AlSi9Mg變速箱下殼低壓鑄造工藝模擬及優化
2021-07-25 03:04:07吳復濤王娟李鑫譚建波
河北科技大學學報 2021年3期
吳復濤 王娟 李鑫 譚建波

摘 要:為解決低壓鑄造過程中容易產生氣孔、夾渣、縮松等問題,研究了鑄造工藝參數對低壓鑄造AlSi9Mg變速箱下殼充型及凝固過程的影響。依據Pro/Engineer軟件繪制2種不同澆注系統的變速箱下殼三維實體模型,利用ProCAST軟件進行數值模擬,探討澆注溫度、鑄型溫度及充型壓力等對AlSi9Mg變速箱下殼低壓鑄造時金屬液充型及凝固過程的影響,以標準化正交表對實驗結果進行有效分析。結果表明,較合理的工藝參數為澆注溫度700 ℃、鑄型溫度350 ℃、充型壓力45 kPa,在此工藝參數下鋁合金變速箱下殼鑄件縮孔、縮松缺陷體積由原來的1.537 cm3降為1.425 cm3。對AlSi9Mg變速箱下殼低壓鑄造工藝進行模擬研究,可為變速箱下殼低壓鑄造工藝的優化提供參考依據,具有實際應用價值。
關鍵詞:鑄造工藝與設備;低壓鑄造;ProCAST;數值模擬;變速箱下殼;工藝優化
中圖分類號:TG249.2;TP311 文獻標識碼:A
doi:10.7535/hbkd.2021yx03013
Simulation and optimization of low pressure casting process for AlSi9Mg gearbox shell
WU Futao1,2, WANG Juan3, LI Xin3, TAN Jianbo1,2
(1.School of Material Science and Engineering,Hebei University of Science and Technology,Shijiazhuang,Hebei 050018,China;
2.Hebei Key Laboratory of Material Near-net Forming Technology,Shijiazhuang,Hebei 050018,China;
3.Tangshan Caofeidian Jidong Equipment Mechanical Foundry Company Limited,Tangshan,Hebei 063200,China)
Abstract:In order to solve the problems of porosity,slag inclusion,shrinkage porosity,etc.,the influence of low pressure casting process parameters on filling and solidification of the AlSi9Mg gearbox shell was studied.Two different gating systems of the three-dimensional solid model were drawn with Pro/Engineer software,and the influence of pouring temperature,mold temperature and filling pressure on the alloy filling and solidification process during low pressure casting of the AlSi9Mg gearbox shell were studied