基于回歸分析的機車車輛用橡膠關節徑向剛度檢測方法
2021-07-21 11:24:42梁健瑤王喜利鄧夢君翟繼芹蘇志敏
橡膠工業 2021年7期
關鍵詞:檢測
梁健瑤,王喜利,鄧夢君,林 勝,翟繼芹,楊 方,蘇志敏
(株洲時代新材料科技股份有限公司,湖南 株洲 412007)
橡膠關節,又名橡膠節點、橡膠球鉸,是一種典型的橡膠、金屬復合彈性元件,其結構有整體式(見圖1)、徑向預壓式(見圖2)和軸向預壓式(見圖3),包括金屬芯軸、金屬外套和橡膠3部分[1-6]。其具有抗沖擊、可吸收高頻振動和噪聲的特點,主要用于機械裝置中的柔性連接、牽引及減振場所[7-11]。
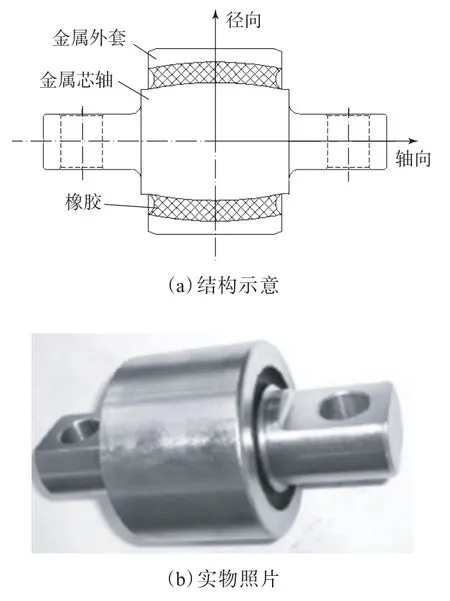
圖1 整體式橡膠關節Fig.1 Integral rubber joint

圖2 徑向預壓式橡膠關節Fig.2 Radial preloaded rubber joint
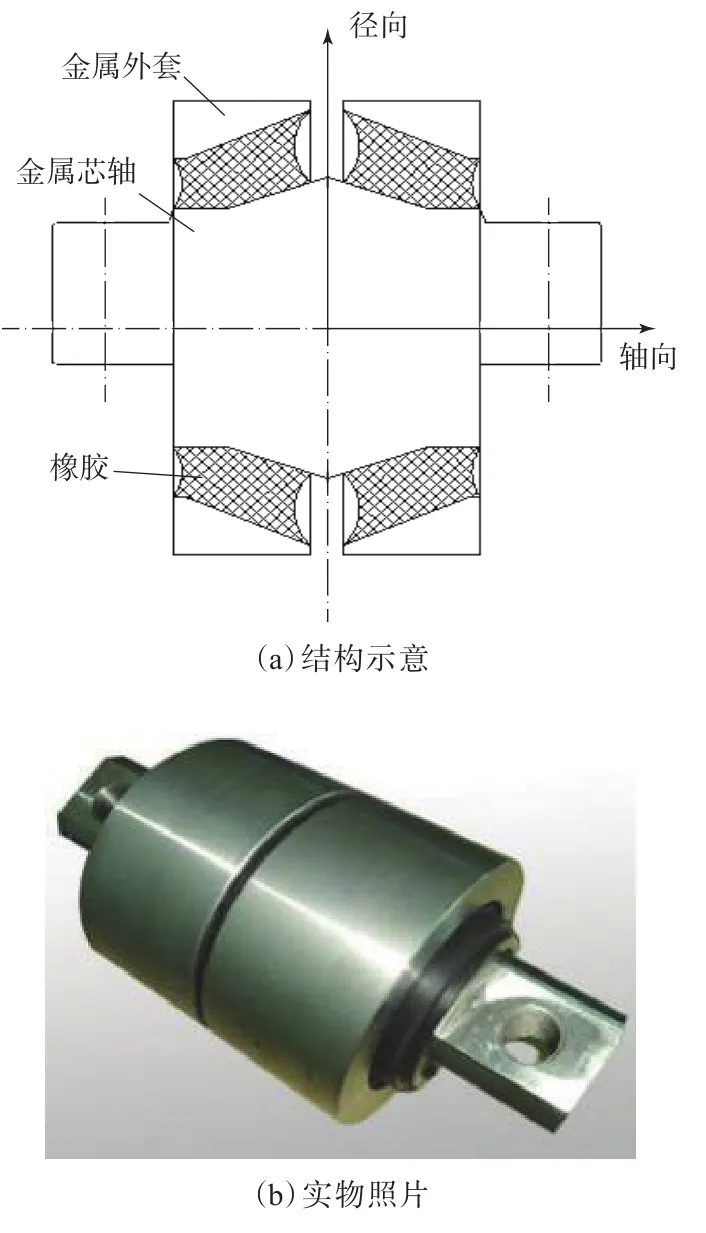
圖3 軸向預壓式橡膠關節Fig.3 Axial preloaded rubber joint
1 橡膠關節徑向剛度檢測現狀
1.1 整體式
檢測整體式橡膠關節徑向剛度[12-17]時,為了模擬其實際應用工況,避免直接加載時金屬外套變形(見圖4)影響檢測結果,一般情況下,橡膠關節需壓入套筒工裝(見圖5),以保持金屬外套不變形。檢測結束后,將橡膠關節從套筒工裝中壓出。
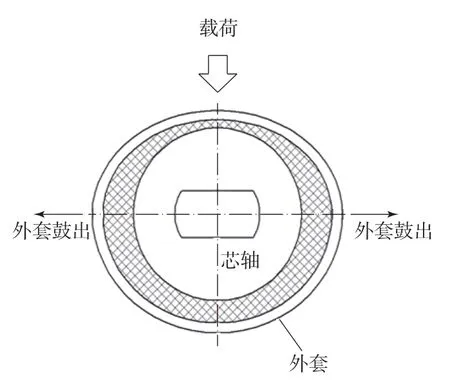
圖4 直接加載時整體式橡膠關節外套變形Fig.4 Deformation of integral rubber joint sleeve under direct loading
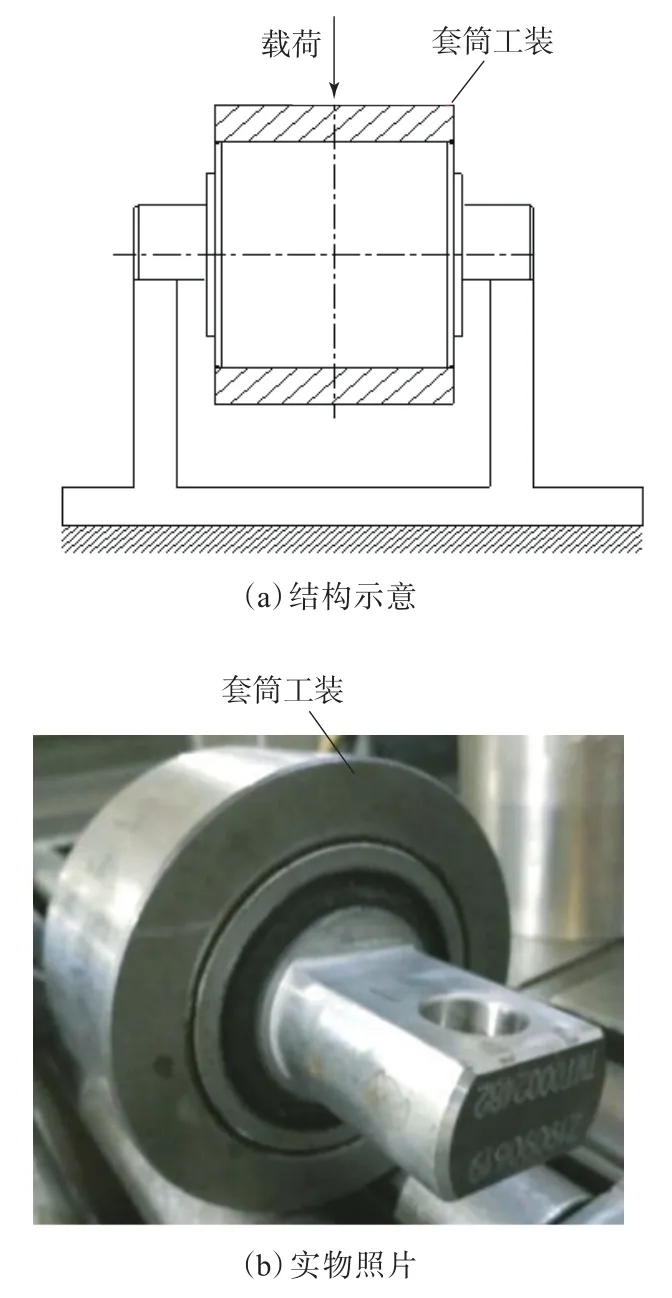
圖5 整體式橡膠關節徑向剛度檢測套筒工裝Fig.5 Sleeve tooling for measuring radial stiffness of integral rubber joint
