雙基推進劑包覆層界面脫粘敲擊檢測系統設計
2021-07-27 13:07:04張興成李艷軍曹愈遠宋甫成趙楊超
宇航材料工藝 2021年3期
張興成 李艷軍 曹愈遠 宋甫成 趙楊超
(南京航空航天大學,南京 210016)
文 摘 雙基推進劑橡膠包覆層界面脫粘降低了推進劑工作性能,使其運行存在潛在的安全隱患。針對此問題,設計并開發了一套由信號處理組件、自動化控制組件和智能診斷組件構成的敲擊檢測系統,旨在通過自動化控制與智能敲擊診斷技術相結合,更加全面的獲取待測件的狀態,提高檢測的準確性和可靠性。實驗結果表明,敲擊檢測系統可以識別橡膠包覆層脫粘缺陷,并且當敲擊檢測分辨率為3~10 mm時,脫粘缺陷檢測準確率≥87.5%;BP神經網絡隱含層神經元數設置6或7時,故障識別效果良好,K-means聚類算法對敲擊檢測數據故障確診率≥90%。綜上所述,敲擊檢測系統具有較高的檢測分辨率和準確率,可以實現對雙基推進劑包覆層粘接質量的客觀評價。
0 引言
雙基推進劑作為各類戰略導彈、航天飛行器和運載火箭的主要推進劑之一[1],對其進行安全性評估就顯得尤為重要。從發生的各類推進故障來看,雙基推進劑橡膠包覆層脫粘是引起災難的關鍵因素之一[2]。由于雙基推進劑大都采用單件加工模式[3],生產工藝復雜,膠粘可靠性難以得到保證,這間接增加了推進劑橡膠包覆層發生脫粘的概率。
目前應用于推進劑橡膠包覆層脫粘檢測的技術主要有人工敲擊檢測法、超聲C 掃技術[4]和激光電子散斑干涉法[5-6]等。但人工檢測效率比較低,且易出現漏檢情況;激光電子散斑對膠粘結構具有一定損傷,存在安全隱患,應用場景比較局限;超聲波檢測操作復雜,需要耦合介質,且橡膠內襯阻尼大,超聲波會有較大的衰減,不適用于現場檢測。針對上述檢測技術在推進劑橡膠包覆層脫粘檢測存在的不足,需要一套具備無損檢測、高效準確、操作簡單,并且可以適用不同生產需求、工作環境的雙基推進劑界面脫粘檢測系統。
雙基推進劑裝藥制備一般流程及探傷檢測工序如圖1所示。基于對推進劑的現場檢測和裝藥質量的評價,根據預制包覆層的檢測探傷反饋,指導車藥整形的特殊要求。本文在傳統敲擊檢測基礎上,融合智能診斷方法[7]、傳感器技術[8]、信號處理技術[9]、自動化控制[10]和大數據處理等對敲擊檢測系統進行設計開發,擬實現對雙基推進劑包覆層粘接質量的客觀評價。
