
激光熔覆修復技術在40Cr軸類零件現場修復中的應用
2021-07-20 12:24:50都躍良
金屬加工(熱加工) 2021年6期
關鍵詞:工藝
都躍良
鎮海石化建安工程有限公司 浙江寧波 315211
1 序言
風機廣泛用于工廠、礦井、隧道、冷卻塔的通風、排塵和冷卻,以及鍋爐和工業爐窯的通風和引風,在化工行業應用廣泛。其中風機主軸長期承受隨機交變載荷,經常在惡劣工況下工作,易出現磨損甚至斷裂失效等情況[1-4]。一旦損壞將直接影響整個化工設備的運行,是化工廠修復工作的重中之重。由于大型軸類零件價格較高,生產周期長,因此具有較高的修復價值。磨損軸類零件的現場修復一直是亟待解決的技術難題,利用激光熔覆修復技術在磨損軸面上制備出高強度和高耐磨性的合金涂層,不僅能夠延長風機的使用壽命,減少生產成本,而且使資源得到循環再利用[5-9]。
目前,已有諸多學者對激光修復技術在不同領域的應用開展了大量研究。張震等[10]針對PCrNi3MoVE鋼制炮用受損零部件的高性能修復需求,修復試樣的抗拉強度、沖擊韌度均高于PCrNi3MoVE鋼基材鍛件標準,伸長率略低于鍛件。劉俊航等[11]運用激光熔覆技術在Q235鋼表面熔覆Ni60合金,研究了不同掃描速度對熔覆層的顯微組織、硬度和耐磨損性能的影響。試驗表明,隨著掃描速度的增加,激光熔覆層的硬度和耐磨性得到改善。