套筒工裝的徑向過盈壓入和壓出,導致橡膠關節徑向剛度檢測效率低,同時造成橡膠關節表面出現損傷現象(見圖6),常常致使橡膠關節報廢。

圖6 整體式橡膠關節的表面損傷Fig.6 Surface damage of integral rubber joint
1.2 徑向預壓式
檢測徑向預壓式橡膠關節徑向剛度時,需要先使用壓裝工裝(見圖7)以及螺栓使其徑向抱緊,才能模擬實際使用工況,進行徑向剛度檢測(見圖8)。該方法用螺栓緊固,裝、拆效率低。
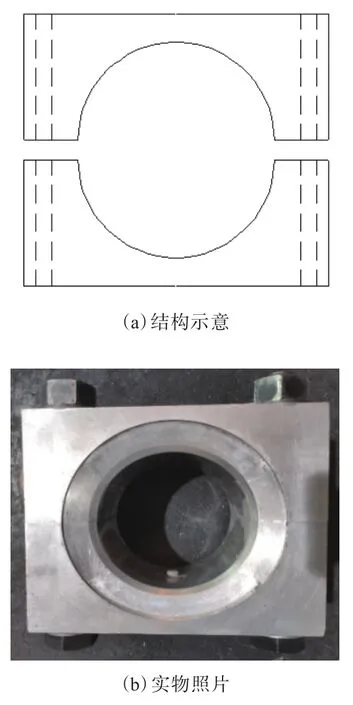
圖7 徑向預壓式橡膠關節徑向剛度檢測壓裝工裝Fig.7 Press tooling for measuring radial stiffness of radial preloaded rubber joint
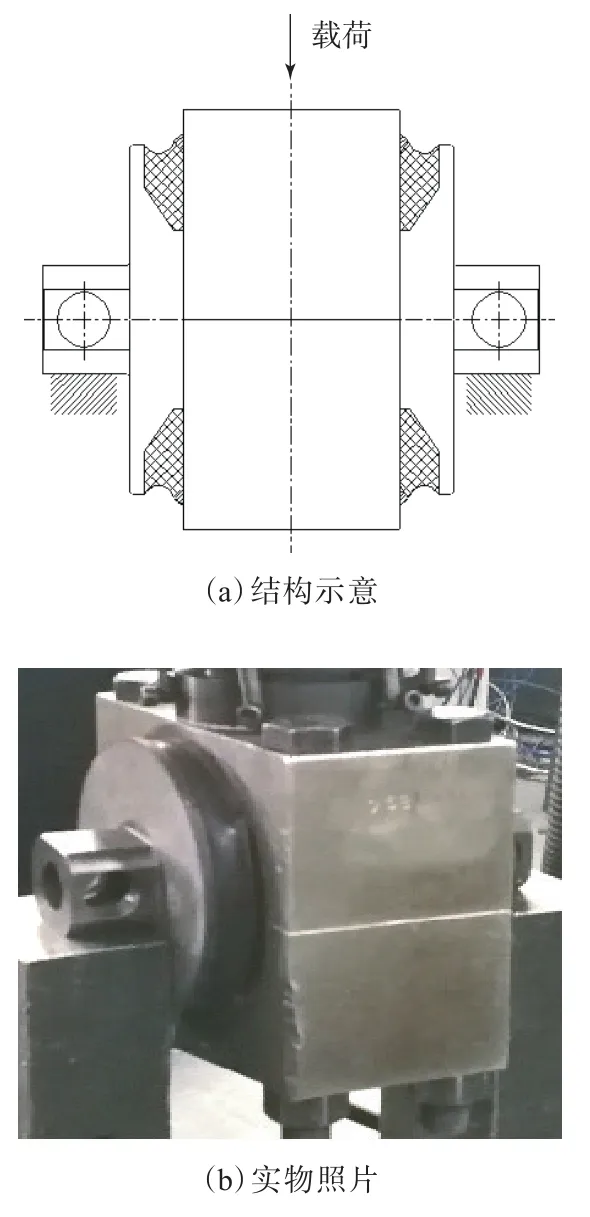
圖8 徑向預壓式橡膠關節徑向剛度檢測Fig.8 Measuring of radial stiffness of radial preloaded rubber joint
1.3 軸向預壓式
檢測軸向預壓式橡膠關節徑向剛度時,需要將橡膠關節壓入套筒工裝(見圖5),或者當金屬外套壁較厚時(檢測時不變形)使用壓裝工裝以及螺栓使其軸向合攏(見圖9),才能模擬實際使用工況,進行徑向剛度檢測。該方法橡膠關節在壓入套筒工裝時易造成表面損傷,同時用螺栓緊固,裝、拆效率低。

圖9 軸向預壓式橡膠關節使用壓裝工裝軸向合攏Fig.9 Axial closuring of axial preloaded rubber joint with press tooling
在大批量橡膠關節徑向剛度的檢測中,上述方法存在的檢測效率和成本問題尤為突出。鑒于此,本工作提出基于回歸分析的機車車輛用橡膠關節徑向剛度新檢測方法。