圖1 推進劑一般制備流程與探傷檢測工序Fig.1 The general preparation process and flaw detection process of propellant
1 局部敲擊檢測
局部敲擊檢測是一種對待測界面進行逐點檢測的無損檢測技術,常用于蜂窩結構、層壓結構[11-12]和膠接結構的檢測。現代局部敲擊檢測理論是由Cawley 和Adams 共同建立的[13],他們發現敲擊被測件的不同區域時,敲擊力信號的時域和頻域都有明顯的差異,故可通過分析敲擊不同區域的時域和頻域差異判斷局部結構的優劣;冷勁松等人[14]對CFRP(碳纖維增強塑料)層板脫粘區和無損區進行敲擊檢測獲得時域曲線,并利用快速傅里葉變換(FFT)將時域曲線變換到頻域,發現脫粘區域的結構模態低于無損區域;Ju-Won Kim 等[15]人利用壓電傳感器的結構健康監測(SHM)技術來實時監測CFRP 的脫膠缺陷;肖莉等[16]人對壓電阻抗的界面脫粘結構進行無損檢測和健康監測研究,為無損檢測和傳感器技術在局部敲擊檢測的實現提供了研究方向。
在敲擊力作用下,局部被檢結構可簡化成一個脫粘界面層向信號響應層的映射關系模型,如圖2所示。
圖2 局部敲擊檢測的映射關系模型Fig.2 The mapping relationship model of partial tap detection
從質量為m敲擊錘敲擊待測結構表面上開始計時至敲擊錘彈起脫離待測結構表面這一過程所經歷的時間,稱為敲擊持續時間(敲擊脈沖時間)τ,即:

式(1)敲擊頻率ω=,這時局部所受壓力為:

當結構出現脫粘缺陷時,可以簡化為四周固定的支撐薄板結構,假設脫粘結構簡化為一個直徑為d的圓,脫粘深度為h局部接觸剛度為Kc,可以得到缺陷剛度為:

式中,D=,E為彈性模量,μ為泊松比,這時局部有效接觸剛度為:

通過分析式(3)、(4)[17]可知,缺陷直徑d越大,缺陷深度h越小,有效接觸剛度也就越小,敲擊力作用在局部位置的時間τ也就越長,即局部敲擊持續時間越久,越容易產生結構脫粘缺陷。
敲擊錘端部的壓電傳感器負責采集被測結構(脫粘界面層)所受的振動信號,并轉化成數字電信號響應(信號響應層)。受壓電元件兩電極間的電容量為:

式中,εr為相對介電常數,ε0為真空介電常數,δ為壓電元件厚度,S為極板面積。
2 敲擊檢測系統
