條刃(1條橫刃、2條主切削刃)和3個角(頂角118°±2°、橫刃斜角50°~55°和外緣處后角10°~14°),且要求2條主切削刃高度盡量相等,屬于手工刃磨難度最高的刀具之一。
在刃磨前必須充分了解標準麻花鉆的正確角度,可以找一支較大的新鉆頭作為樣本,仔細觀察其結構和角度,在刃磨過程中不斷與其比對,隨時糾正。
2 刃磨口訣與要領
對于新手,不要急于開機刃磨,應先找一個類似砂輪的圓盤零件或在靜止的砂輪機上,按照“一角二平三動作”的口訣進行模擬練習。
1)“一角”即60°角。是鉆頭軸線與砂輪外圓面母線呈60°角,也就是麻花鉆頂角118°±2°的一半。如果對角度沒概念,可以用角度尺測量。一定要牢記并控制這個角度,整個刃磨過程中此角度始終保持不變,是刃磨麻花鉆保證刃角正確的前提條件。
2)“二平”是指將鉆身和主切削刃放置水平。右手在前,手指前端捏在麻花鉆螺旋槽處,麻花鉆頭部露出20mm左右。左手在后,手指捏住鉆柄,右手手指靠在托架上(砂輪機托架調至砂輪中心高度),將鉆身擺放水平,然后旋轉麻花鉆至主切削刃處于水平位置。
刃磨過程中,應確保鉆頭主切削刃始終處在高于砂輪中心線的位置。在開始刃磨前擺放好正確位置,做好“一角二平”,是正確刃磨麻花鉆必須要做好的前提條件。
3)“三動作”是指“左壓、前推、略帶轉”。“左壓”(主動作)即左手下壓,麻花鉆以右手為支點,鉆頭部上翹。“前推”(進給動作)即兩手同時向砂輪推送麻花鉆。“略帶轉”(輔助動作)即麻花鉆繞自身軸線做順時針旋轉。這3個動作必須相互結合、同時完成,單獨做1個或2個動作是無法正確刃磨好麻花鉆的。進行完“三動作”后(即完成1次刃磨),要把麻花鉆恢復到“一角二平”位置,再重新開始“三動作”,如此重復刃磨,才能磨出正確刃面。
3 刃磨質量與動作分析
沒有做到“一角二平”刃磨出的形狀變化復雜,難以分析,以下分析都建立在做好“一角二平”的前提下。
因為“三動作”是相互結合的,所以任何1個或2個動作不到位都會影響刃磨角度。具體分析如下。
(1)頂角>118°±2°或頂角<118°±2° 具體分析如下。
1)產生原因:刃磨時沒有正確控制“一角”大小,刃磨過程中鉆頭軸線與砂輪外圓面母線的60°夾角發生變化。