2 橡膠關節徑向剛度新檢測方法
2.1 整體式橡膠關節
2.1.1 用軸向剛度計算徑向剛度
2.1.1.1 方法一
收集整體式橡膠關節使用套筒工裝情況下的徑向剛度與不使用套筒工裝情況下的軸向剛度(見圖10)數據,數據通常要求多于25組(見表1)。
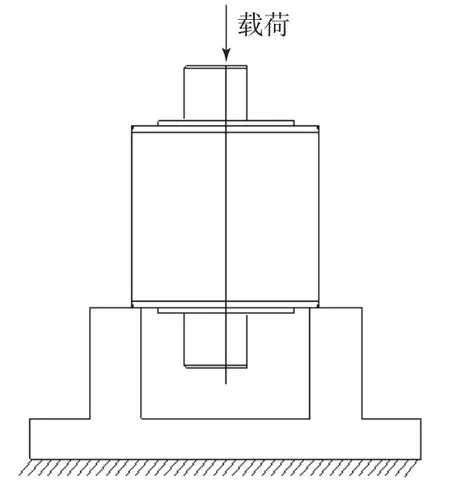
圖10 整體式橡膠關節軸向剛度檢測示意Fig.10 Measuring of axial stiffness of integral rubber joint
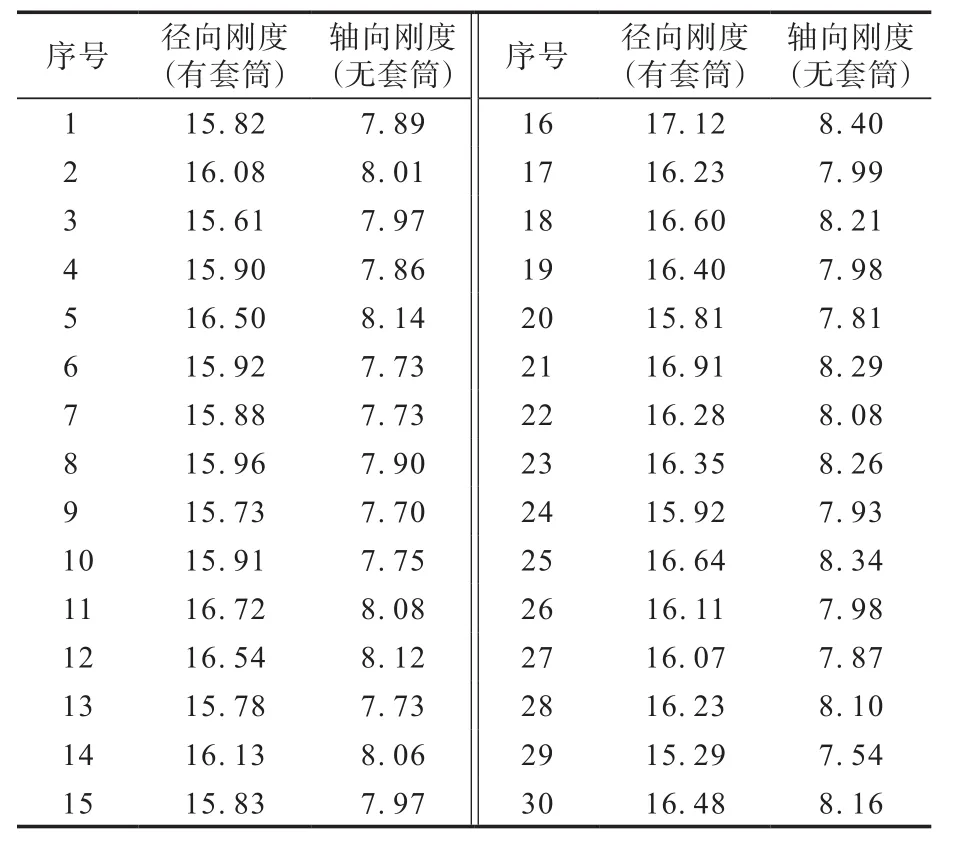
表1 整體式橡膠關節的徑向剛度和軸向剛度Tab.1 Radial stiffness and axial stiffness of integral rubber joints kN·mm-1
進行整體式橡膠關節徑向剛度(此處指有套筒工裝徑向剛度)與軸向剛度(此處指無套筒工裝軸向剛度)的相關性及回歸分析[18],得到橡膠關節徑向剛度與軸向剛度的Pearson相關因數為0.882,P值為0,小于0.05,可以判斷橡膠關節徑向剛度與軸向剛度線性相關,如圖11所示。
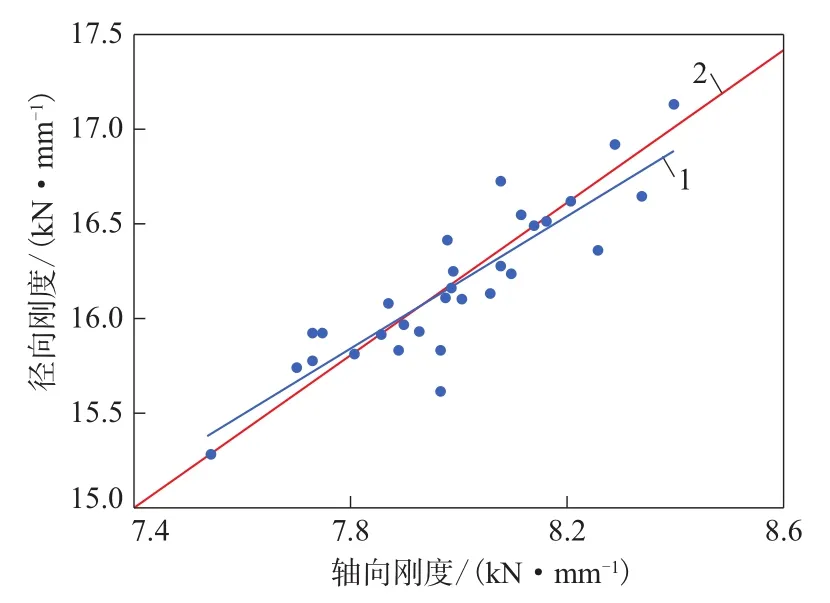
圖11 整體式橡膠關節徑向剛度與軸向剛度的散點及擬合線和比率線Fig.11 Scatters and fitting line and ratio line of radial stiffness and axial stiffness of integral rubber joints
采用最小二乘法求得整體式橡膠關節徑向剛度與軸向剛度的線性回歸方程,得到y=2.247+1.742x1(y為徑向剛度,x1為軸向剛度)。使用方差分析法對回歸方程的顯著性進行檢驗,評估殘差標準差是否能夠被接受,使用t值檢驗法對回歸系數的顯著性進行檢驗,使用圖形法進行殘差診斷(殘差的正態概率曲線符合正態分布,殘差對于觀測順序、擬合值以及自變量散點整體呈水平矩形分布,無“喇叭口”、“彎曲”、遞增或遞減),最終判定該回歸方程與相關剛度數據擬合較好,回歸方程可以使用。