2.1 系統架構層
敲擊檢測系統架構可分為信號采集與傳輸層、自動化集成控制層和信息處理與顯示層。信號采集與傳輸層圍繞敲擊信號的采集、處理與傳輸展開敲擊采集裝置的電路優化設計;自動化集成控制層主要是配合工件模型和控制策略實現對整個敲擊檢測系統進行串聯控制;信息處理與顯示層指示了敲擊數據流的傳輸、存儲與處理顯示。系統架構層如圖3所示。
圖3 界面敲擊檢測系統整體架構層Fig.3 The architecture layer of interface tap detection system
2.2 信號采集處理系統
信號采集與處理系統主要由敲擊錘、驅動電路和信號調理電路組成,如圖4所示。敲擊錘內部由兩個一定間距的通電螺線管構成,中間部分嵌入磁塊,并通過滑桿結構固定敲擊錘頭,敲擊錘頭內部嵌入壓電傳感器拾取敲擊作用力的持續時間。
圖4 敲擊信號采集與處理系統Fig.4 The system of tap signal acquisition and processing
驅動電路通過三極管實現信號放大和開關電路設計,在控制信號的作用下,為兩個螺線管提供交替導通驅動電流,進而產生電磁場,吸引磁塊并帶動敲擊錘頭循環往復運動,當出現局部敲擊作用后,敲擊錘內部的壓電傳感器會將作用力轉換為敲擊電信號并傳向信號調理電路。
由于敲擊所得的信號微弱且受高頻信號和噪聲影響較大,需要進行濾波整流等信號調理,提高有用敲擊信號的信噪比,保證敲擊信號質量滿足要求,使得最終采集到的信號能夠實現對脫粘缺陷的評估。
2.3 自動化集成控制系統
自動化集成控制系統主要由遠程控制組件和機械執行機構組成。遠程控制組件主要由集成電氣設備、集成控制按鈕和人機界面組成。主要負責系統的控制指令的接收與反饋、狀態顯示與控制和測試與維護等工作。機械執行結構則是由旋轉支撐組件、機器人手臂和伺服電機等機構組成。
由于自適應控制系統面向待測試驗件,故對工件的關鍵尺寸參數進行定義,如表1所示。

表1 雙基推進劑關鍵尺寸參數定義表1)Tab.1 The definition table of the double-base propellant key dimension parameter mm
基于表1尺寸參數定義,建立工件的簡化模型,并對敲擊錘空間軌跡中的關鍵點進行標定(即敲擊錘運動軌跡的關鍵坐標計算),如圖5所示。