鄧德偉等[12]采用等離子堆焊技術在Z2CN18-10核電用不銹鋼表面堆焊Ni60合金,并研究Ni60合金堆焊層的組織結構、硬度和耐蝕性能,結果表明,Ni60堆焊層硬度約為500HV,明顯高于基體。李金華等[13]采用正交試驗法研究了激光熔覆過程中相對工藝參數對Ni60合金粉末組織和顯微硬度的影響,結果表明,不同工藝參數下熔覆層的顯微硬度差異不大,主要集中在680~720HV,而熔覆層的高度波動較大。
上述研究主要集中在鋼制炮、模具等的修復領域,對于化工機械的現場激光修復工藝研究較少。為了促進激光修復技術更好地服務于化工生產,本文以出現磨損的40Cr風機主軸為研究對象,通過激光修復系統在40Cr主軸面上進行激光修復。同時,分析了修復層的金相和微觀組織、組織特征、顯微硬度及耐磨性,為提高風機主軸失效表面激光修復層質量提供理論和技術依據。
2 試驗設計
2.1 試驗材料
試驗用的基體材料為風機主軸40C r鋼,試驗前,將試樣表面的油、銹和氧化物除去。采用的Ni60A粉末顆粒直徑為53~150μm,在掃描電子顯微鏡(SEM)下,發現粉末形狀為規則的球體,球狀粉末具有良好的流動性,如圖1所示。基體與粉末材料的主要化學成分見表1。
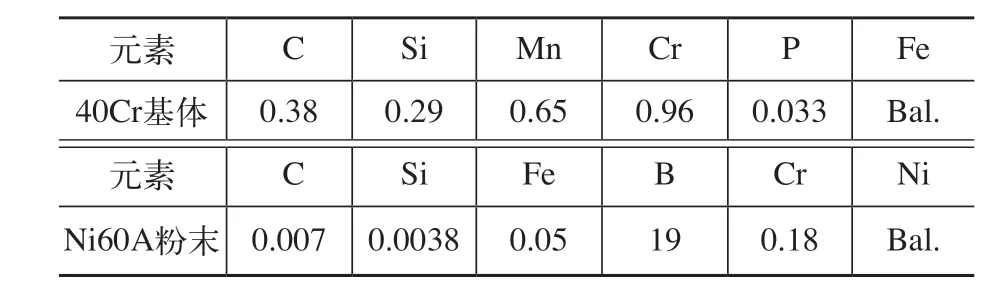
表1 40Cr基體及Ni60A合金粉末的化學成分(質量分數) (%)