2)導致問題:引起頂角過大或過小,或使主切削刃呈凸弧形,影響麻花鉆頂角及外緣處刀尖角強度,縮短使用壽命。
3)解決方法:刃磨過程中,始終要確保鉆頭軸線與砂輪外圓面母線呈60°角,可用角度樣板測量角度,從而確保刃磨出正確的頂角。
(2)主后刀面圓弧不順滑且出現多個面 具體分析如下。
1)產生原因:刃磨動作不連貫或刃磨時沒有從主切削刃處開始。
2)導致問題:刃磨角度無法準確控制,孔徑和孔壁質量無法保證。
3)解決方法:主后刀面要刃磨光滑,需要進行多次練習,直至刃磨動作連貫流暢。麻花鉆開始接觸砂輪時動作要緩慢,仔細觀察是否有火花從前刀面流出,有流出即說明主切削刃已經被刃磨到了。
(3)主后刀面后部出現“翹尾巴”現象 具體分析如下。
1)產生原因:刃磨時“左壓”的動作幅度不夠,導致主后刀面后部未刃磨到(見圖1)。
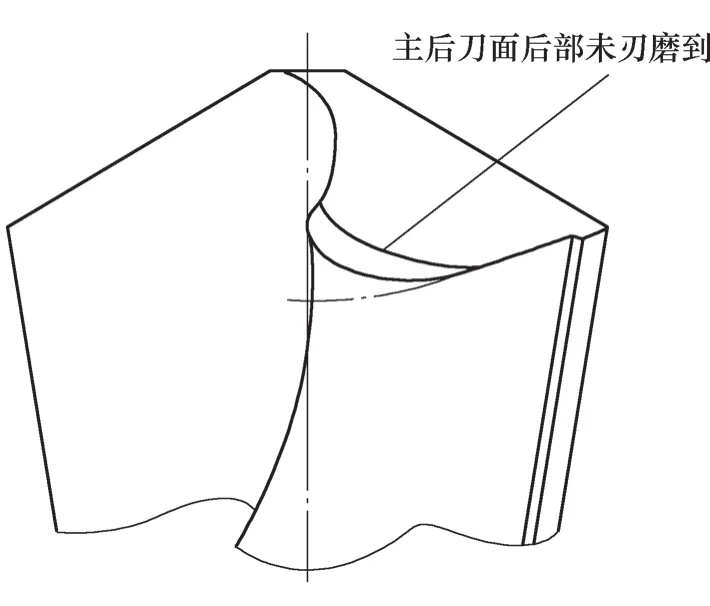
圖1 主后刀面后部未刃磨到
2)導致問題:在鉆孔時,此部位可能會高于主切削刃,使鉆頭無法正常進給。
(4)主后角過小或出現負后角 具體分析如下。
1)產生原因:刃磨時“前推”的動作力度不夠,導致主后刀面刃磨量少,或在低于砂輪中心處刃磨,會使主后角過小,甚至產生負后角。
2)導致問題:鉆孔時無法正常進給,或軸向抗力增大。產生切屑薄,甚至無切屑,無法順暢切削鉆孔。
3)解決方法:麻花鉆外緣處的后角應為10°~14°。刃磨時,在主切削刃接觸砂輪后,逐漸增大兩手向砂輪推送麻花鉆的力度,從而增大主后角。與相同大小的標準鉆頭進行比對,調整角度,保證兩點等高主后角為0°(見圖2)。提高刃磨位置,確保刃磨位在砂輪中心以上。
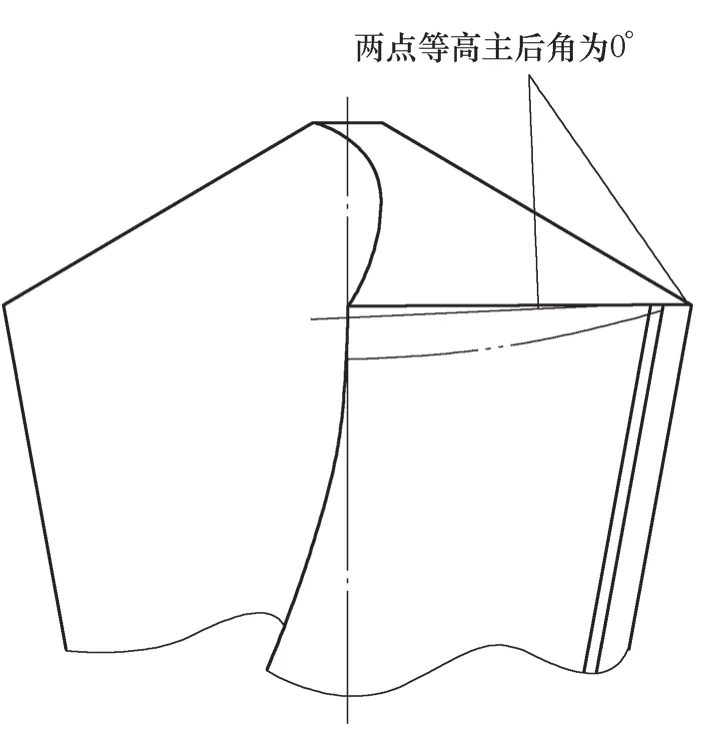
圖2 兩點等高主后角為0°
(5)主后角過大導致外緣處鍥角薄弱 具體分析如下。
1)產生原因:刃磨時“前推”的動作力度太大,或砂輪的刃磨位過高,致使主后角偏大。
2)導致問題:鉆孔時,孔坑會出現呈三棱錐或五棱錐形,孔壁處產生溝槽。外緣處楔角薄弱,會縮短鉆頭使用壽命,增加刃磨次數,降低生產效率。
(1)規范性原則。在電網“三集五大”重要戰略要求下,運營在線監測系統架構設計各部分內容,應該按照電力企業相關技術規范、架構設計規范等要求進行設計。
