橢圓薄壁件的旋壓成形方法研究
2021-07-23 07:23:32王佰超朱晶玉張澧桐劉育良
制造技術(shù)與機(jī)床 2021年7期
王佰超 朱晶玉 張澧桐 劉育良 王 鑫
(長(zhǎng)春理工大學(xué)機(jī)電工程學(xué)院,吉林 長(zhǎng)春 130022)
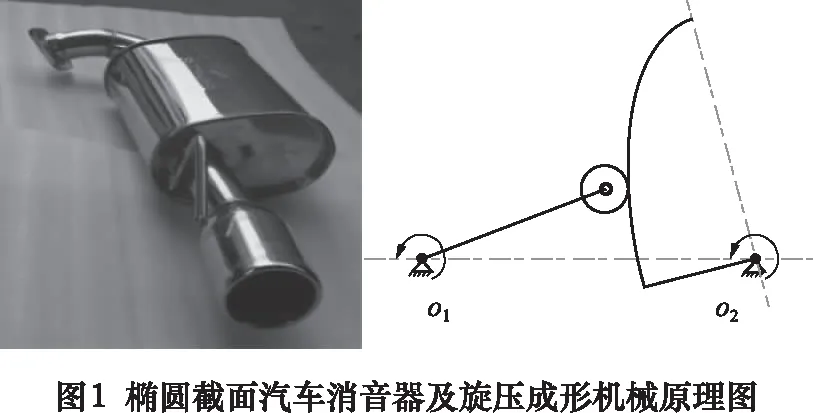
非圓橫截面薄壁零件是指零件表面輪廓至中心距離是變化的薄壁零件,其中最典型的為橢圓形截面薄壁類零件,其廣泛應(yīng)用在車輛、航空航天和能源設(shè)備等領(lǐng)域,例如汽車消聲器、液壓灌體等設(shè)備。
傳統(tǒng)橢圓形截面薄壁類零件的沖壓成形和內(nèi)高壓成形方法雖然保證了零件的整體力學(xué)性能,但是需要模具,工藝復(fù)雜,成本高;而焊接成型方法則是精度低,整體力學(xué)性能較差。相對(duì)的旋壓成形雖然具有加工精度高、機(jī)械性能好及材料利用率高等優(yōu)點(diǎn),但是當(dāng)前成熟的工藝方法及設(shè)備主要以加工截面為圓形的零件為主,因此近年來旋壓的主要研究方向是針對(duì)復(fù)雜化的幾何形狀截面零件成型方向的發(fā)展。日本的T.Amano、K.Tamura在1984年開創(chuàng)性地借助車床加工橢圓橫截面零件的十字滑槽機(jī)構(gòu)產(chǎn)生了橢圓運(yùn)動(dòng)軌跡,完成了第一次橢圓形截面零件的加工,但上述機(jī)構(gòu)很難控制旋輪的運(yùn)動(dòng)軌跡精度,且旋壓件橢圓短軸部分壁厚減薄嚴(yán)重導(dǎo)致了零件整體力學(xué)性能較差[1-3]。此后相關(guān)學(xué)者根據(jù)零件幾何特征,結(jié)合機(jī)械結(jié)構(gòu)往復(fù)進(jìn)給的工作原理不斷完善非圓截面零件的旋壓成型方法。2010年,日本的Arai H與德國(guó)的Awiszus B基于此方法研發(fā)的工藝方法及設(shè)備通過保證旋壓成形中徑向旋壓力不變來進(jìn)行非圓旋壓,其缺點(diǎn)是由于無法精確保證旋輪運(yùn)動(dòng)軌跡,使零件輪廓精度無法達(dá)到應(yīng)用要求[4-6]。
2015年,Jia Z運(yùn)用相同原理計(jì)算出對(duì)于方形截面零件的旋壓軌跡,并進(jìn)行了數(shù)值模擬及加工,但從加工結(jié)果觀察,其零件截面形狀仍然存在誤差[7]。