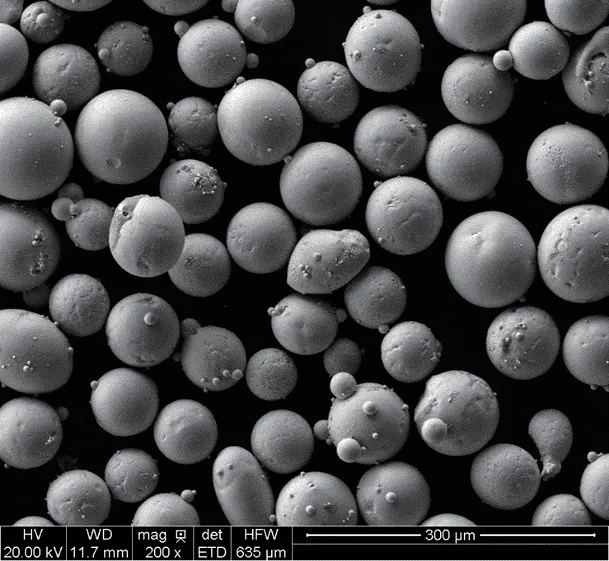
圖1 Ni60A合金粉末
2.2 試驗設備
高溫合金裂紋的激光修復試驗在光纖激光加工系統上進行,該系統包括一臺通快4.0kW光纖激光器(波長1070nm,光斑直徑為1.5mm,最高功率4.0kW,修復時選擇連續模式)、ABB 6軸機器人、熔覆頭、冷水機、送粉器和修復工裝系統等,激光修復試驗系統如圖2所示。
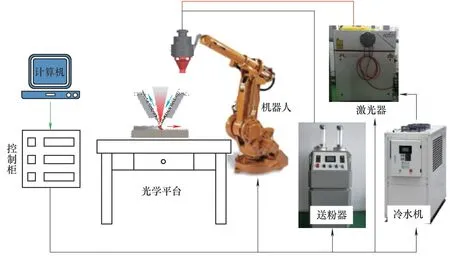
圖2 激光修復試驗系統
2.3 試驗參數設置
為研究不同激光參數對修復界面結合的影響規律,采用單一變量法設計了4組(見表2)單道修復試驗,變化的修復參數分別為激光功率和掃描速度。激光功率變化為0.8~1.6kW,掃描速度變化為2~8mm/s。找到最佳修復工藝參數進行多道多層激光修復,再進行修復區微觀組織分析、顯微硬度和摩擦磨損性能分析。
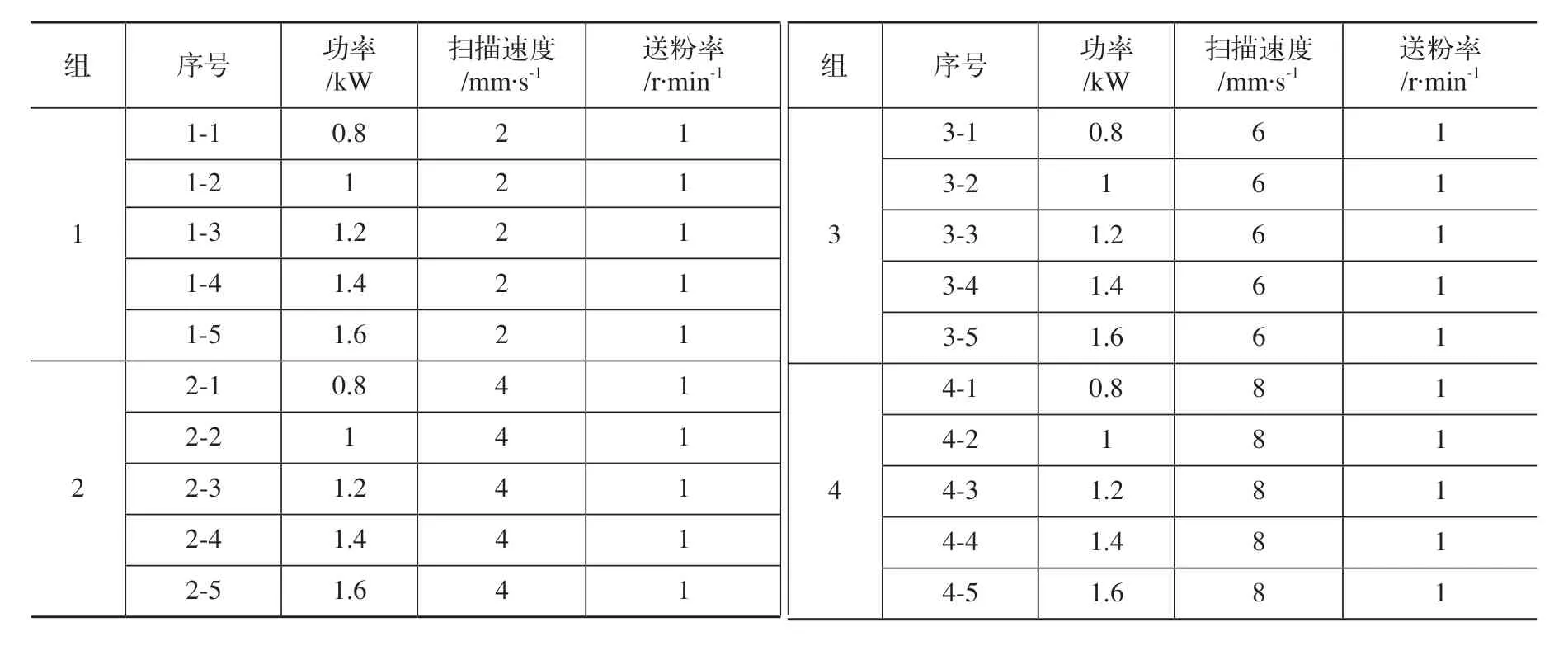
表2 修復工藝參數
3 試驗結果與分析
3.1 工藝參數對修復區金相組織的影響
為研究不同激光參數對修復界面結合的影響規律,4組參數下的修復試驗結果見表3。首先從單道修復件的宏觀形貌觀察,發現當掃描速度為2mm/s和8mm/s時,修復區表面出現較多明顯的裂紋。