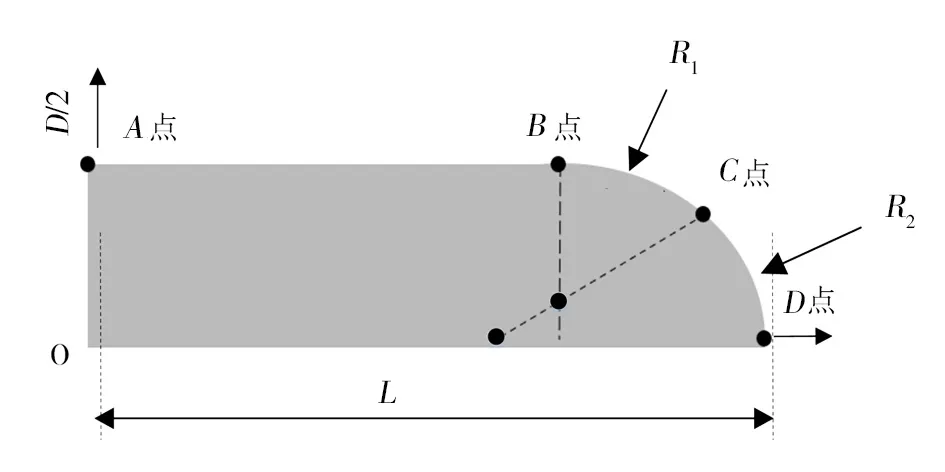
圖5 敲擊軌跡關鍵點坐標標定Fig.5 Key point coordinate calibration based on tap trajectory
通過關鍵點的坐標值,能夠確定執行機構狀態轉化的節點位置、轉化時間,達到對不同尺寸工件表面的自適應。
計算四個關鍵點坐標,A點作為起始零點:
(1)A點:

式中,xW表示距離起始零點的安全距離。
(2)B點:

(3)C點:

(4)D點:

基于上述關鍵坐標值的計算,對自適應控制的四軸聯動機構建立空間坐標系,將關鍵坐標的參數值映射到自適應控制系統,控制上表現為不同的脈沖輸出,機械執行機構(防爆伺服電機等)識別控制指令,完成敲擊錘的姿態控制,并實現位置信息的閉環控制。
2.4 軟件系統設計
軟件系統主要分為五個模塊進行設計開發,主要包括數據采集與預處理、運動控制、數據處理與成像、數據庫與系統管理,如圖6所示。
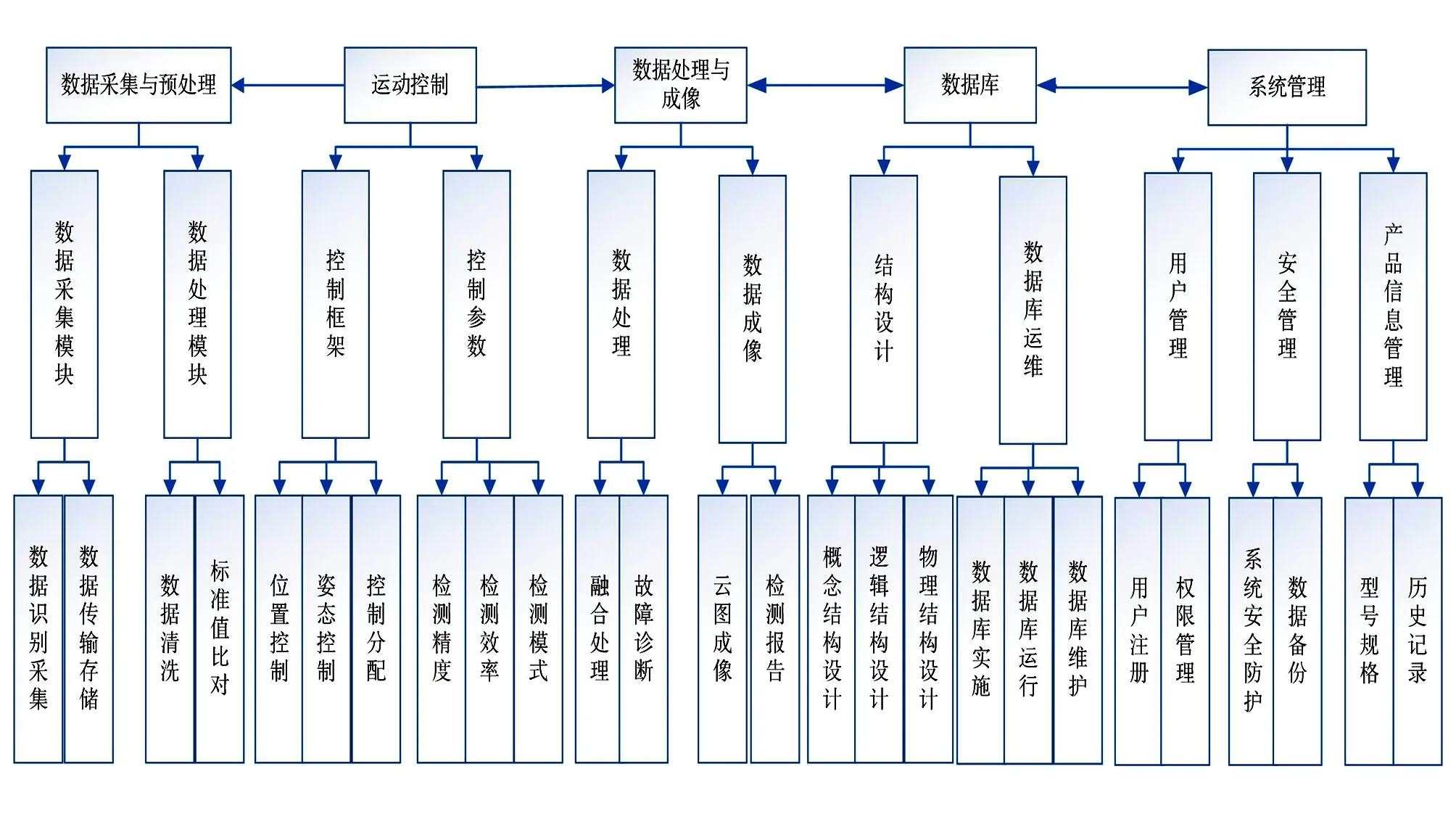
圖6 界面脫粘敲擊檢測軟件系統功能框圖Fig.6 The functional block diagram of the interface debonding tap detection software system
通過對運動控制框架和控制參數進行分析,引入不同運動控制模式的設置,并實時對控制系統進行狀態監測;數據采集與預處理模塊實現對敲擊錘采集信息的獲取、傳輸與數據清洗,同時導入數據庫;數據處理與成像模塊可以對檢測數據進行融合診斷,輸出二維云圖、檢測報告等;數據庫模塊主要針對數據庫結構和運維進行設計與開發;系統管理模塊實現對用戶信息、產品信息和系統安全的監測等。
2.5 檢測流程
敲擊檢測系統基于自動控制系統和敲擊檢測系統,以人的干預指導為核心,通過軟硬件系統相互配合實現智能敲擊檢測,敲擊檢測流程圖如圖7所示。
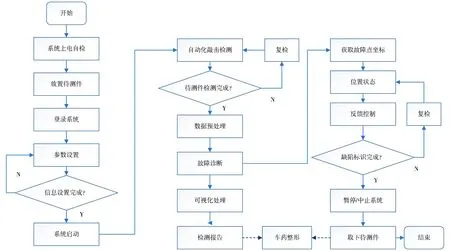
圖7 界面脫粘敲擊檢測系統操作流程圖Fig.7 The operation flow chart of interface debonding tap detection system
2.6 實現框圖