through the method of numerical simulation using ProCAST software.Based on the experimental results,effective analysis was conducted with orthogonal test table.The result shows that the reasonable process parameters are as follows:Pouring temperature 700 ℃,mold temperature 350 ℃ and filling pressure 45 kPa,and under these process parameters,the defect volume of shrinkage pore of the casting is reduced from 1.537 cm3 to 1.425 cm3.The research on simulation and optimization of low-pressure casting process of AlSi9Mg gearbox lower shell can provide reference for optimization of low-pressure casting process of gearbox lower shell,and has practical application value.
Keywords:
casting process and equipment;low pressure casting;ProCAST;numerical simulation;gearbox shell;process optimization
汽車工業正向輕合金鑄件方向加速發展,這也是減輕汽車質量效果最好的辦法[1-5]。AlSi9Mg合金具有強度高、密度低、熱膨脹系數小、熱穩定性高等優點,廣泛用于汽車、航空、航天、機械、熱能工程等領域[6-11]。變速箱是汽車傳動系統的重要保護裝置,承擔內部零件安裝、潤滑及散熱等多項功能,屬于形狀復雜的薄壁大尺寸鑄件[12-15]。人們在變速箱殼體模擬及工藝方面進行了一些探索,尤其是在利用數值模擬分析不同工藝參數對鑄件缺陷的影響方面[16-20]。AlSi9Mg變速箱下殼為箱體類鑄件,質量要求高,但在低壓鑄造過程中容易產生氣孔、夾渣、縮松等缺陷。為此,筆者采用ProCAST模擬軟件,研究了內澆口數量、澆注溫度、充型壓力、鑄型預熱溫度等對充型及凝固過程的影響。
1 鑄件材料的化學成分與結構模型
1.1 化學成分
AlSi9Mg合金具有良好的鑄造性能,鑄件具有較強的耐腐蝕性,鑄造收縮率小,還有較好的機械加工性能,可鑄造形狀復雜的薄壁鑄件,同時鑄件還能承受較大載荷,其化學成分及質量分數見表1。
1.2 結構模型
研究過程中采用Pro/Engineer軟件進行三維建模,變速箱下殼鑄件形狀復雜,外形尺寸為400 mm×220 mm×190 mm,鑄件平均壁厚8 mm。鑄件外形三維實體尺寸如圖1所示。
2 澆注系統設計
采用合理的澆注系統可使充型平穩,減少飛濺、沖擊和渦流的產生,保證鑄件質量,簡化模具。澆注系統設為底注式,有利于流動穩定,防止氧化夾雜;此外,將內澆道設計在熱節較大的鑄件側壁、側壁肋與底座連接區域,可充分發揮內澆道對鑄件的補縮作用。澆注系統內澆道橫截面積設計可參考公式:
Ag=Wρvt。(1)