當掃描速度較大時,輸入的能量密度較大,產生的溫度較高,修復區和基體之間的溫度梯度過大,導致產生的熱應力較大,因此在修復區表面產生裂紋。同時,當掃描速度較高時,一方面是由于輸入的能量密度小,另一方面是由于掃描速度較大,修復區的熱量還來不及向基體傳遞,導致修復區和基體之間的熱應力增大,因此產生裂紋。當掃描速度為4mm/s和6mm/s時,修復區表面沒有產生裂紋,修復區表面較光滑且沒有黏粉。為觀察修復區與基體之間的結合情況,采用線切割機床沿垂直于修復道的面進行切割,然后鑲嵌、拋磨等。之后用4%硝酸乙醇溶液腐蝕40Cr基材,再用王水溶液(HCl:HNO3體積比為3:1)對修復區進行腐蝕,使用激光共聚焦顯微鏡觀察修復區的金相組織,并測量修復區的熔深、熔寬和熱影響區,從而得到最佳工藝參數,為多道多層修復提供工藝基礎。
為研究不同激光參數對修復區的熔深、熔寬和熱影響區的影響規律,采用激光共聚焦顯微鏡對腐蝕好的金相組織進行觀察,見表3。從表3可以看出,當掃描速度為2mm/s和8mm/s時,修復區和基體結合效果較差,修復區存在裂紋等缺陷。當掃描速度為4mm/s和6mm/s時,修復區和基體可以實現良好的冶金結合,但是仍存在一些氣孔等微小缺陷,當掃描速度為4mm/s時,激光功率為1.2kW、1.4kW和1.6kW時,內部均勻且無明顯缺陷。熔深、熔寬和熱影響區大小如圖3所示。從圖3中可以發現,當掃描速度不變時,隨著激光功率的增加,熔深、熔寬和熱影響區逐漸增大。