基于上述對敲擊檢測架構層的分析與設計,敲擊檢測系統實現了具備工件自適應、人機隔離、遠程通信、自動化控制、可視化人機交互、數據處理與存儲以及智能診斷識別等功能,最終檢測實物及系統關聯如圖8所示。
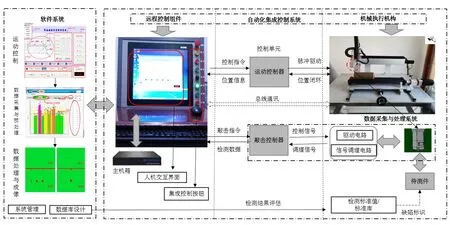
圖8 界面脫粘敲擊檢測系統最終實現框圖Fig.8 The final realization block diagram of the interface debonding tap detection system
3 實驗
3.1 試驗件設計
忽略待測推進劑藥柱類球面,制備長度為225 mm,直徑φ127 mm的圓柱體試驗件,并將柱面沿軸向等分成四個區域,標號A/B/C/D,在四個分區交界位置的圓周方向上預埋2個φ10 mm和2個φ5 mm、蒙皮厚度為2 mm、橡膠包覆層為1 mm的脫粘缺陷,藥柱芯為實木材質(選用標準主要考慮安全性、工件制備的難易程度、固體柱芯采集信號的相似性)。待測試驗件如圖9所示。
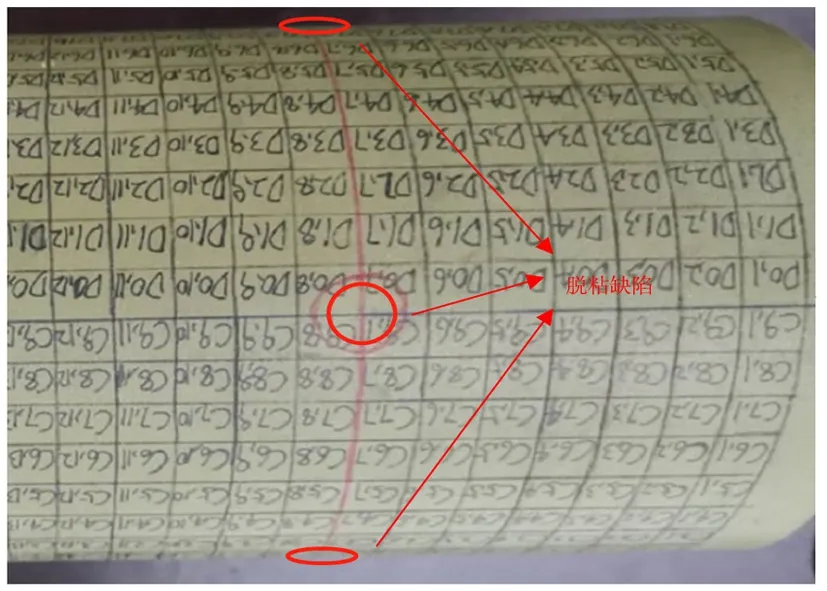
圖9 預埋脫粘缺陷的試驗件Fig.9 Test piece with embedded debonding defect
3.2 敲擊檢測實驗
敲擊檢測參數需要根據實際檢測需求進行設置,如表2所示。

表2 敲擊檢測實驗參數設置Tab.2 The parameter settings tap detection experiment
3.2.1 脫粘缺陷識別對比驗證
由于檢測現場噪聲對超聲C 掃檢測的影響較大,兩組實驗需在低噪聲環境下進行檢測,避免外界因素影響實驗結果。
基于對大量敲擊檢測數據的分析,確定敲擊閾值、敲擊標準值和顏色標識(其中,初步認為大于敲擊標準值50%為故障點,圖10中標為紅色的點),經過對噪聲數據預處理(插值與臟數據剔除)與故障診斷算法識別后對敲擊數據進行顏色映射,然后根據對應坐標位置對網格進行排布,導出敲擊檢測結果如圖10(a)所示。其中,圖10(b)為超聲C 掃檢測相同試驗件的二維展開圖。
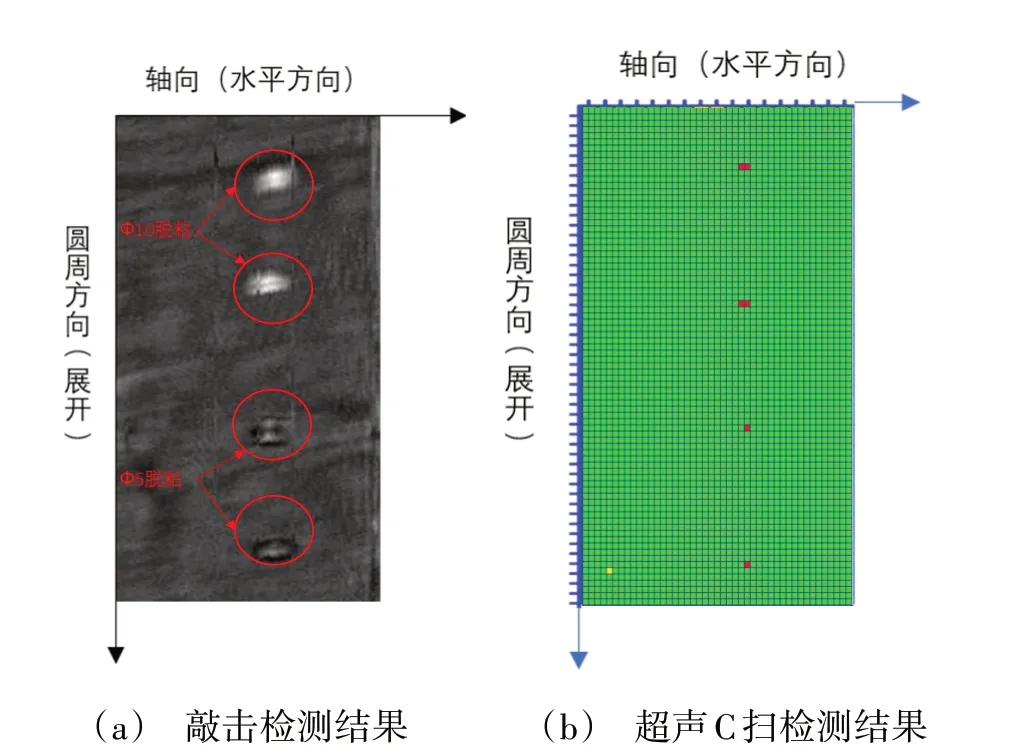
圖10 敲擊檢測和超聲檢測實驗結果對比Fig.10 The comparison of test results between tap testing and ultrasonic testing
