中壓電纜絕緣屏蔽與絕緣粘連現象分析及解決措施
2021-07-27 01:12:26林愛華鮑啟偉高紅陽
現代制造技術與裝備 2021年6期
關鍵詞:界面
林愛華 鮑啟偉 高紅陽
(1.江蘇長峰電纜有限公司,宜興 214252;2.無錫江南電纜有限公司,宜興 214251)
按照國標GB/T 12706.2的要求[1],電纜的絕緣屏蔽應直接擠包在絕緣線芯外面,且與絕緣線芯緊密結合。設計產品時,考慮到安裝施工的便捷性,電纜端頭會剝開,需將絕緣屏蔽從絕緣線芯表面剝離干凈[2]。因此,一般生產時會采用可剝離的絕緣屏蔽材料。根據試驗標準規定,剝離力的范圍為4~45 N。而三層共擠生產過程中,經常會遇到交聯擠塑機啟動時端頭因絕緣屏蔽與絕緣線芯之間的粘附力太大(即剝離力超標而不合格)導致開機廢線過多,造成材料浪費。本文針對此現象進行了研究分析,并采取相應措施予以解決。
1 絕緣屏蔽粘連現象
粘連現象調查顯示,使用A廠絕緣料和A廠外屏蔽料生產時,出現絕緣屏蔽與絕緣線芯之間粘連,導致啟機廢線過多。為減少浪費、解決該情況,進行了以下研究[3]。
1.1 試樣試制
選取電纜產品型號規格為YJV 12/20 kV 1×300 mm2,其工藝參數為導體外徑18.3 mm,導體屏蔽厚0.8 mm,絕緣厚5.5 mm,絕緣屏蔽厚0.8 mm。內外屏蔽和絕緣均采用A廠材料進行生產,擠塑機各溫區的溫度設置參數如表1所示,硫化管各溫區設置參數如表2所示。

表1 擠塑機各溫區的溫度(單位:℃)

表2 硫化管參數
1.2 試制結果
使用上述廠家原材料和工藝參數生產,啟動時電纜線絕緣線芯與絕緣屏蔽層出現粘連的情況(經測試,絕緣屏蔽層無法剝離掉或剝離力不合格)。每隔一段剪開查看,直至剪掉200 m后才略有好轉,至300 m時表面良好,粘連情況消失。將前200 m的電纜線加熱剝離后發現,外屏與絕緣線芯界面不光滑并有很多條紋,條紋在生產過程中逐漸消失,條紋消失處界面光滑。絕緣屏蔽層與絕緣線芯界面條紋如圖1所示,硅油下的條紋如圖2所示。200 m處取樣3個,分別測試3個樣品的剝離力。測試9個數據中,1個剝離力為58 N,3個試樣均不合格。
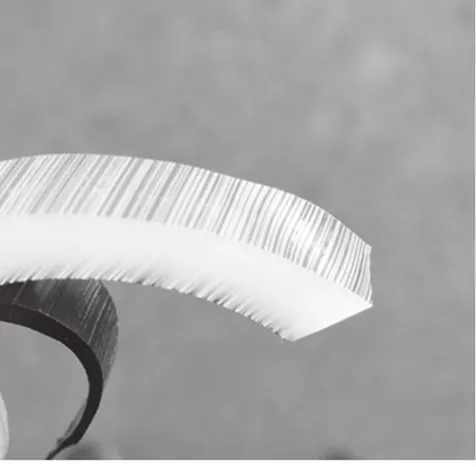
圖1 外屏與絕緣界面條紋