當激光功率不變時,隨著掃描速度的增加,熔深、熔寬和熱影響區逐漸減小。當掃描速度為4mm/s,激光功率為1.2kW時,熔深和熔寬較小,熔覆層對基體的稀釋較小,且修復區內部均勻無缺陷。
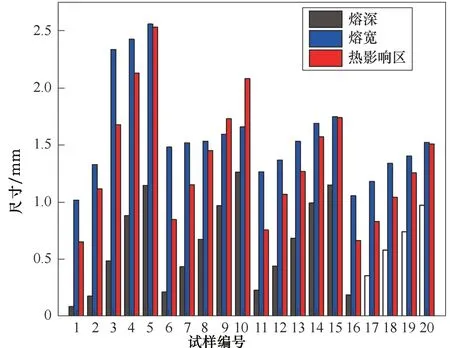
圖3 單因素試驗熔覆深度、熔覆寬度和熱影響區統計結果
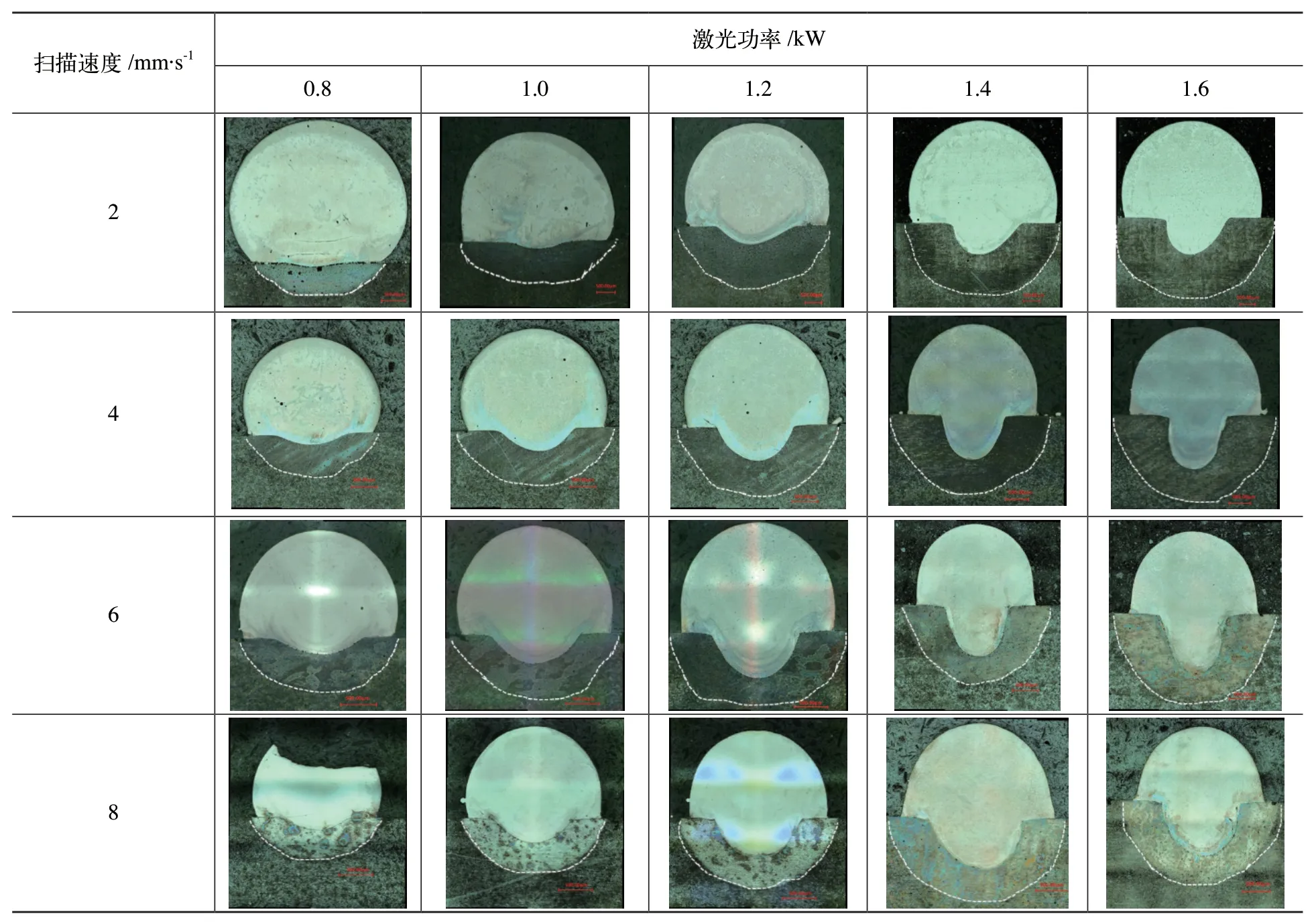
表3 不同激光工藝參數的金相組織
3.2 優化工藝參數對顯微組織的影響
通過激光修復單因素試驗分析,發現當掃描速度為4mm/s、激光功率為1.2kW時,修復區內部均勻無缺陷。使用SEM對金相組織進行觀察(見圖4),可以發現,修復區與基體可以形成良好的冶金結合,在修復區底部和兩側結合較好,沒有發現氣孔、裂紋等缺陷。修復區底部組織為粗大的柱狀晶和枝晶,沿沉積方向外延生長。采用掃描速度為4mm/s、激光功率為1.2kW的工藝參數進行多道多層修復試驗(見圖5),發現修復層與修復層之間可以實現無缺陷的結合,如圖5d所示。修復道與修復道之間也能實現良好的結合,如圖5e和圖5f所示。
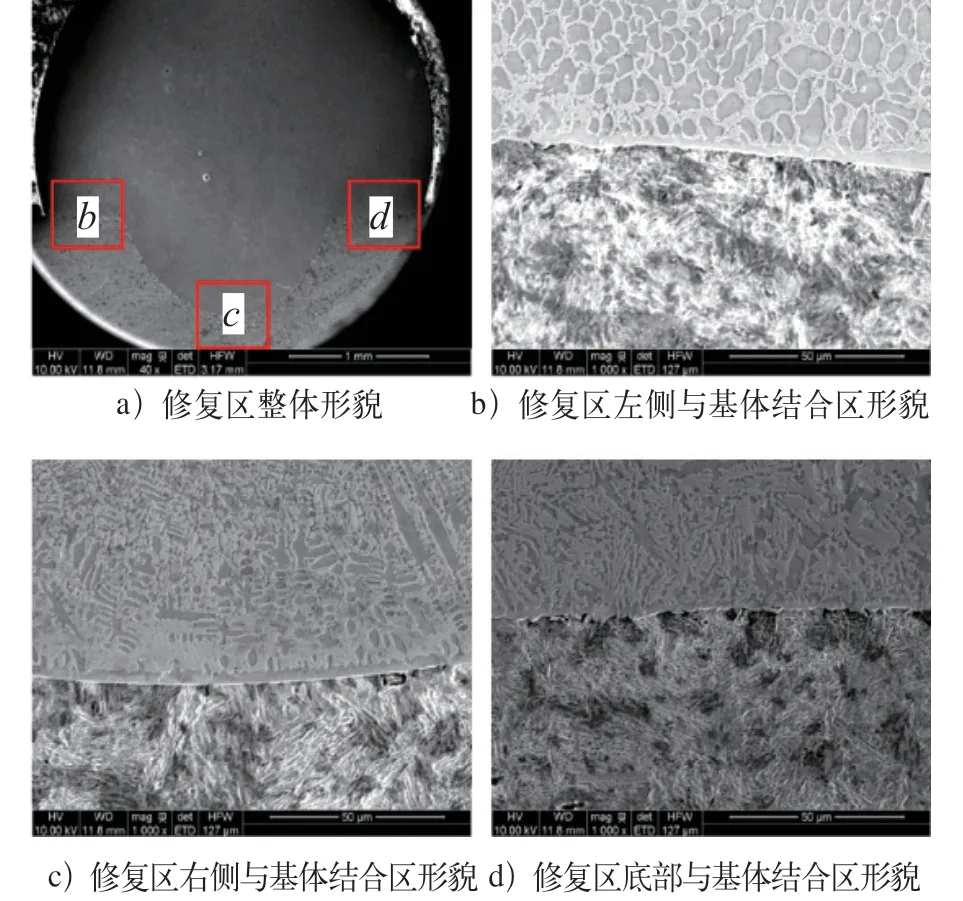
圖4 速度為4mm/s、激光功率為1.2kW時單道修復區的 顯微組織