檢測整體式橡膠關節軸向剛度和徑向剛度,以驗證回歸方程。利用上述回歸方程,可計算得到橡膠關節徑向剛度計算值與實測值之間的偏差,具體如表2所示。

表2 整體式橡膠關節徑向剛度計算值偏差對比Tab.2 Comparison of calculated value deviations of radial stiffness of integral rubber joints
2.1.1.2 方法二
在整體式橡膠關節硬度無窮小的情況下,其徑向剛度與軸向剛度理論上同時為0。方法一中所述的回歸方程擬合效果在一定范圍內尚可,但方程直線未經過原點(0,0)。造成該現象的原因為數據收集的樣本未能覆蓋所有剛度范圍,實際應用中沒有較低剛度的橡膠關節,在數據量有限的情況下,回歸擬合存在偏差。
從表1可以得出,整體式橡膠關節軸向剛度均值為7.986,徑向剛度均值為16.158。在圖11散點的基礎上增加(0,0)到(7.986,16.158)的直線段并延長,可得到徑向剛度與軸向剛度的比率線,如圖11中直線2所示。該直線斜率(徑向剛度均值/軸向剛度均值,即徑向剛度與軸向剛度的比率,簡稱徑軸比)為2.023。該徑軸比方程為y=2.023x1,截距為0。
以檢測的整體式橡膠關節軸向剛度和徑向剛度驗證徑軸比方程。利用徑軸比方程(y=2.023x1)計算得到徑向剛度,并與回歸方程(y=2.247+1.742x1)計算的徑向剛度對比,兩種方法的計算值與實測值之間的偏差均小于5%,偏差程度相當,具體如表2所示。
因此,整體式橡膠關節徑向剛度與軸向剛度之間存在線性相關性;在數據收集過程中,應盡可能選擇不同批次的樣本,樣本剛度覆蓋范圍盡可能大,這樣有利于提高回歸擬合精度;若獲得的徑向剛度與軸向剛度實測值數據少(例如少于10組),回歸擬合效果可能較差,此時推薦使用徑軸比方程計算橡膠關節的徑向剛度。由表2可知,在結構和工藝不變的情況下,回歸方程對橡膠關節橡膠硬度的波動不敏感,適用于不同橡膠硬度的橡膠關節。