3.2.2 脫粘缺陷檢測準確率驗證
基于上述制備的試驗件,設置4 組不同分辨率(3~10 mm)的敲擊檢測實驗,為了避免檢測結果偶然性,每種分辨率分別進行10次,并統計敲擊識別出的故障網格和實際劃分的故障網格個數,計算每種分辨率的脫粘缺陷識別情況,即檢測準確率。檢測結果如表3所示。
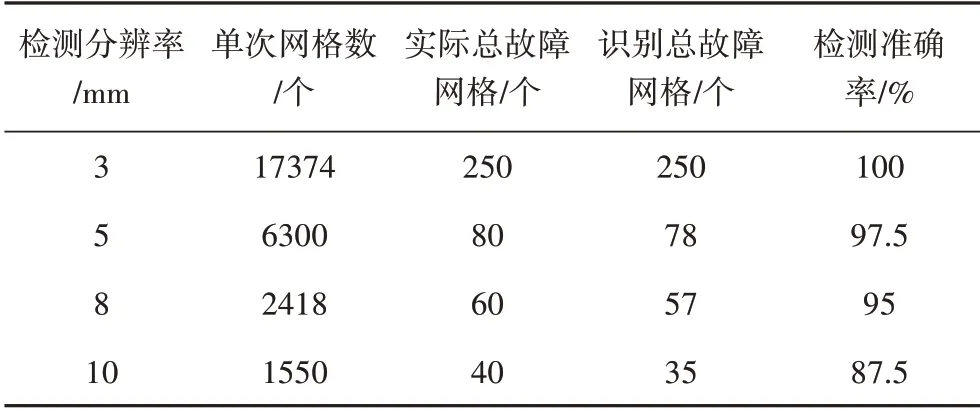
表3 不同檢測分辨率下的脫粘缺陷檢測準確率Tab.3 Detection accuracy of debonding defects under different detection resolutions
3.2.3 故障診斷算法測試分析
對上述5 mm 檢測分辨率的10 組數據集(每組6 300 個數據)分別進行隨機抽取1 080 個數據對兩種故障診斷算法進行訓練,表4展示了一種抽取結果。

表4 檢測分辨率為5 mm采集的部分敲擊數據及缺陷情況Tab.4 Part of the tap data and defects collected with 5 mm inspection resolution
3.2.3.1 BP神經網絡
BP神經網絡中隱含層神經元數是決定網絡效果優劣的關鍵,個數選擇不當將導致網絡學習能力不夠或者歸納能力差。根據經驗公式設置隱含層神經元數h=+a,其中a常數,學習率選擇0.01,隱含層激活函數選擇logsig 函數。測試結果見圖11。
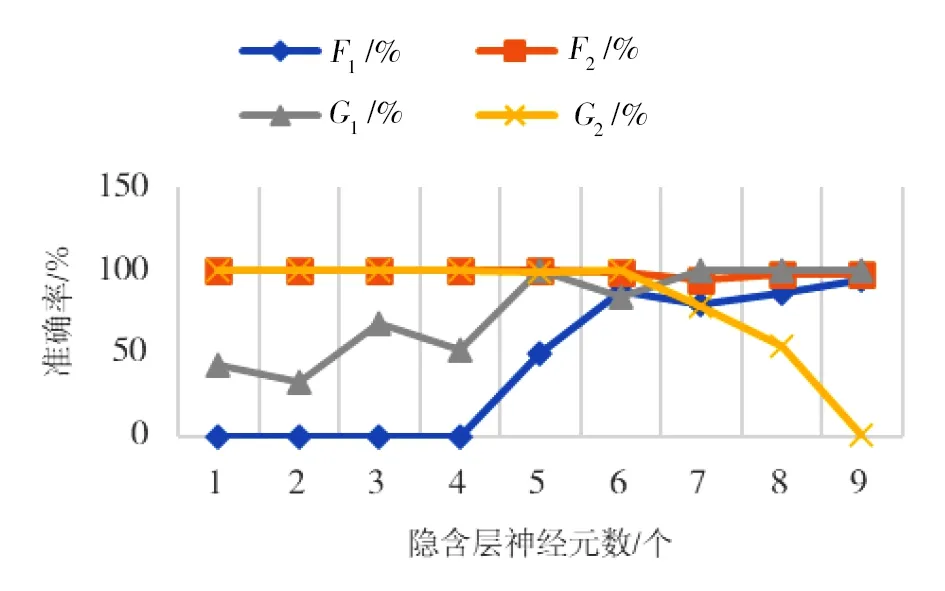
圖11 隱含層神經元數對識別準確率的影響Fig.11 The Influence of the number of neurons in hidden layer on the accuracy of recognition
其中:
F1為第一層數據中故障數據的識別正確率;
F2為第一層數據中正常數據的識別正確率;
G1為第二層數據中故障數據的識別正確率;
G2為第二層數據中正常數據的識別正確率。
由圖11可知,當隱含層神經元數在[1,9]范圍內時,隨著其個數的增加,第一層數據的識別準確率整體偏好,而第二層數據的識別準確率則由好到壞。
3.2.3.2 K-means聚類