式中:Ag為內澆道截面積,cm2;v為內澆道出口線速度,v≤15 /s時金屬液可平穩充型;ρ為合金質量密度,g/cm3;W為鑄件質量,g;t為充型時間,s,t=hv升(h為型腔高度,cm;v升 =1~6 cm/s)。
經計算,內澆道橫截面積為29 cm2,在此基礎上設計2種不同的澆注系統,其中4個內澆道設計方案中每個內澆道的橫截面積為7.25 cm2,6個內澆道設計方案中每個內澆道橫截面積為5 cm2。2種澆注系統內澆道的具體位置分布分別如圖2—圖5所示。
3 數值模擬及工藝優化
澆注系統繪制完成后,將澆注系統與底座組合砂芯、出油孔砂芯與鑄件進行裝配,如圖6所示。利用ProCAST軟件劃分出合適的網格步長,獲取真實有效的仿真結果。劃分網格時需選擇合適的工具對幾何體進行修改,在Mesh頁面可以自動檢測導入圖形的形狀以及檢測模型可能存在的幾何缺陷,并對該缺陷進行全面修復。模具網格步長和芯子網格步長設置為8 mm,鑄件網格步長設置為4 mm,獲得面網格161 052個,體網格2 929 238個。在前處理時,設置鑄件材料為AlSi9Mg,砂芯材料為硅砂,模具材料為H13。低壓鑄造鑄件為鋁合金,其金屬鑄型溫度參考范圍為250~320 ℃,若設計為較復雜的薄壁鑄件,可在參考范圍上適當提高,模擬時鑄型溫度最高取350 ℃。金屬和金屬之間的換熱系數為2 000 W/(m2·K),金屬和砂型之間的換熱系數為500 W/(m2·K)。依次設置重力加速度、邊界條件、澆注溫度、壓力曲線、充型壓力、充型速度及冷卻條件等參數,所有參數設置完成后即可進行數值模擬。
3.1 金屬液充型和凝固過程的模擬和分析
在前處理過程,設計合理的工藝參數可以保障鑄件產品的質量[22-23]。在其他工藝參數相同的情況下,設置澆注溫度為700 ℃,鑄型預熱溫度為320 ℃,充型壓力為45 kPa。設定完成后,使用ProCast軟件分別對2種不同澆注系統進行仿真數值模擬,研究變速箱下殼低壓鑄造金屬液充型過程和凝固溫度場的變化情況。4個內澆道充型過程如圖7所示。金屬液在填充澆注系統時充型平穩,有利于氣體排出型腔。當進入鑄型型腔時,金屬液在充型壓力推動下直接從4個內澆道同時向鑄件底部及側壁周圍填充,如圖7b)所示,金屬液前沿液面起伏較大,充型不平穩,不同方向金屬液在鑄型中互相沖擊,造成卷氣和氧化物夾雜。充型后期4 個內澆道橫截面積較大,充型阻力小,利于金屬液充型,且金屬液面起伏減小,充型逐漸平穩,有利于鑄件后期的凝固和補縮,從而減少了鑄造缺陷。
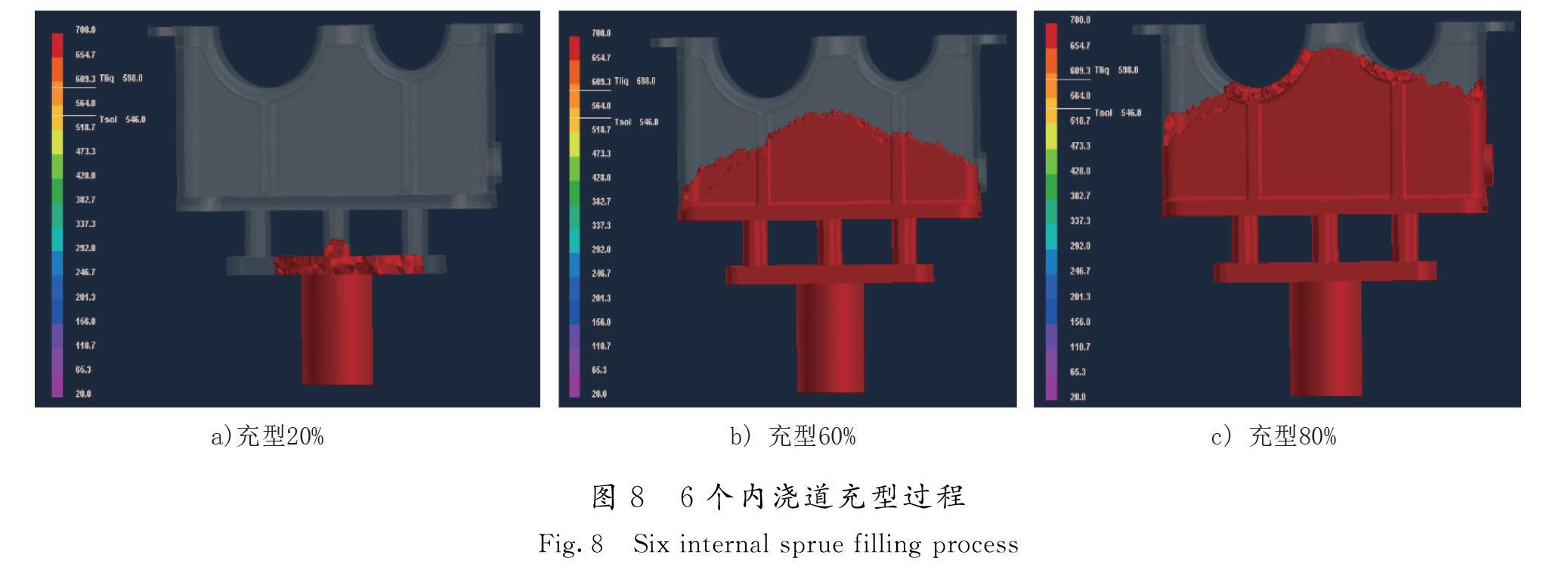
6個內澆道充型過程如圖8所示,其充型過程與4個內澆道充型過程相似。但充型初期,在總充型壓力相同的情況下,6個內澆道設計方案平均每個內澆道的分壓力相對4個內澆道要小,且6個內澆道橫截面積較小,充型阻力較大,使充型比4個內澆道要平穩些。當金屬液充型80%以后,對比圖7c)和圖8c)可知,6個內澆道的充型平穩性降低,并以這種不平穩狀態充滿鑄型型腔。
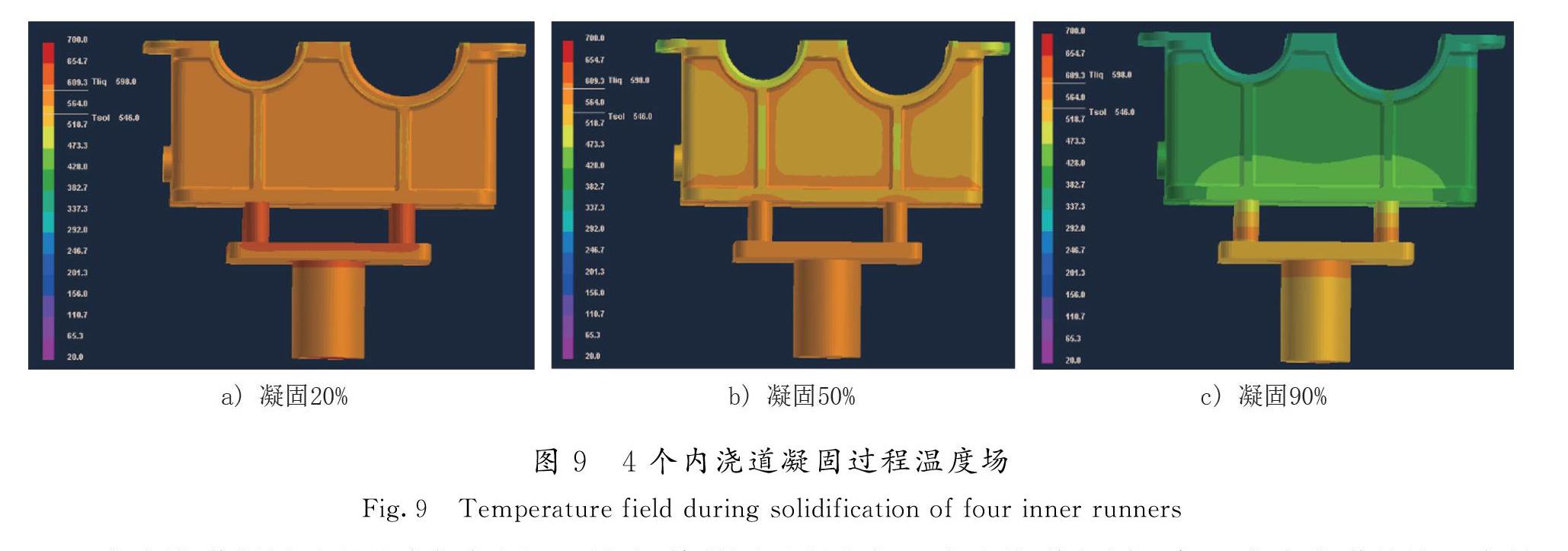
4個內澆道凝固過程溫度場如圖9所示。觀察金屬液填充滿鑄型型腔后的凝固過程發現,在鑄件頂部、側壁肋、側壁中心區域,由于壁厚較薄,溫度降低較快,而鑄件底部和頂部部分的鑄件壁厚較厚,溫度降低較慢,不利于實現順序凝固,因此在壁厚較薄的側壁區域容易產生縮孔縮松缺陷。