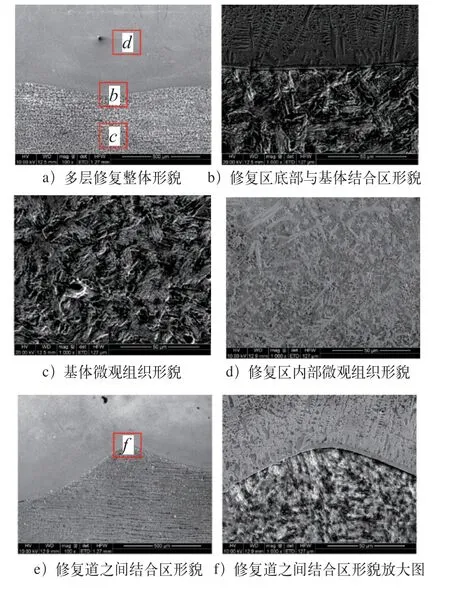
圖5 速度為4mm/s、激光功率為1.2kW時多層修復區的 顯微組織
3.3 修復層力學性能分析
為進一步分析激光修復對材料力學性能的影響情況,采用型號為RDHVS-1000Z型顯微硬度計,在200gf(1.96N)的壓力、保壓10s的條件下,對修復區與基體顯微硬度進行檢測。在顯微硬度測量過程中,沿豎直方向對修復層、熱影響區和基體進行了硬度測試,每個區域進行多組測量取平均值,得到平均顯微硬度,如圖6所示。從圖6可以看出,Ni60A修復層的顯微硬度在1000~1200HV,熱影響區的顯微硬度在370HV左右,40Cr基體的顯微硬度為500~530HV。因此可以看出,修復區的顯微硬度相對于基體的顯微硬度提升了1倍。
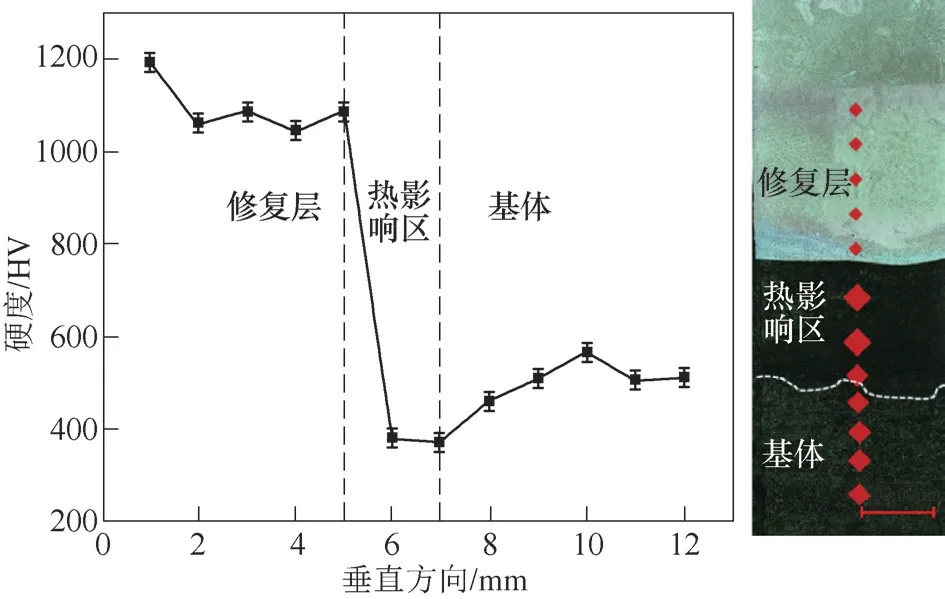
圖6 40Cr基體和Ni60A修復層顯微硬度
3.4 修復層摩擦磨損性能分析
為進一步分析激光修復對試樣耐磨損性能的影響情況,用型號為GF-Ⅰ型摩擦磨損試驗機,施加載荷為25N,運行速度為280r/min,往復長度5mm,摩擦周期30min。選擇直徑為3mm的GCr15軸承鋼球作為研磨球,對40Cr基體和Ni60A修復層摩擦磨損性能進行檢測,得到摩擦磨損系數和磨痕形貌如圖7所示。從圖7可以看出,40Cr基體摩擦系數由0.3逐漸增大到0.8左右;Ni60A修復層的摩擦系數由0.3逐漸增加到0.4左右。修復層的摩擦系數較平穩,波動范圍較小。