K-means 聚類算法通過對預處理數據集隨機K個初始聚類中心,計算各個聚類均值作為新的聚類中心重新聚類,如果聚類中心不發生改變,退出聚類算法,否則,反復這個過程。
為了避免K-means 的初始中心是隨機過程帶來的偶然性,設置10 次測試試驗,3 次聚類確定聚類中心,測試診斷結果如圖12所示。
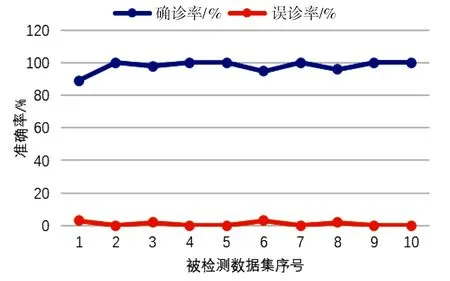
圖12 基于K-means聚類算法的敲擊數據診斷結果Fig.12 The tap data diagnosis results based on K-means clustering algorithm
3.3 實驗結果分析
(1)從脫粘缺陷識別對比驗證結果可以看出,敲擊檢測和超聲C 掃檢測對脫粘缺陷的檢測結果基本吻合。
(2)根據脫粘缺陷檢測準確率驗證結果分析表明,不同檢測分辨率(3~10 mm)的缺陷識別率≥87.5%。
(3)由于檢測分辨率和檢測效率成反比,但正比與缺陷識別率,所以需要根據不同場景調整參數設置。
(4)由BP 神經網絡測試結果可知,當隱含層神經元數為6或7時,整體識別準確率最佳;K-means聚類診斷算法對敲擊檢測數據故障確診率≥90%,誤診率≤5%,識別效果較好,可以用于脫粘故障點的檢測。
4 結論
(1)該系統適用于雙基推進劑界面脫粘檢測,并可根據實際檢測需求和應用場景不同,設置不同的檢測分辨率。
(2)該系統解決了傳統敲擊檢測效率不高、易漏檢、安全性差等情況,顯著提高了雙基推進劑界面脫粘檢測的準確性、可靠性和安全性。
(3)該系統能夠對不同尺寸結構的雙基推進劑的界面自適應,保證敲擊檢測自動化的同時,實現了產品的無損檢測。
(4)該系統可通過人機交互界面監測并反饋檢測相關信息,易實現流水線操作,指導車藥整形。
(5)該系統操作簡單,不需要特殊耦合劑,且不受噪聲環境影響,并且具備工業防爆等級,可用于裝藥現場檢測。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
當代陜西(2020年13期)2020-08-24 08:22:02
中華詩詞(2019年7期)2019-11-25 01:43:04
電子制作(2018年11期)2018-08-04 03:25:42
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