針對(duì)當(dāng)前橢圓形截面零件成形原理所存在的缺點(diǎn),文章提出一種新的橢圓形截面薄壁零件旋壓成形方法,并運(yùn)用解析法研究旋壓過程中橢圓形截面零件與旋輪運(yùn)動(dòng)的關(guān)系,該方法基于機(jī)械擺動(dòng)導(dǎo)桿運(yùn)動(dòng)原理不僅可以得出精確的旋輪運(yùn)動(dòng)軌跡,又無需采用靠模方式驅(qū)動(dòng)旋輪,進(jìn)而能避免其相應(yīng)缺點(diǎn)。同時(shí)采用MATLAB軟件對(duì)該計(jì)算方法得到的旋輪運(yùn)動(dòng)軌跡進(jìn)行了運(yùn)動(dòng)仿真,通過仿真分析輪盤尺寸對(duì)旋壓過程的影響,為橢圓形截面零件的旋壓成形的優(yōu)化提供參考。
1 橢形截面薄壁零件旋壓成形方法
1.1 橢圓形截面零件旋壓機(jī)構(gòu)機(jī)械原理
該成形方法以汽車消音器為研究對(duì)象,其主體結(jié)構(gòu)截面為橢圓形截面。橢圓形截面零件成形方法是采用擺動(dòng)導(dǎo)桿運(yùn)動(dòng)原理,將輪盤和旋輪系統(tǒng)簡(jiǎn)化成沿著零件邊緣運(yùn)動(dòng)的擺動(dòng)導(dǎo)桿,通過進(jìn)給變化來控制導(dǎo)桿的運(yùn)動(dòng)軌跡,具體如圖1所示。
1.2 橢圓形截面薄壁零件旋壓成形原理
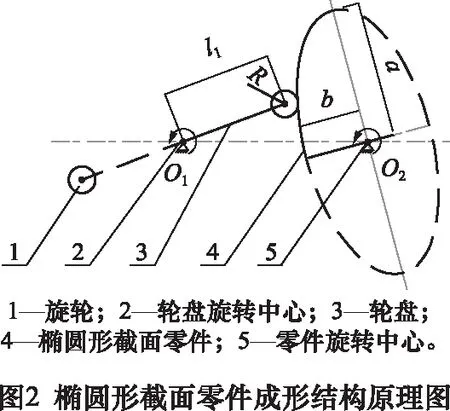
橢圓形截面零件成形方法是由多個(gè)旋輪均布于可旋轉(zhuǎn)的輪盤上,根據(jù)成形零件的截面形狀,輪盤帶動(dòng)旋輪以相應(yīng)的轉(zhuǎn)速與零件同向旋轉(zhuǎn),其成形原理如圖2所示。橢圓形截面參數(shù)方程如式(1)所示。
(1)
式中:a、b分別為橢圓的長(zhǎng)軸和短軸,φ為橢圓的離心角。
根據(jù)圖2非圓旋壓機(jī)構(gòu)原理圖,橢圓薄壁截面成
形結(jié)構(gòu)原理圖中兩個(gè)旋輪(可安裝多個(gè),現(xiàn)以兩個(gè)旋輪為例進(jìn)行原理演示)安裝于可旋轉(zhuǎn)的輪盤上,根據(jù)預(yù)加工成形零件截面的邊緣,輪盤帶動(dòng)旋輪以相應(yīng)的轉(zhuǎn)速與零件同向旋轉(zhuǎn)。隨著零件與輪盤帶動(dòng)旋輪的周期性旋轉(zhuǎn)以及輪盤帶動(dòng)旋輪徑向、軸向進(jìn)給,完成非圓截面零件的旋壓成形。
1.3 橢圓形截面薄壁零件旋壓成形軌跡計(jì)算
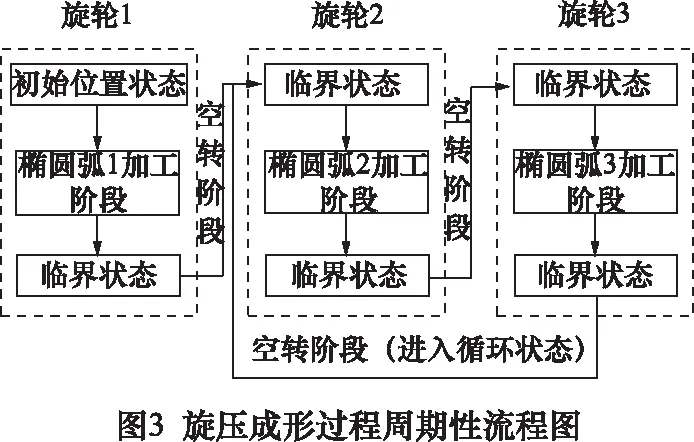
根據(jù)橢圓薄壁零件截面的幾何特點(diǎn),其旋壓成形過程主要分為4個(gè)階段,分別為初始位置狀態(tài)、橢圓弧加工階段、臨界狀態(tài)以及空轉(zhuǎn)階段,具體加工流程如圖3所示。