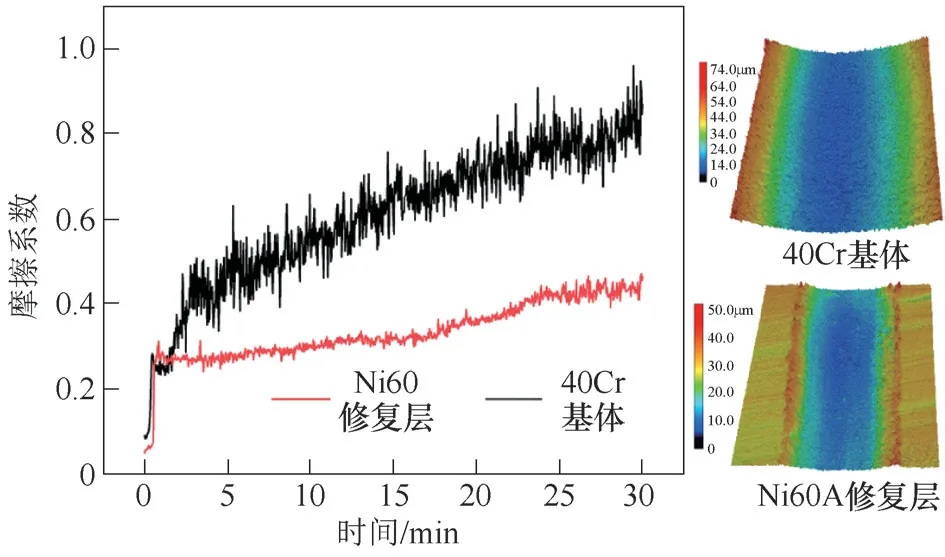
圖7 40Cr基體和Ni60A修復層摩擦系數曲線
采用激光共聚焦顯微鏡對40Cr基體和Ni60A修復層的磨痕表面進行測量,通過公式W=ΔV/(LD)(其中,ΔV磨損體積,L施加載荷,D磨痕長度)計算得出40Cr基體和Ni60A修復層磨損率,如圖8所示。由圖可以看出,40Cr基體的磨損率大于Ni60A修復層的磨損率,這就說明Ni60A修復層的耐磨性要高于基體的耐磨性。為進一步分析40Cr基體和Ni60A修復層耐磨性,采用SEM對磨痕進行觀察,如圖9所示。由圖9b可以看出,40Cr基體磨痕表面出現大塊的片狀磨屑,這表明磨痕表面有些區域發生了塑性變形,形成一層界面膜黏附在磨損表面,這表明材料的表面存在黏著磨損。由圖9d可以看出,Ni60A修復層磨痕表面出現較淺的犁削痕跡,主要表現為磨粒磨損。
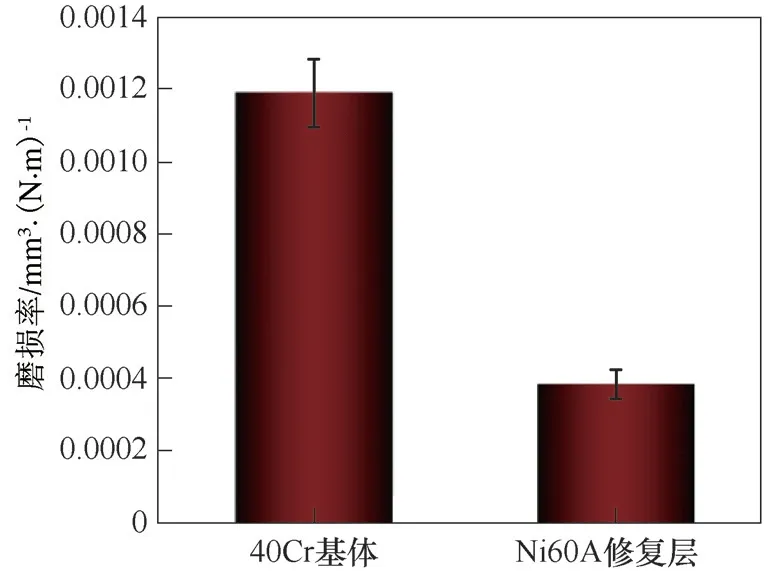
圖8 40Cr基體和Ni60A修復層磨損率
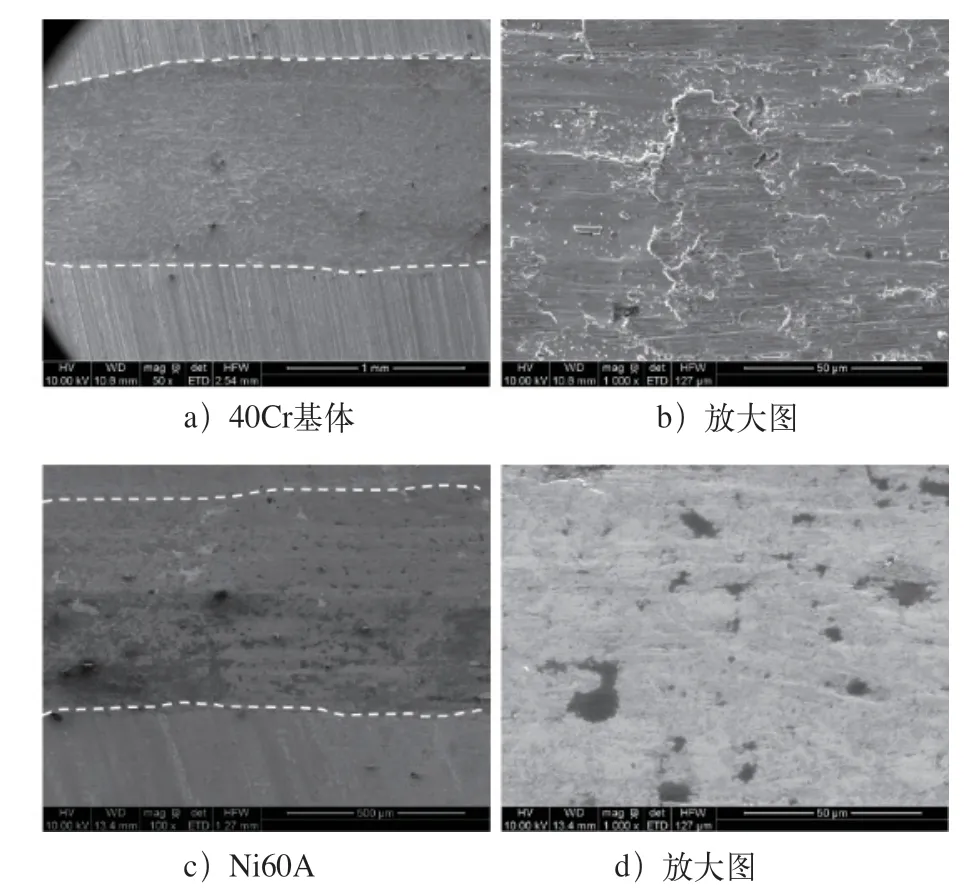
圖9 40Cr基體和Ni60A修復層磨損表面SEM
3.5 風機現場激光修復探索
