基于機器視覺技術的鋼卷智能裝車系統
2021-07-22 02:44:12宋文宇史紀錄哲江龍姚天富
起重運輸機械 2021年12期
關鍵詞:信息
孫 星 宋文宇 史紀錄 哲江龍 姚天富
1寧夏天地奔牛實業集團有限公司 石嘴山 753001 2寧夏天地奔牛銀起設備有限公司 銀川 750000
0 引言
鋼廠在搬運鋼卷時,通常采用人工的方式,這種操作方式需要橋式起重機(以下簡稱橋機)司機與地面指揮人員緊密配合,工人勞動強度大,定位精度依靠工人目測與經驗判斷,導致鋼卷需放置的位置定位不準確,經常會出現放置不到位,夾鉗夾傷鋼卷的情況,存在安全隱患。
針對這些問題,有必要開發一種無人化鋼卷搬運智能控制系統,通過機器視覺自動定位鋼卷運輸車輛鞍座位置精確定位,無需人為手動操作,實現鋼卷從庫區移動至鋼卷運輸車上。
1 總體方案設計
1.1 需求分析
鋼廠鋼卷搬運過程需要鋼廠、鋼卷庫、運輸車輛、橋機密切配合才能完成鋼卷的搬運作業,多數鋼廠的操作流程為運輸車司機將鋼卷運輸車輛停靠在帶運輸鋼卷庫區的車輛停靠點,橋機司機在司機室根據現場指揮人員指揮操作橋機大小車行走機構、起升機構的運行及電動臥卷夾鉗的開閉,從而把鋼卷從庫區夾取、運輸到鋼卷運輸車的鞍座上。若要改變現有操作方式,自動完成鋼卷自動搬運到運輸車輛上,自動裝車系統應需要以下幾個要求:
1)為了保證夾取、放置鋼卷位置正確,橋機需具有定位、搖擺控制功能;
2)能自動識別運輸車輛鞍座位置,并將位置發送給橋機控制器;
3)能在中控制實現對橋機的遠程控制;
4)為了便于監控橋機運行狀況,在中控室上位機能夠對橋機工作狀態、鞍座位置信息等實現在線數據監控,能在中控室實現對橋機運行畫面監控;
5)具有鋼卷庫的庫區管理,實現鋼卷歷史信息記錄、查詢、鋼卷盤點功能;
6)鋼卷夾鉗通過橋機控制命令,自動實現夾取、放置和旋轉等動作。
1.2 自動裝車工藝流程
結合目前鋼廠的操作流程,根據實現自動裝車的需求,本文制定了以下自動裝車流程:系統開始后,庫區管理系統生成運輸工單,工單包括車輛需要運輸的鋼卷型號、質量等信息;同時庫區管理系統將待搬運鋼卷的庫區位置信息通過無線通訊的方式發送給控制系統PLC控制器;運輸車輛司機接到庫區管理軟件生成的工單后將車開至車輛停靠區,在車輛停靠區域設置車輛到位確認按鈕,車輛停靠到位后,運輸車輛司機按下確認按鈕確認到達車輛停靠區;位于車輛工業相機接到控制系統識別位置信息信號,識別車輛輪廓、車輛相對于水平方向的偏轉角度、鞍座相對于車輛的平面位置信息及高度信息;