3500 mm爐卷精整區域板坯跟蹤系統的研究與應用
2021-07-27 10:47:42姜巍
山西冶金 2021年3期
姜 巍
(山信軟件日照分公司,山東 日照 276800)
在爐卷生產線上,板坯跟蹤是非常重要的功能之一,直接影響著生產的效率、產品的質量和生產的效率。寬厚板生產線板坯跟蹤系統對整個生產線進行全程實時跟蹤,有效控制各設備工序的正常運行,保證生產有序進行,本文主要研究精整區域的板坯跟蹤系統及設備運行的情況。
1 精整區域基本介紹
精整區域位于矯直機之后,包括2座冷床、1臺圓盤剪、1臺雙邊剪、2臺定尺剪,2臺垛板機,精整分為2條剪切線,精整的跟蹤主要由輥道上安裝的光柵來修正計算。
2 板坯跟蹤系統的概念
跟蹤系統基于輥道速度計算板坯位置,通過光柵等對鋼板的頭部、尾部位置進行檢測,并適當修正頭尾位置。
2.1 跟蹤位置
跟蹤系統跟蹤板坯上的單點位置,這個跟蹤的位置通常在板坯頭部的中間位置,另外跟蹤程序還需要跟蹤Y方向的邊緣位置的點,當創建板坯信息以及信息在跟蹤區域之間傳輸時,跟蹤系統需要計算Y方向上的位置。
2.2 跟蹤區域和跟蹤區
為了精整區域的布局,而把跟蹤分為區域和區。跟蹤區域是單一所覆蓋的整個跟蹤區域系統,對于精整區域,跟蹤區域可分為冷床及檢查床、圓盤剪、雙邊剪、定尺剪,這些領域都有本身獨立的PLC。跟蹤區是跟蹤區域的進一步細分,由于跟蹤系統的限制,一個oTRANS塊最多能處理oPLATE的數量為8即8塊板坯。即使設備本身可以放更多的板子,但是由于系統限制也只能跟蹤8塊板坯。
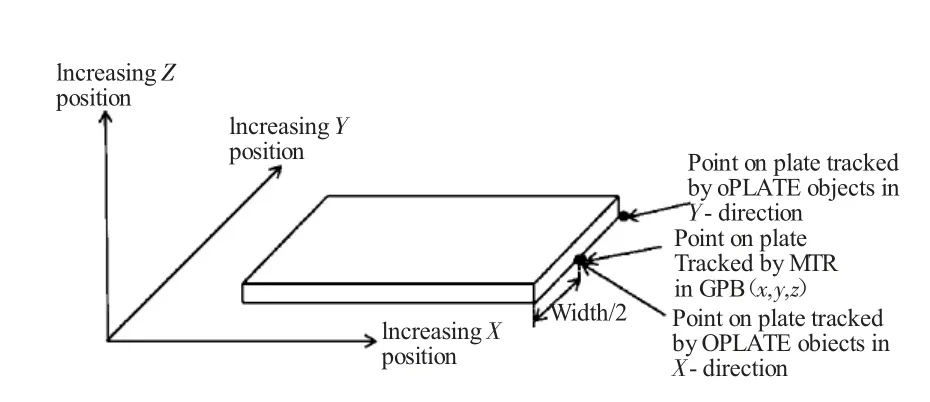
圖1 跟蹤位置及其坐標
2.3 跟蹤鏈的功能
在跟蹤系統中,根據內部功能塊的邏輯狀態在跟蹤鏈的輸出切換到相應的跟蹤鏈輸入,在跟蹤中的三個基礎跟蹤對象(oPLATE,oTRANS和oMD)確保以下功能:確保板坯信息被錄入到正確的跟蹤區域(oTRANS);為輥道選擇正確的速度(oTRANS);跟蹤區域之間的轉移(oPLATE);錄入板坯信息到程序內(oPLATE);通過光柵(oMD)同步板坯位置。
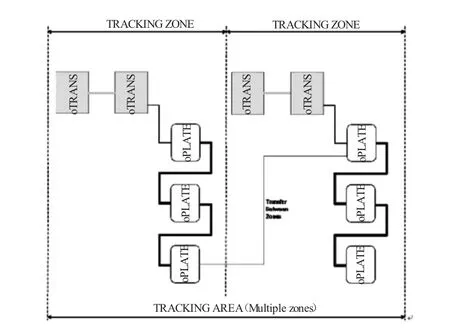
圖2 o TRANS和o PLATE的從屬關系
2.4 母板和子板的概念
從軋機區域來到精整區域而未作處理的板被稱為母板,母板會根據需求被分切成若干子板,在跟蹤系統中母板的信息是由5個子板信息組成的,當分切時都根據信息會分離出新的子板信息。
3 板坯跟蹤系統的組成
板坯跟蹤系統的主要功能由以下四個基本組成提供:全局板坯緩存(GPB);運輸項目(oTRANS);目標板坯(oPLATE);金屬檢測器(oMD)。
3.1 全局板坯緩存(GPB)
全局板坯緩存是程序內的DB塊,用于存儲整個設備的板坯信息,包括板號、尺寸信息、頭尾位置、子板信息等。
3.2 傳輸項目(oTRANS)
傳輸項目是代指一個跟蹤區域,一般是一組輥道或者冷床的一個區,具有起始和結束的X、Y坐標。用于存儲該區域的速度、板坯數量及板號等信息。
3.3 目標板坯(oPLATE)
目標板坯用于存儲單支的板坯信息,包括頭尾位置、板坯速度、板坯尺寸等信息。
3.4 金屬檢測器(oMD)
金屬檢測器在程序內存儲固定坐標,當收到對應的熱檢信號時如果此時板坯頭尾位置與固定坐標偏差在窗口數值之內,則會將板坯頭尾位置同步到固定坐標。
4 跟蹤原理及實現
4.1 鋼板信息的創建
當鋼板通過上料小車進入冷床區域時標志著板坯進入精整區域,觸發二級系統將該板坯信息發送到GPB內,并占據一個oPLATE塊,相應的oTRANS也會根據實際情況更新其存儲信息。
4.2 鋼板信息的傳遞
當板坯運行到兩個oTRANS之間時就需要將板坯信息傳輸到下一個oTRANS了,當板坯中線進入到下一個oTRANS范圍內時,GPB將板坯信息載入到下一個oTRANS內的oPLATE塊中,并將上一個oPLATE內的信息清空。

圖3 板坯信息在o TRANS之間的傳輸關系
4.3 鋼板信息的撤銷
當板坯來到碼垛機時,就進入到精整區域的盡頭位置,當碼垛機將板坯吊起時,GPB會將該板坯信息徹底清除,清理掉oTRANS內該板坯占據的oPLATE塊的存儲信息。
5 結語
本文對精整區域的跟蹤系統進行了分析研究,包括位置輥道控制和板坯檢測,重點研究了跟蹤的原理及實現,對于精整自動控制的實現有重要意義,實現了實時跟蹤的自動控制,保證了水冷過程精確性,提高了軋線的產品質量。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
中外會展(2014年4期)2014-11-27 07:46:46
民生周刊(2012年10期)2012-10-14 09:06:46