2.1.2 用無套筒工裝徑向剛度計算有套筒工裝徑向剛度
將載荷直接加載到整體式橡膠關節的金屬外套上,由于金屬外套變形(見圖4),此時獲得的徑向剛度與有套筒工裝徑向剛度有偏差,數據如表3所示。
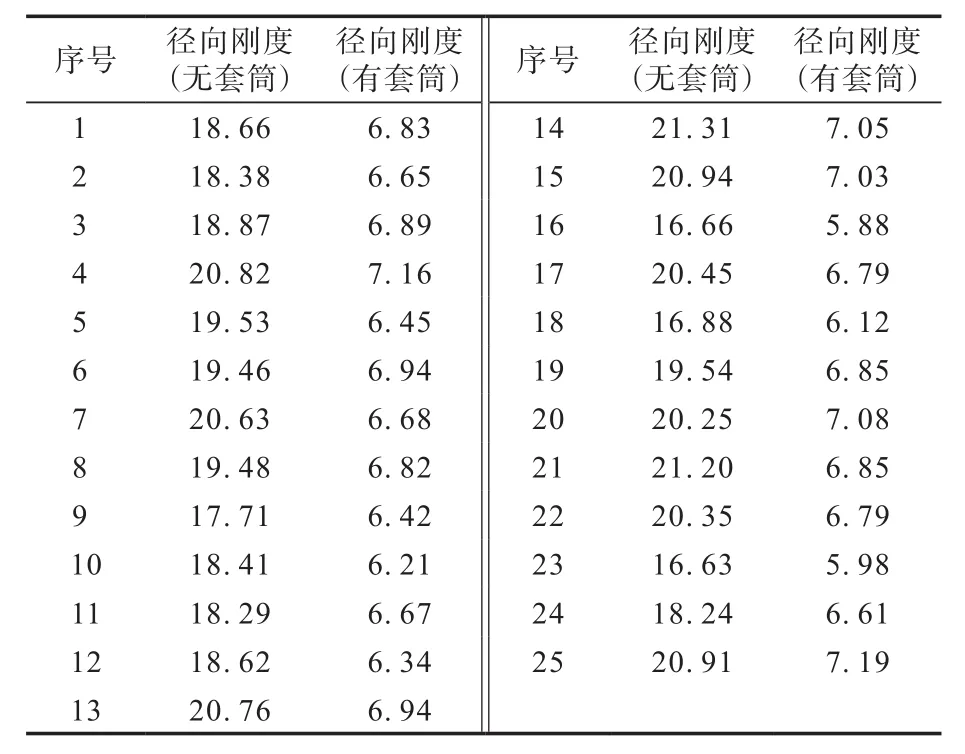
表3 整體式橡膠關節有/無套筒工裝徑向剛度Tab.3 Radial stiffness of integral rubber joints with or without sleeve tooling kN·mm-1
進行整體式橡膠關節有/無套筒工裝徑向剛度的相關及回歸分析,獲得回歸方程為y=2.603+0.212x2(x2為無套筒工裝徑向剛度),橡膠關節有/無套筒工裝徑向剛度散點及擬合線如圖12所示。
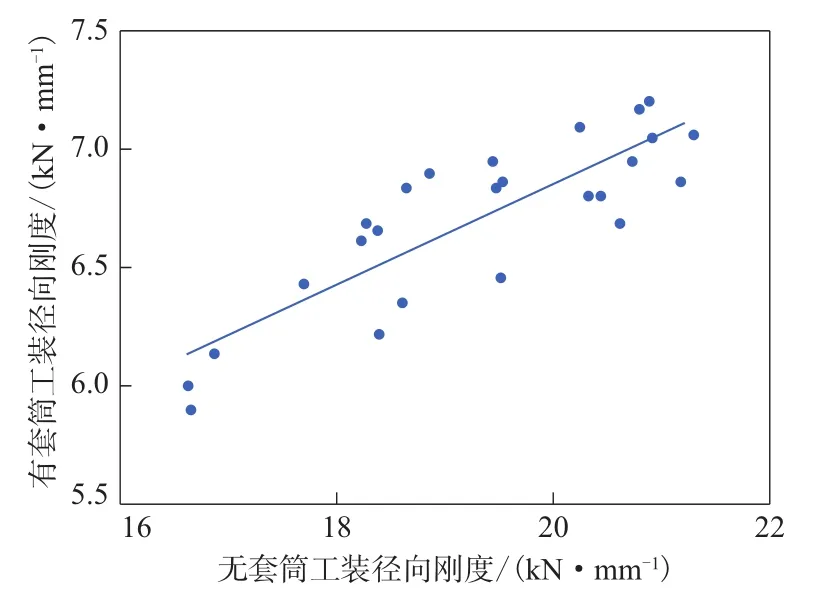
圖12 整體式橡膠關節有/無套筒工裝徑向剛度散點及擬合線Fig.12 Scatters and fitting line of radial stiffness of integral rubber joints with or without sleeve tooling
檢測有/無套筒工裝整體式橡膠關節徑向剛度,利用上述回歸方程進行驗證,計算得到橡膠關節有套筒工裝徑向剛度計算值與實測值之間的偏差,如表4所示。
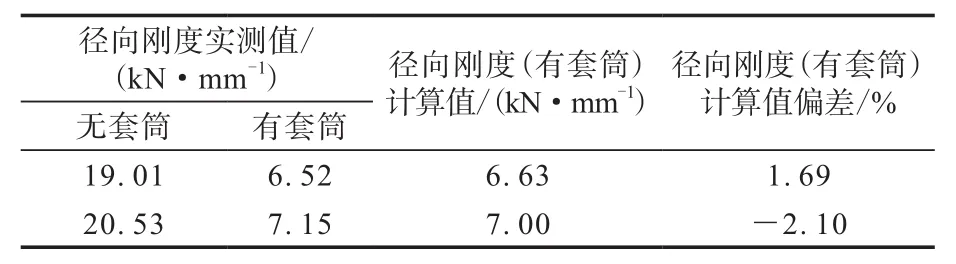
表4 整體式橡膠關節有套筒工裝徑向剛度計算值與實測值對比Tab.4 Comparison of calculated values and measured values of radial stiffness of integral rubber joints with sleeve tooling