識別后的信息通過無線通訊的方式發送給控制系統,控制系統PLC控制器記錄識別信息為鋼卷放置做準備,控制系統PLC控制器根據獲得庫區管理系統將待搬運鋼卷的庫區位置信息控制變頻驅動系統,驅動起重機大車機構、小車機構、起升機構到達庫區待取鋼卷位置;與起升機構相連接的電動臥卷夾鉗裝置到位后,控制系統控制夾鉗夾取鋼卷,并根據夾鉗上到位檢測開關完成夾取動作;控制系統PLC控制器根據之前工業相機識別的車輛及鞍座位置信息,控制變頻驅動系統驅動起重機大車機構、小車機構、起升機構到達車輛鞍座位置,通過控制起升機構上下運行監測鋼卷是否放置到位;當鋼卷放置到鞍座后,控制系統控制夾鉗打開,起重機回歸系統設置的初始位置,自動完成從庫區取鋼卷到將鋼卷放置到運輸車輛上的整個過程。
2 系統功能介紹
系統以西門子PLC作為主控制器,配合旋轉編碼器、變頻器、觸摸屏、工控機配合相應網卡、視覺識別設備、電動臥卷夾鉗組成。為了完成鋼卷自動裝車工藝流程,需要各個功能進行技術支撐。
2.1 橋機定位、搖擺控制
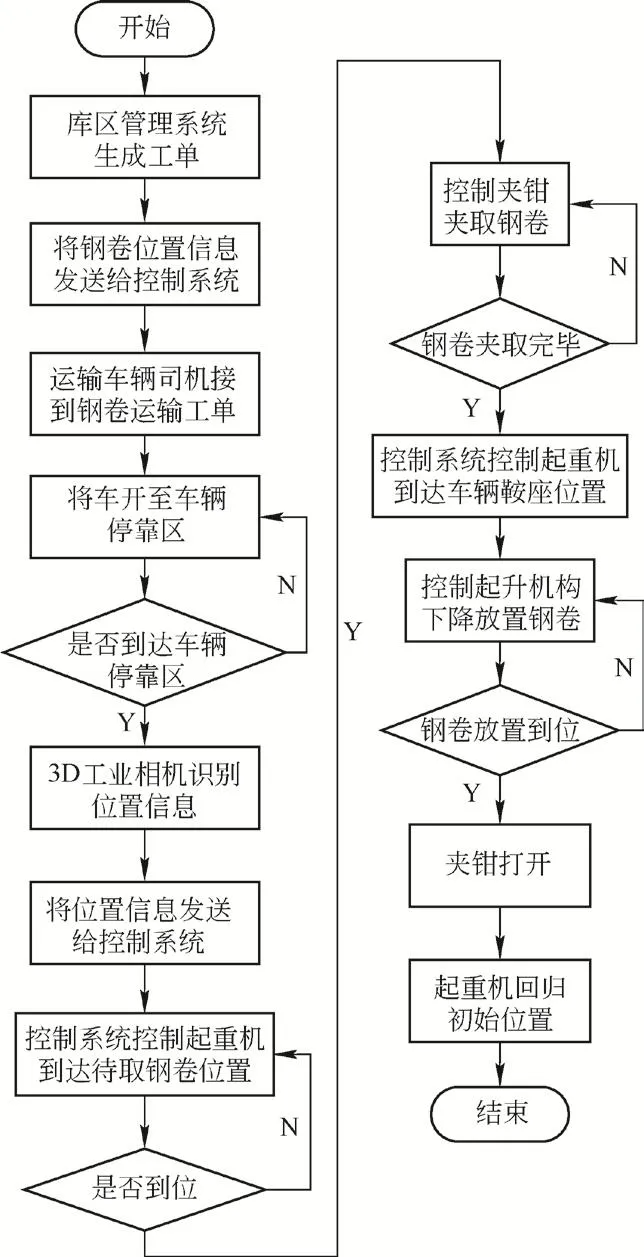
圖1 鋼卷自動裝車工藝流程
橋機定位控制采用位置傳感器實時檢測大小車、起升機構的位置信息,控制系統根據反饋信息做閉環控制來控制橋機到達位置,橋機搖擺控制采用變頻器防搖卡,變頻器可根據速度信息通過內部控制模型自動實現搖擺控制。
2.2 運輸車輛鞍座位置識別
鞍座位置識別采用視覺識別技術,通過工業相機采集鞍座圖像,利用快速特征識別算法識別圖像特征,并提取像素坐標,然后相機將像素坐標轉換為實際坐標。通過對實際坐標值運算,得到與PLC控制器通訊所需信息。最后將所需信息排列為通訊協議規定內容,將格式化結果發送給PLC控制器。鞍座識別位置流程見圖2。
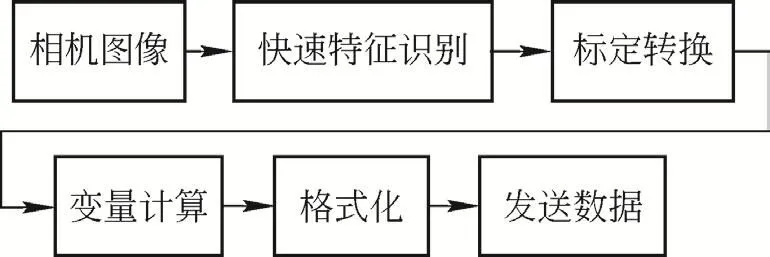
圖2 視覺識別鞍座功能流程圖
2.3 中控室遠程控制及橋機運行狀態數據
無線遠程控制功能采用無線傳輸技術,通過無線傳輸設備將中控室操作數據傳輸給橋機控制器,在中控室實現遠程控制橋機。同時,中控室也可通過無線傳輸設備將橋機控制器數據發送至中控室,在中控室實現上位機數據監測。如圖3所示,上位機監測包括用戶登錄、用戶注銷、主界面、物料管理、庫存信息、主鉤影像、定位影像、大小車起升機構趨勢圖、故障報警等界面。
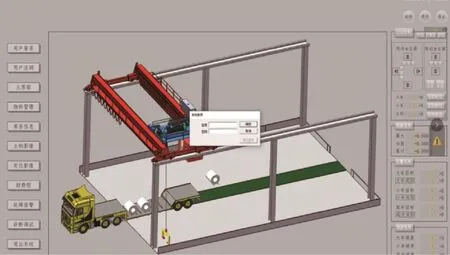
圖3 中控室上位機遠程控制及橋機狀態數據監控圖