6個內澆道凝固過程溫度場如圖10所示,其凝固過程也與4個內澆道相同。但6個內澆道的澆口半徑比4個內澆道小,在相同充型壓力作用下,鑄件凝固時澆注系統所起的補縮作用要小。對比圖9 c)和圖10 c)可知,6個內澆道的順序凝固傾向較4個內澆道差,所以6個內澆道鑄件的縮孔縮松缺陷體積較大。
把2種澆注系統設計方案的縮孔體積進行比較可知缺陷體積的大小,進而判斷2種澆注方案的鑄件質量。4個內澆道縮孔縮松體積見圖11,6個內澆道的縮孔縮松體積見圖12。由圖11和圖12可知,4個內澆道的縮孔縮松體積為1.603 cm3,6個內澆道的縮孔縮松體積為1.872 cm3。
綜上可知:2種設計方案均能充滿鑄型,6個內澆道設計方案在充型初期較4個內澆道要平穩,但充型后期的平穩性則較差;6個內澆道橫截面積較小,金屬液充型時受到的阻力較大,因此阻礙澆注系統對鑄件的補縮程度更大,鑄件縮孔縮松體積較大;相反,4個內澆道的截面積較大,且后期充型平穩,對鑄件補縮效果更好,有利于減少鑄件缺陷。對比可知,4個內澆道的設計方案更好,在此基礎上進行正交試驗,選取最佳澆注工藝參數。
3.2 正交試驗分析
正交試驗因素水平表見表2, 9組水平試驗的縮孔縮松體積見表3。
3.2.1 極差分析
根據各影響因素在不同水平平均值的最大值和最小值之差,檢驗各影響因素與水平對應的影響關系,確定各因素的優化水平組合。極差越大,表示該因素在試驗范圍內的數值變化對試驗指標數值的變化影響越大。由表3可以計算各影響因素的K(因素水平指標之和)、K-(三因素K的平均值)和極差R值,依據R值大小得出各影響因素對試驗結果的影響主次順序,極差分析結果見表4。
由R值大小可知:鑄型溫度>充型壓力>澆注溫度,所以各影響因素對鑄件質量的主次影響順序為鑄型溫度>充型壓力>澆注溫度。對比各組試驗可知,缺陷最少的組合為編號第9組的試驗。
3.2.2 方差分析
為確保分析結果的準確性,進行方差分析,正交試驗模擬結果方差和顯著性分析見表5。
由表5各因素對試驗結果的差異性可知:不同澆注溫度和充型壓力對試驗結果的影響不顯著(P>0.05呈不顯著性,澆注溫度P值為0.940,充型壓力P值為0.783);鑄型溫度對本實驗結果有顯著性影響(P<0.05呈顯著性,鑄型溫度P值為0.002);偏Eta方值的大小順序為鑄型溫度>充型壓力>澆注溫度,與極差分析相同。因此各因素對鑄件影響的主次順序為鑄型溫度>充型壓力>澆注溫度。
綜上得到最優工藝參數如下:澆注溫度為700 ℃,鑄型溫度為350 ℃,充型壓力為45 kPa。對此工藝參數進行模擬,得到縮孔縮松缺陷體積為1.425 cm3,與正交試驗第9組相比,兩者鑄型溫度和充型壓力相同,而澆注溫度不同,符合顯著性分析結果中澆注溫度對鑄件影響的不顯著性。此外,最優工藝參數的縮孔縮松缺陷體積為1.425 cm3,小于第9組試驗的缺陷體積(1.537 cm3)。所以最優工藝參數為澆注溫度700 ℃,鑄型溫度350 ℃,充型壓力45 kPa。
4 結 語
1)利用ProCAST軟件,分別對4個和6個內澆道的設計方案進行了數值模擬,對其充型、凝固過程和縮孔縮松缺陷體積的大小進行比較,得出4個內澆道的設計方案比較好。
2)4個內澆道設計方案中,影響試驗的主次因素順序為鑄型溫度>充型壓力>澆注溫度,鑄型溫度對試驗結果有顯著性影響。
3)澆注溫度為700 ℃、鑄型溫度為350 ℃、充型壓力為45 kPa時,變速箱下殼鑄件縮孔縮松缺陷體積最小,為1.425 cm3。
4) 本研究針對內澆道截面積對變速箱下殼低壓鑄造充型過程及縮孔縮松的影響進行了相關探討,但研究得還不夠細致,物性參數的選用也不夠精確,對模擬結果會產生一定的影響,未來將在此方面進行更為深入的研究。