3)解決方法:刃磨時,在主切削刃接觸砂輪后,逐漸減輕兩手向砂輪推送麻花鉆的力度,從而增大主后角。
(6)橫刃斜角<50° 具體分析如下。
1)產生原因:刃磨時“略帶轉”的動作幅度過大,致使橫刃斜角<50°。
2)導致問題:刃磨時鉆身轉動幅度大,橫刃斜角被磨小,橫刃會加長,甚至會被磨掉部分或全部主切削刃,使主切削刃變鈍。導致無法正常鉆孔,大幅度增加切削力和軸向抗力。
3)解決方法:刃磨時,減少麻花鉆繞自身軸線做順時針旋轉動作的幅度,逐漸增大橫刃斜角,保證橫刃斜角角度為50°~55°(見圖3)。

圖3 橫刃斜角
(7)橫刃斜角>55° 具體分析如下。
1)產生原因:刃磨時“略帶轉”的動作幅度過小。
2)導致問題:橫刃斜角>55°會引起橫刃前角變小,同樣會導致切削力和軸向抗力的增加。
3)解決方法:刃磨時,略微加大麻花鉆繞自身軸線做順時針旋轉動作的幅度,逐漸增大橫刃斜角。
(8)兩主切削刃高度不相等 具體分析如下。
1)產生原因:刃磨時2個主后刀面磨去的量無法確定,加之沒有仔細目測并控制兩主切削刃高度。
2)導致問題:鉆孔時形成單刃切削,切屑只在一邊出現。因為兩主切削刃高低不等(見圖4),鉆心也發生偏離,嚴重的會引起鉆頭定心不良、工件晃動及孔徑擴大等問題。
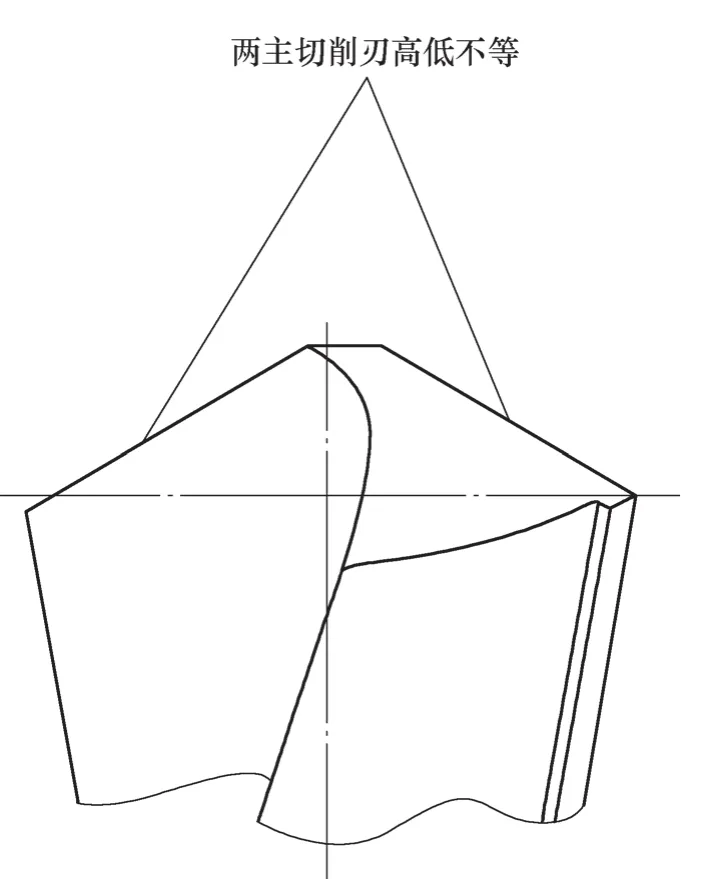
圖4 兩主切削刃高低不等
3)解決方法:刃磨好兩面后,鉆頭向上舉起,與眼睛等高,對著柔和光源仔細觀察2條主切削刃高度,通過反復旋轉180°進行對比,也可以借助測量工具進行檢查。
4 結束語
麻花鉆的修磨和應用都要建立在能夠熟練刃磨標準麻花鉆的基礎之上,標準麻花鉆的刃磨動作以“一角二平”為基本條件,并協調好“左壓、前推、略帶轉”這3個動作之間的關系。“一角二平三動作”能夠給初學者提供操作依據,使其更快速地掌握標準麻花鉆的刃磨。
標準麻花鉆刃磨完整口訣如下:鉆軸斜放定“一角”,磨位要比輪心高;鉆身主刃“二平”放,刃磨起始均做到;左手下壓略帶轉,雙手齊推出后角;“三動作”間互協調,刃部起磨漸輕靠。
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27