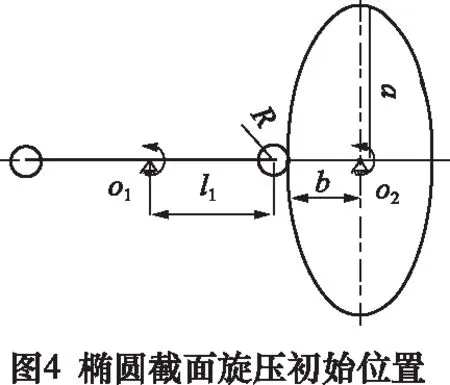
(1)初始位置狀態(tài)橢圓截面成形軌跡方程
在進(jìn)行橢圓形截面零件旋壓成形時(shí),當(dāng)旋輪中心與零件回轉(zhuǎn)中心的連線和輪盤回轉(zhuǎn)中心與零件回轉(zhuǎn)中心的連線重合時(shí)為旋壓初始位置狀態(tài),其初始位置狀態(tài)如圖4所示。
(2)加工階段橢圓截面成形軌跡方程
橢圓截面零件的旋壓成形只需2個(gè)旋輪即可,如圖5所示。當(dāng)零件較初始位置逆時(shí)針旋轉(zhuǎn)角度為β時(shí),輪盤轉(zhuǎn)過的角度即輪盤與水平面夾角為α?xí)r,旋輪與零件的相對(duì)運(yùn)動(dòng)關(guān)系由以下公式確定:
C2+(A-B)2=(a·cosφ)2+(b·sinφ)2
(2)
(3)
(4)
(5)
過橢圓上點(diǎn)(x0,y0)的橢圓切線斜率
(6)
在圖6中,過旋輪與零件切點(diǎn)的切線與水平線夾角為:
(7)
旋輪圓心與切點(diǎn)連線與水平面夾角θ滿足以下公式
(8)
式中:
A=b+l1+r
B=l1cosα+rcosθ
C=l1sinα-rsinθ
D=tan2γ+1
E=a2cosφ+b2sinφ
F=r2cos2θ+2r2cosθ
G=2rcosθ(b+l1)
其中,l1為輪盤回轉(zhuǎn)半徑,r為旋輪半徑;α、β分別為輪盤和零件轉(zhuǎn)過的角度;θ為旋輪中心與切點(diǎn)連線同水平面的夾角;γ為零件與旋輪的切點(diǎn)與零件中心連線同水平線的夾角;δ為零件與旋輪的切點(diǎn)與零件中心連線同橢圓長(zhǎng)軸夾角;φ為零件與旋輪的切點(diǎn)對(duì)應(yīng)該橢圓方程中的離心角(圖5中未畫出)。
由于該成形方法方程計(jì)算比較復(fù)雜,因此采用曲線擬合的方法進(jìn)行求解,通過對(duì)橢圓形截面零件成形過程進(jìn)行運(yùn)動(dòng)學(xué)仿真,得到一組關(guān)于輪盤轉(zhuǎn)角α與對(duì)應(yīng)零件轉(zhuǎn)角β的一系列數(shù)據(jù),采用MATLAB擬合算法對(duì)該組數(shù)據(jù)進(jìn)行曲線擬合,為了保證擬合曲線的準(zhǔn)確性,分4段對(duì)橢圓形截面零件的成形過程進(jìn)行數(shù)據(jù)擬合,得到了在零件在成形過程中輪盤轉(zhuǎn)角α與零件轉(zhuǎn)角β的圖像關(guān)系,如圖6所示,分段后輪盤轉(zhuǎn)角α與零件轉(zhuǎn)角β的圖像關(guān)系,如圖7所示。