2.2 徑向預壓式橡膠關節(用壓裝剛度計算徑向剛度)
徑向預壓式橡膠關節不使用螺栓緊固,直接加載使壓裝工裝徑向合攏抱緊(見圖13),此過程的橡膠關節剛度稱為壓裝剛度,計算荷載在10~20 kN之間的橡膠關節壓裝剛度。橡膠關節徑向合攏抱緊過程的載荷-位移曲線如圖14所示。
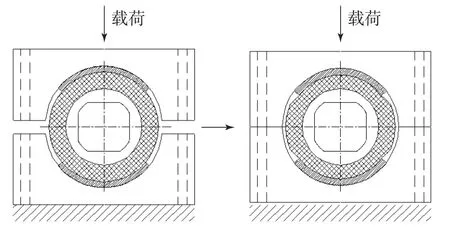
圖13 加載使徑向預壓式橡膠關節壓裝工裝徑向合攏抱緊Fig.13 Radial closing and holding of press tooling of radial preloaded rubber joint under loading
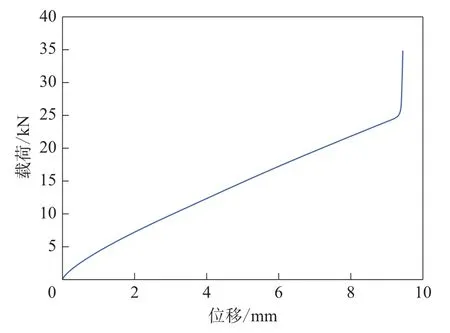
圖14 徑向預壓式橡膠關節徑向壓裝抱緊過程的載荷-位移曲線Fig.14 Load-displacement curve of radial preloaded rubber joint in radial pressing and holding process
再按常規方法檢測螺栓擰緊后徑向預壓式橡膠關節徑向剛度(數據多于25組),橡膠關節壓裝剛度與徑向剛度散點及擬合線如圖15所示,分析后獲得橡膠關節用壓裝剛度計算徑向剛度的回歸方程為y=3.570+3.753x3(x3為壓裝剛度)。
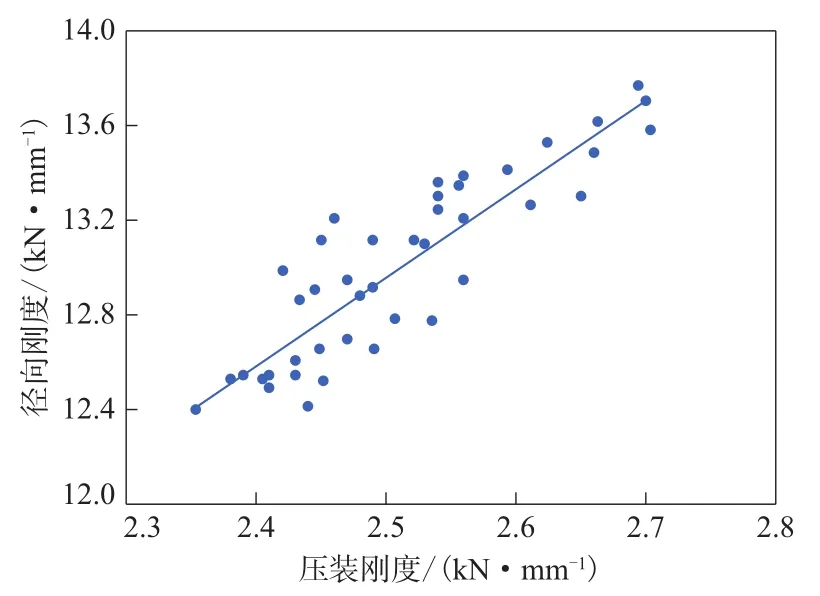
圖15 徑向預壓式橡膠關節徑向剛度與壓裝剛度的散點及擬合線Fig.15 Scatters and fitting line of radial stiffness and press fitting stiffness of radial preloaded rubber joints
檢測橡膠關節壓裝剛度和徑向剛度,對回歸方程y=3.570+3.753x3進行驗證,橡膠關節徑向剛度計算值與實測值之間偏差如表5所示。
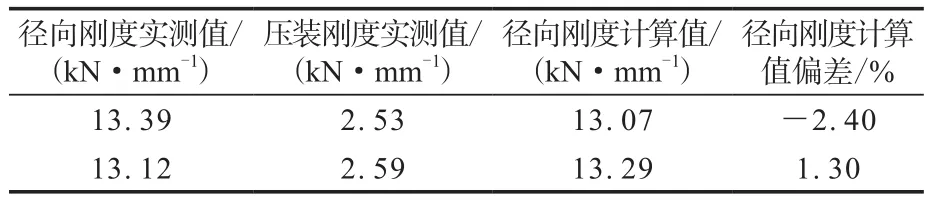