2.4 橋機運行畫面中控制監控
橋機運行畫面監控主要是主鉤的監控,設置在大車兩個端梁之間。視頻監控圖像在司機室和中控室分別顯示。司機室設置有硬盤錄像機可以實時顯示主鉤狀況及過去近半個月的錄像回放。在中控室同樣可以實時顯示主鉤監控畫面,數據的傳輸采用一對無線網橋完成無線通訊。功能原理如圖4所示。

圖4 視頻無線傳輸原理圖
2.5 鋼卷庫庫區管理
鋼卷庫管理系統通過可以實現鋼卷出入庫區物料的記錄,系統具有庫區物料的盤點,自動存儲搬運物體位置數據,自動規劃搬運路徑,庫區管理系統見圖5。
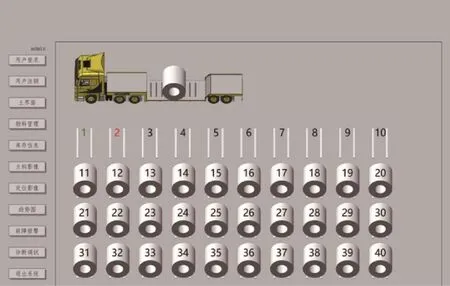
圖5 鋼卷庫庫區管理系統界面
2.6 智能電動臥卷夾鉗
智能電動臥卷夾鉗主要由吊架裝置、橫梁、左右平移機構、旋轉機構、自鎖機構、鉗腿、支撐底座、液壓潤滑系統、電纜卷升裝置和電氣及控制系統等組成。智能電動臥卷夾鉗可以實現根據橋機的控制命令自動實現鋼卷的夾取與放置,當夾取或放置鋼卷有角度要求時,旋轉夾鉗自動旋轉到需要的角度再實現張開或閉合動作,實現智能夾取。夾鉗還設置有多重檢測和保護開關,如夾緊限位、開度限位、旋轉限位,鋼卷防夾傷限位等。
3 結論
在中國制造 2025 與智能工廠發展變革的大背景下,伴隨著鋼鐵行業處在產能過剩、同質化競爭激烈、盈利能力下降的情況下,鋼鐵企業必然向降本增效的智能化方向發展。通過現場應用與人工操作相比,本控制系統優點為:
1)真正實現了無人控制下鋼卷自動搬運到運輸車輛鞍座流程,節省了人力資源;
2)基本消除了搬運過程中鋼卷搖擺現象,定位準確;
3)降低了鋼卷作業的安全風險性、提高了作業效率;
4)實現了鋼卷庫的信息管理、提高了鋼廠的信息化水平。
猜你喜歡
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
大眾創業(2009年10期)2009-10-08 04:52:00
數字社區&智能家居(2009年7期)2009-09-29 08:16:48
數字社區&智能家居(2009年11期)2009-06-25 04:30:34
數字社區&智能家居(2009年3期)2009-04-21 03:09:04
數字社區&智能家居(2009年2期)2009-03-27 04:33:44
數字社區&智能家居(2009年12期)2009-02-03 07:50:48
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