通過觀察分段后輪盤轉(zhuǎn)角α與零件轉(zhuǎn)角β的圖像關(guān)系發(fā)現(xiàn),其都滿足一元二次方程的表達(dá)式,不妨設(shè)α=mβ2+nβ+p,如圖5所示,通過分析零件成型過程中輪盤與零件的的運(yùn)動(dòng)關(guān)系可得,加工第一段橢圓弧時(shí),當(dāng)輪盤與零件處于臨界位置時(shí),輪盤轉(zhuǎn)角α為最大值,此時(shí)輪盤轉(zhuǎn)角α與零件轉(zhuǎn)角β滿足以下方程組(9)
(9)
通過分析建立m、n、p與輪盤轉(zhuǎn)角α、零件轉(zhuǎn)角β的關(guān)系式,如方程組(10)所示。
(10)
通過解方程得,輪盤轉(zhuǎn)角α與零件轉(zhuǎn)角β滿足等式(11)。
(11)
與第1段橢圓弧的求解方法類似,得到加工第2段橢圓弧時(shí),輪盤轉(zhuǎn)角α、零件轉(zhuǎn)角β滿足等式(12)。
(12)
同理加工第3段橢圓弧時(shí),輪盤轉(zhuǎn)角α與零件轉(zhuǎn)角滿足等式(13)。
(13)
加工第4段橢圓弧時(shí),輪盤轉(zhuǎn)角α與零件轉(zhuǎn)角β滿足等式(14)。
(14)
(3)臨界點(diǎn)狀態(tài)方程
當(dāng)旋輪圓心與切點(diǎn)的連線同橢圓半長(zhǎng)軸共線時(shí)為臨界狀態(tài),如圖8所示。此時(shí),α=α′,β=β′。α′與β'的值由以下方程組(15)確定。
(15)

(4)空轉(zhuǎn)階段旋輪與零件運(yùn)動(dòng)關(guān)系
由“(3)臨界點(diǎn)狀態(tài)方程”所述可知,當(dāng)α>α′,β>β′時(shí),旋輪與零件處于非接觸狀態(tài),為保證下一個(gè)旋輪與零件下一個(gè)邊能夠正常接觸,在非接觸狀態(tài)時(shí),輪盤與零件需要保持的角速度ω1與ω2滿足等式(16)。
(16)
1.4 輪盤回轉(zhuǎn)半徑極限值狀態(tài)計(jì)算方程

(17)
解得:
(18)
因此,為保證旋輪與零件在臨界狀態(tài)前后不發(fā)生干涉,l1的取值需滿足以下不等式:
(19)
為避免零件與輪盤發(fā)生干涉,l1的取值還需要滿足不等式 :l1+r+b>a
(20)
1.5 徑向位移誤差補(bǔ)償
1.5.1 進(jìn)給量計(jì)算
如圖10a所示,旋輪隨輪盤軸向運(yùn)動(dòng)隨時(shí)間變化滿足等式(21):
Z=fZnt/60
(21)
式中:fZ為旋輪軸向進(jìn)給比,mm/r;n為主軸轉(zhuǎn)速,r/min;t為時(shí)間,s。