參考文獻/References:
[1] GUO Shijie,XU Yi,HAN Yi,et al.Near net shape casting process for producing high strength 6xxx aluminum alloy automobile suspension parts[J].Transactions of Nonferrous Metals Society of China,2014,24(7):2393-2400.
[2] 于文濤,張思祥.基于神經網絡的鋁合金汽車輪轂低壓鑄造工藝優化[J].熱加工工藝,2020,49(3):89-95.
YU Wentao,ZHANG Sixiang.Optimization of low pressure casting process for aluminum alloy automobile wheel hub based on neural network[J].Hot Working Technology,2020,49(3):89-95.
[3] 于鎖清,劉鵬,張莉萍,等.變速箱殼體壓鑄過程模擬[J].輕工科技,2015,31(6):40-41.
[4] SUI Dashan,CUI Zhenshan,CUI Rong,et al.Effect of cooling process on porosity in the aluminum alloy automotive wheel during low-pressure die casting[J].International Journal of Metalcasting,2016,10(1):32-42.
[5] 胡溧,唐森泉,楊啟梁,等.某重型商用車變速箱殼體輕量化研究[J].機械傳動,2020,44(4):26-31.
HU Li,TANG Senquan,YANG Qiliang,et al.Research on the lightweight of the gearbox housing of a heavy commercial vehicle[J].Mechanical Transmission,2020,44(4):26-31.
[6] 趙見知,韓旭,顧登禹.基于CAE技術的鋁合金變速箱箱體鑄造工藝設計[J].熱加工工藝,2017,46(3):97-100.
ZHAO Jianzhi,HAN Xu,GU Dengyu.The casting process design of aluminum alloy gearbox case based on CAE technology[J].Hot Working Technology,2017,46(3):97-100.
[7] 曹風江,譚建波,李文革,等.高鋅鋁合金的研究進展與應用概況[J].河北工業科技,2006,23(6):381-384.
CAO Fengjiang,TAN Jianbo,LI Wenge,et al.Research progress and application of high-zinc aluminum alloy[J].Hebei Journal of Indus-trial Science and Technology,2006,23(6):381-384.
[8] 馮清梅.振動參數對消失模鑄造AlSi9Mg合金組織及性能影響研究[D].石家莊:河北科技大學,2013.