圖2 硅油下的條紋
2 分析現象發生的原因
2.1 材料
懷疑絕緣材料與內外屏材料不匹配導致端頭電纜不合格[4]。為排除此因素,采用A廠絕緣料+B廠屏蔽料和B廠絕緣料+A廠屏蔽料進行試制,但試制結果不理想,仍有絕緣屏蔽粘連的情況,但粘連的長度減少至150 m。可見,材料的因素可能有但較小。
2.2 設備
考慮是否為設備問題。使用A廠絕緣料和屏蔽料,分別嘗試了其他3條交聯生產線,仍然有絕緣屏蔽粘連的情況,且長度未減少,因此排除了設備問題。
2.3 啟機溫度
經過和材料廠家的技術溝通,并要求提供現場技術支持,各工程師分析該現象可能是由于在啟機時硫化管溫度過高所導致。于是,將表1中對應的啟機溫度降低5~10 ℃,提高外屏擠出溫度各5 ℃,將表1中的熔融溫度H1~H4提高到120~125 ℃,其余不變[5]。根據調整后的工藝再次試制,仍有粘連情況,且粘連長度幾乎沒變化,說明啟機溫度不是導致粘連情況發生的原因。
2.4 排膠操作
經過前面的研究,已經排除可能存在的原材料、設備及擠塑機的溫控因素后,下面分析人為操作方法因素。經工程師和外援人員現場會診,認為人為操作不到位的可能性較大。經仔細觀察操作情況發現,三層共擠時內屏料、絕緣料和絕緣屏蔽料并非同時出膠,因此可能存在回膠的情況。生產過程中,要求操作工控制好機頭的出料時間,盡量控制導體屏蔽、絕緣料和絕緣屏蔽料同時出模。然而,排膠過程中,絕緣料沒有及時擠出。待絕緣層出料后,3種料在機頭處同步排膠。取一段擠塑的三層共擠線芯,經冷卻后剝開,發現內外屏與絕緣界面均有拉痕,確定該現象產生在機頭位置。機頭排膠約15 min后,外屏界面條紋明顯減少,且模芯與導體間有輕微回料現象,決定正常開機后再取樣觀察。當線芯出下密封(硫化管下出口處)后,多次取樣剝離外屏,發現出線約15 m處,外屏與絕緣界面條紋消失,界面光滑。根據此次生產情況,確定內外屏與絕緣界面的條紋是由于機頭排膠時內外屏蔽回膠所導致,待再次驗證后確定。三層共擠機頭剖面圖,如圖3所示。
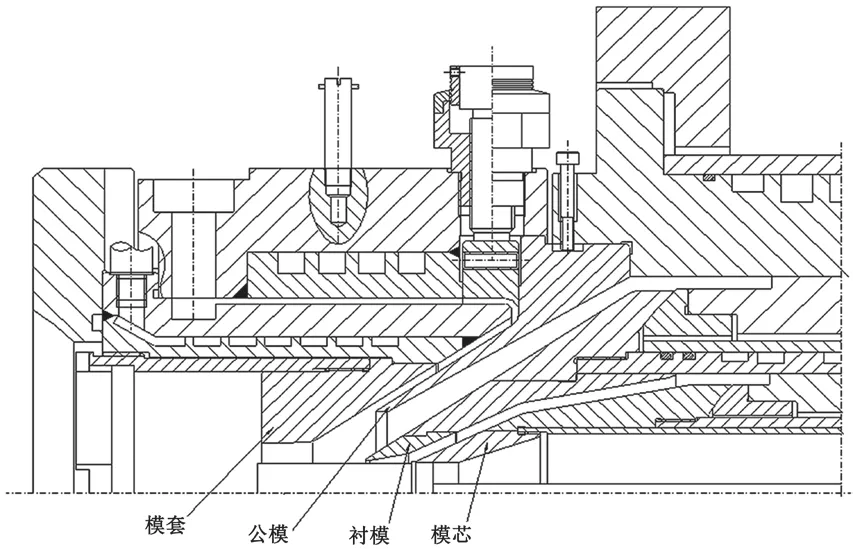
圖3 機頭剖面圖
再次開機后,當機頭排膠時內屏料出模具后立即停掉,外屏料在排到公模口前停掉,待絕緣料排出公模口后,同時啟動內外屏同步排膠,約5 min后機頭處取樣,冷卻后檢查內外屏與絕緣界面光滑無異常。繼續排膠約5 min后啟機,當線芯出下密封后,分別于出線3 m和20 m處取樣。經查看,內外屏與絕緣界面光滑無異常。出線50 m和300 m處取樣,經檢驗硅油檢查界面光滑無異常。送檢檢測后,剝離力試驗結果如表3所示。
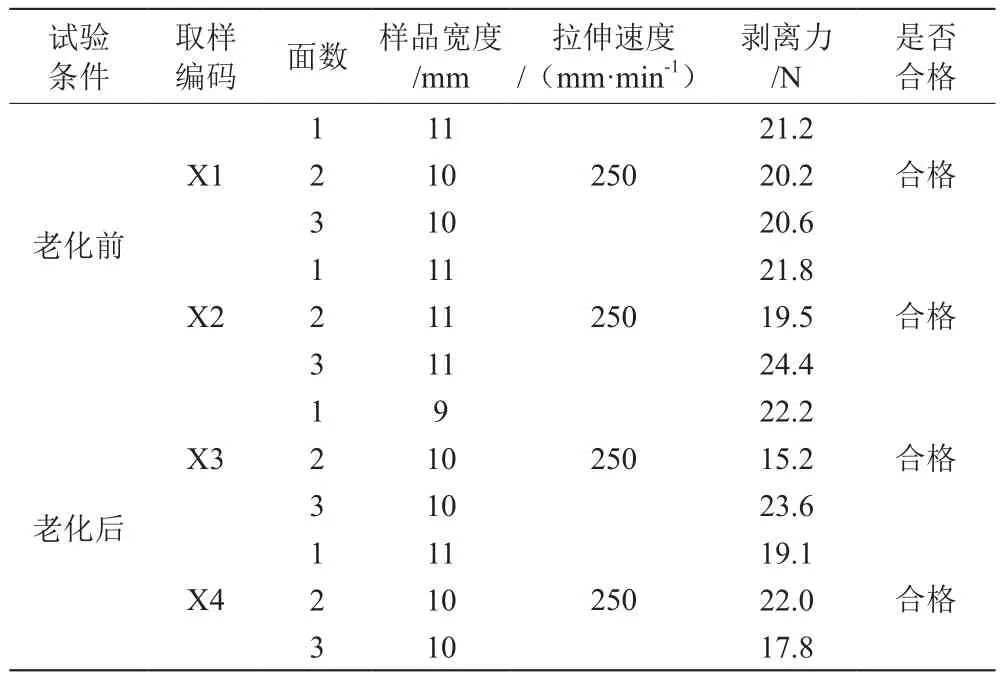
表3 試驗結果
至此,生產A廠材料出現的中壓交聯線芯,啟機時內外屏蔽與絕緣界面產生條紋且外屏與絕緣粘連的問題的根本原因,已確定是擠塑操作的方法存在問題,操作時應將3種料同步出膠擠制。
3 結語
經過長時間多次試制、取樣測試的大量數據分析,最終確定了造成絕緣屏蔽與絕緣線芯粘連的根本原因,可為解決類似問題提供一種新的技術方案。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