旋輪隨輪盤徑向運(yùn)動(dòng)隨時(shí)間變化可由式(23)求得:
X=fXnt/60
(23)
式中:fX為旋輪徑向進(jìn)給比,mm/r。
為保證零件母線的正常形成,旋輪軸向與徑向進(jìn)給比應(yīng)保證式(24)關(guān)系:
fZ/fX=tanφ
(24)
1.5.2 徑向位移誤差補(bǔ)償
旋輪中心到旋輪與工件接觸點(diǎn)的徑向距離為r。如圖10b所示,由于工件具有錐度,因此實(shí)際接觸時(shí)工件與旋輪交于點(diǎn)P。點(diǎn)P與旋輪邊緣弧線圓心的連線同水平面夾角為λ,旋輪圓心到點(diǎn)P的距離r0與旋輪半徑rl在徑向上的誤差為Δx。補(bǔ)償這一誤差后,旋輪圓心到旋輪與工件接觸點(diǎn)的徑向距離r由式(25)求得:
r=rl-r0(1-cosλ)
(25)
2 算例與分析
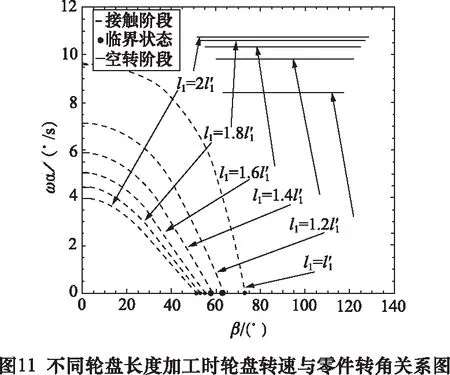
通過改變輪盤尺寸l1對(duì)旋壓過程中輪盤的旋轉(zhuǎn)速度變化情況進(jìn)行仿真分析。選取零件相應(yīng)尺寸橢圓形零件長(zhǎng)軸a=50 mm、短軸b=30 mm、輪盤半徑l1=50 mm、旋輪半徑r=10 mm,零件轉(zhuǎn)速始終為6°/s。確定參數(shù)后進(jìn)行相應(yīng)分析。
2.1 輪盤尺寸對(duì)輪盤角速度變化的影響



2.2 輪盤長(zhǎng)度對(duì)旋輪周向進(jìn)給的影響
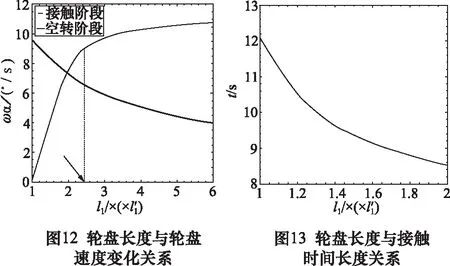
旋輪的周向進(jìn)給是針對(duì)接觸階段進(jìn)行研究的。在預(yù)成形零件的尺寸以及其他參數(shù)不變的情況下,輪盤回轉(zhuǎn)半徑l1對(duì)一個(gè)周期中旋輪與零件的接觸時(shí)間的影響規(guī)律如圖13所示。從圖13可以看出隨著輪盤長(zhǎng)度l1的增加,輪盤處于接觸階段的時(shí)間逐漸變短,進(jìn)而導(dǎo)致旋輪在加工零件時(shí)的周向進(jìn)給變快。因此在其他參數(shù)不變的情況下,輪盤回轉(zhuǎn)半徑l1越小,旋輪在零件的周向進(jìn)給量越小,越有利于零件的成形質(zhì)量。

3 結(jié)語(yǔ)
(1)基于機(jī)械擺動(dòng)導(dǎo)桿機(jī)構(gòu)的運(yùn)動(dòng)原理,提出了一種新的非圓旋壓成形方法,對(duì)橢圓形截面薄壁零件旋壓過程中旋輪的運(yùn)動(dòng)軌跡進(jìn)行了研究,得到了旋輪運(yùn)動(dòng)軌跡的計(jì)算方法,并完成計(jì)算。