FENG Qingmei.Research on the Influence of Vibration Parameters on the Structure and Properties of Lost Foamcasting AlSi9Mg Alloy[D].Shijiazhuang:Hebei University of Science and Technology,2013.
[9] 李占佳,杜林奇,任傳斌,等.低壓鑄造AlSi9Cu1Mg-T6合金組織性能分析[J].科技創新與應用,2019(34):25-29.
[10]張明珠,程云,胡光山,等.低壓鑄造鋁合金后副車架的組織與性能[J].特種鑄造及有色合金,2019,39(3):283-286.
ZHANG Mingzhu,CHENG Yun,HU Guangshan,et al.The structure and properties of the low-pressurecasting aluminum alloy rear subframe[J].Special Casting & Nonferrous Alloys,2019,39(3):283-286.
[11]殷榮幸,李東升.高速鐵路用鋁合金棘輪低壓鑄造缺陷分析及控制[J].輕金屬,2018(9):53-57.
YIN Rongxing,LI Dongsheng.Defect analysis and control of low pressure casting of aluminum alloy ratchet for high-speed railway[J].Light Metal,2018(9):53-57.
[12]于波,余鳳丹.六檔自動變速箱差速器殼體鑄造工藝研究[J].鑄造技術,2013,34(3):375-377.
YU Bo,YU Fengdan.Study on the casting process of the six-speed automatic transmission differential case[J].Casting Technology,2013,34(3) :375-377.
[13]崔蘭芳,李洪,周洪濤.壓鑄鋁合金變速箱殼體應力熱裂分析[J].鑄造,2016,65(8):795-797.
CUI Lanfang,LI Hong,ZHOU Hongtao.Analysis of stress and hot cracking of die-cast aluminum alloy gearbox case[J].Casting,2016,65(8):795-797.
[14]吳友坤,程兆虎,孫成濤.變速箱殼體氣孔原因分析及工藝改進[J].現代鑄鐵,2020,40(1):39-41.
WU Youkun,CHENG Zhaohu,SUN Chengtao.Cause analysis of air holes in gearbox housing and process improvement[J].Modern Cast Iron,2020,40(1):39-41.
[15]周海軍,陸建成,伍世添,等.變速箱殼體壓鑄工藝分析及缺陷改善[J].特種鑄造及有色合金,2019,39(11):1216-1219.
ZHOU Haijun,LU Jiancheng,WU Shitian,et al.Analysis of die casting process and defect improvement of gearbox case[J].Special Casting & Nonferrous Alloys,2019,39(11):1216-1219.
[16]劉祥,任飛,胡文平,等.AlSi9Cu3鋁合金變速箱外殼高壓鑄造模擬分析[J].鑄造技術,2018,39(6):1243-1247.
LIU Xiang,REN Fei,HU Wenping,et al.Simulation analysis of high pressure casting of AlSi9Cu3 aluminum alloy gearbox housing[J].Casting Technology,2018,39(6):1243-1247.
[17]孫志娟,李小飛,李寶棟.基于ANSYS的變速箱后體鑄件應力場有限元模擬[J].熱加工工藝,2019,48(15):85-87.
SUN Zhijuan,LI Xiaofei,LI Baodong.Finite element simulation of stress field of gearbox rear body casting based on ANSYS[J].Hot Working Technology,2019,48(15):85-87.
[18]王群,孫占春,范云波.鋁合金箱體低壓鑄造數值模擬及其優化設計[J].特種鑄造及有色合金,2017,37(3):284-287.
WANG Qun,SUN Zhanchun,FAN Yunbo.Numerical simulation and optimization design of low-pressure casting of aluminum alloy box[J].Special Casting & Nonferrous Alloys,2017,37(3):284-287.
[19]倪利勇,劉鵬.鋁合金變速箱殼體壓鑄工藝的數值模擬及生產[J].特種鑄造及有色合金,2015,35(7):702-704.
NI Liyong,LIU Peng.Numerical simulation and production of die casting process for aluminum alloy gearbox housing[J].Special Casting & Nonferrous Alloys,2015,35(7):702-704.
[20]孫冬恩,程和法,周宏偉,等.低壓鑄造鋁合金輪轂的數值模擬及工藝優化[J].特種鑄造及有色合金,2020,40(7):763-767.
SUN Dongen,CHENG Hefa,ZHOU Hongwei,et al.Numerical simulation and process optimization of low pressure casting aluminum alloy wheels[J].Special Casting & Nonferrous Alloys,2020,40(7):763-767.