表5 徑向預壓式橡膠關節徑向剛度計算值與實測值對比Tab.5 Comparison of calculated values and measured values of radial stiffness of radial preloaded rubber joints
2.3 軸向預壓式橡膠關節(用壓裝剛度計算徑向剛度)
軸向加載可使軸向預壓式橡膠關節外套合攏(見圖16),此過程的橡膠關節剛度也為壓裝剛度,計算荷載在4~9 kN之間的橡膠關節壓裝剛度。橡膠關節載荷-位移曲線如圖17所示。
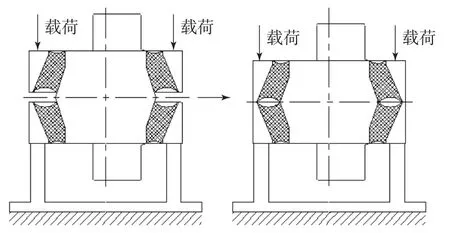
圖16 軸向加載使軸向預壓式橡膠關節外套合攏Fig.16 Closing of axial preloaded rubber joint sleeve under axial loading
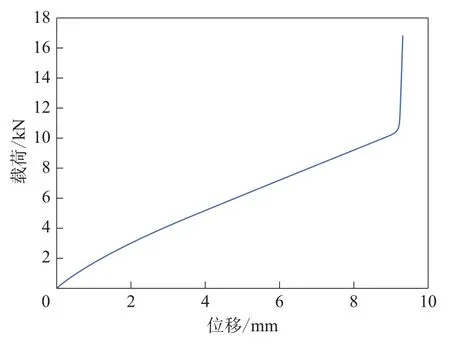
圖17 軸向預壓式橡膠關節軸向加載合攏過程載荷-位移曲線Fig.17 Load-displacement curve of axial preloaded rubber joint in axial loading and closing process
再使用套筒工裝按常規方法檢測軸向預壓式橡膠關節徑向剛度(數據多于25組)。橡膠關節壓裝剛度與徑向剛度散點及擬合線如圖18所示,分析后獲得回歸方程為y=-31.54+61.02x3。
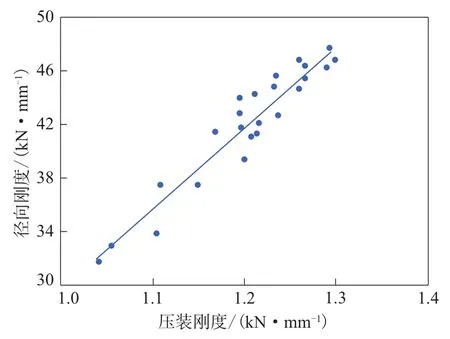
圖18 軸向預壓式橡膠關節徑向剛度與壓裝剛度的散點及擬合線Fig.18 Scatters and fitting line of radial stiffness and press fitting stiffness of axial preloaded rubber joints