基于上述工藝探索,采用激光功率1.2kW,掃描速度4mm/s、送粉率1r/min工藝參數,對40Cr風機主軸磨損區進行現場激光修復,修復后的效果如圖10所示。從圖10可以看出,通過激光修復工藝可以在40Cr軸風機主軸上得到無缺陷的Ni60A修復層,且顯微硬度和摩擦磨損性能可以大幅提升。因此,激光熔覆修復技術方法在化工領域具有較好的應用效果。

圖10 現場激光修復狀態
4 結束語
本文采用單因素試驗法研究分析了激光工藝參數(激光功率和掃描速度)對修復質量的影響規律,利用電子掃描顯微鏡、硬度計、摩擦磨損儀等檢測儀器對修復區顯微組織、力學性能和磨損性能等進行表征分析。
1)采用單一變量法優化了激光修復參數,分析激光功率與掃描速度對微觀形貌、金相組織、熔深、熔寬和熱影響區的影響規律。
2)通過控制優化工藝參數,在激光功率1.2kW、掃描速度4mm/s、送粉率1r/min時,Ni60A合金粉末在高能激光束的作用下與40Cr基體實現了良好的冶金結合,未出現氣孔、裂紋及夾渣等缺陷,熔覆層組織晶粒細小均勻。
3)通過激光修復工藝,Ni60A修復層硬度相對于40Cr基體提升了1倍,耐磨性也有大幅度的提升。同時在40Cr風機主軸磨損區進行現場激光修復,現場修復效果較好。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