檢測橡膠關節壓裝剛度和徑向剛度,對回歸方程(y=-31.54+61.02x3)進行驗證,橡膠關節徑向剛度計算值與實測值之間偏差如表6所示。
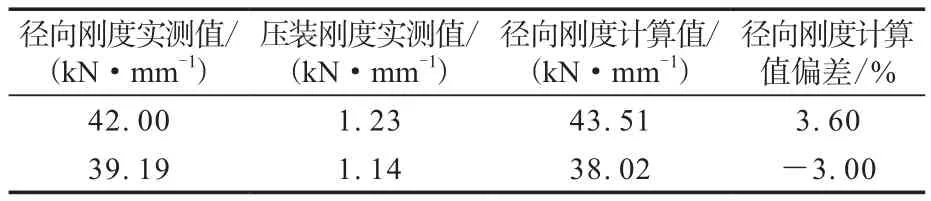
表6 軸向預壓式橡膠關節徑向剛度計算值與實測值對比Tab.6 Comparison of calculated values and measured values of radial stiffness of axial preloaded rubber joints
3 結論
對機車車輛3類橡膠關節的徑向剛度檢測方法進行了研究。通過數據分析發現,整體式橡膠關節徑向剛度與軸向剛度之間存在線性相關性;整體式橡膠關節有/無套筒工裝情況下的徑向剛度之間存在線性相關性;徑向預壓式橡膠關節和軸向預壓式橡膠關節壓裝剛度與徑向剛度之間存在線性相關性。通過回歸分析獲得橡膠關節各項剛度之間的回歸方程,利用回歸方程可簡化檢測方法:對橡膠關節只進行最簡單項點的剛度檢測,即可通過回歸方程計算橡膠關節的徑向剛度,擬合偏差在±5%以內;同時,整體式橡膠關節和軸向預壓式橡膠關節徑向剛度檢測不使用套筒工裝,徑向和軸向預壓式橡膠關節徑向剛度檢測不使用螺栓緊固,提升了檢測效率,可避免橡膠關節樣品損傷報廢,降低鑒定成本,大批量檢測橡膠關節時效果顯著。
對于整體式橡膠關節徑向剛度與軸向剛度之間的擬合,在數據較少時(少于10組),推薦使用徑軸比方程來建立關系。
在結構和工藝不變的情況下,回歸方程對橡膠關節橡膠硬度的波動不敏感,不同橡膠硬度的橡膠關節均適用。
回歸分析方法可推廣至橡膠關節的其他剛度,如扭轉剛度和偏轉剛度檢測;也可推廣至金屬橡膠件,如橡膠彈簧和軌道減振器等剛度檢測,用于建立靜剛度與動剛度之間的關系;甚至可用于建立橡膠試樣與橡膠產品性能之間的關系。回歸方程的建立可獲得性能檢測的新方法,即用簡單的方法獲取目標檢測項點結果。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
