S890 高強度無縫鋼管在液壓支架立柱中的應用研究
2021-07-28 12:35:26孫建明
礦山機械 2021年7期
孫建明
兗礦東華重工有限公司 山東鄒城 273500
隨 著液壓支架向大工作阻力和高可靠性方向發展,對液壓支架立柱使用的鋼管提出了新的要求,要求其具有更高強度、塑性和良好的抗沖擊性。因此,從原材料、熱處理、焊接等方面,對新型材料S890 厚壁管的制造工藝進行了研究。通過對 S890 的化學成分進行分析,掌握其 CCT 曲線及碳當量等關鍵數據,經過一系列的工藝試驗、理化試驗,最終確定其熱處理及焊接工藝參數。
1 材料分析
筆者以 S890 高強無縫鋼管為研究對象,其化學成分和機械性能如表 1、2 所列。

表1 S890 鋼管化學成分 (質量分數)Tab.1 Chemical composition of S890 steel pipe (mass fraction) %

表2 S890 鋼管機械性能Tab.2 Mechanical properties of S890 steel pipe
根據表 1 數據,采用 JMatPro 仿真軟件計算出S890 的等溫轉變曲線 (TTT),如圖 1 所示。S890 在奧氏體化后進行冷卻過程中,析出鐵素體、珠光體、貝氏體的初始溫度分別為 792.9、710.9 和 566.6 ℃。馬氏體的開始轉變溫度為 377.5 ℃。根據該曲線可知,過冷奧氏體會出現 2 個“鼻尖”,第1 個“鼻尖”溫度為 587 ℃,在此溫度保溫 398 s 后有珠光體轉變;第2 個“鼻尖”溫度為 487 ℃,在此溫度保溫1.48 s 后有貝氏體轉變。

圖1 等溫轉變曲線Fig.1 Isothermal transformation curve
S890 的連續冷卻曲線 (CCT) 如圖 2 所示,由圖2 可以看出,隨著冷卻速度的增加,鐵素體和珠化體減少,貝氏體和馬氏體增加,馬氏體臨界冷卻速度為20 ℃/s。

圖2 連續冷卻曲線Fig.2 Continuous cooling curve
2 熱處理工藝
本試驗以某鋼廠生產的 S890 熱軋無縫鋼管為研究對象,分析加熱溫度對原始奧氏體晶粒尺寸和淬火硬度的影響,回火溫度對組織和硬度的影響以及調質后的力學性能,從而確定合適的調質熱處理工藝。
2.1 加熱溫度
加熱溫度和保溫時間直接影響著原始奧氏體晶粒尺寸和所加入微合金元素的固溶情況。根據液壓支架立柱缸筒使用性能要求,需采用調質處理,以提高缸筒的強度、塑性和抗沖擊性。由于 S890 為 Mo-Mn系合金鋼,合金鋼的淬火加熱溫度選用原則為Ac3(或Ac1)+(50~100) ℃[1],淬火加熱溫度選擇 930 ℃。
2.2 回火溫度
在φ351×48 熱軋管上取樣,試樣熱處理試驗工藝如表 3 所列,采用加熱溫度為 930 ℃,保溫 120 min,水冷,回火溫度分別為 660、630、620、610 和600 ℃ 的熱處理制度進行整體試樣熱處理,分析回火溫度對組織和機械性能的影響。

表3 試樣熱處理試驗工藝Tab.3 Testing process of heat treatment of sample
熱處理完成后,在壁厚 1/4 處取樣進行拉伸和沖擊檢驗,取全壁厚試樣進行硬度檢驗,試驗數據如表4 所列。

表4 試樣熱處理試驗數據Tab.4 Testing data of heat treatment of sample
2.3 微觀組織和力學性能
在整體試樣熱處理后的鋼管中,分別在外表面和壁厚中心處檢驗鋼管的顯微組織及淬透性。鋼管表面、壁厚中心處組織均為回火索氏體,各部位組織照片如圖 3 所示。
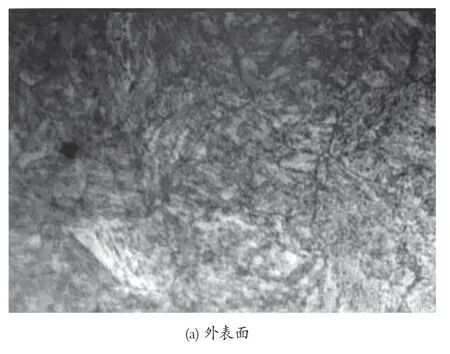

圖3 外表面和壁厚中心處的顯微組織Fig.3 Microstructure of outer surface and wall center
2.4 晶粒度
在整體試樣熱處理后的鋼管中,取壁厚 1/2 處試樣檢驗鋼管的實際晶粒度,鋼管調質后實際晶粒度為8 級。
從液壓支架立柱產品硬度 260~ 300HB 考慮,硬度太高會影響切屑,綜合考慮回火溫度選擇 630 ℃。
因此,φ351×48 熱軋管采用加熱溫度為 930 ℃,保溫 120 min,水冷,回火溫度為 630 ℃ 的熱處理制度能夠滿足材料硬度、力學性能、顯微組織等方面要求。
3 窄間隙焊接工藝
窄間隙焊接是采用焊絲的左右彎曲,帶動電弧擺動,從而熔透坡口兩側,可實現一層一焊道焊接。由于導電嘴寬度窄,故需要的坡口寬度較窄,能夠提高焊接效率,減少焊材,降低焊接熱輸入。
由于 S890 鋼管具有較高的強度和硬度,焊接穩定性差,容易出現裂紋、未熔合及熱影響區的性能變化,因此采用窄間隙焊接工藝進行試驗研究。
3.1 焊接參數分析
3.1.1 焊接性能分析
碳當量是反映鋼中化學成分對淬硬程度影響的重要參數,按照日本 JIS 推薦的碳當量計算方法[2],

按照表 1 化學成分計算,S890 的碳當量值CE為0.64,這類鋼淬硬傾向大,冷裂紋傾向較大,需要采取預熱。
3.1.2 焊材
根據表 4 采用選定的調質工藝熱處理后 S890 鋼管的力學性能,確立焊材的強韌匹配等級。根據等強匹配原則,焊材選用 GHS76-G 焊絲。
3.1.3 裂紋敏感性分析
S890 的焊接性差,易產生冷裂紋,影響產生冷裂紋的化學成分的碳當量

通過計算,S890 的CET=0.39,考慮母材的CET值對預熱溫度的影響,用以下公式

計算得TPCET=142 ℃。綜合考慮化學成分、厚度、焊縫金屬氫含量、熱輸入及應力水平,焊接時預熱溫度采用 100~ 150 ℃。層間溫度過高會對接頭的性能造成損害,一般不超過 220 ℃。
3.2 焊接試驗
3.2.1 坡口加工
窄間隙需要的坡口寬度較窄,尺寸如圖 4 所示。

圖4 窄間隙坡口尺寸示意Fig.4 Dimensional sketch of narrow-gap groove
3.2.2 焊接
采用窄間隙設備 GHS76-G 焊絲多層單道焊接,保護氣體為 80% Ar+20% CO2,氣體流量為 15~ 20 L/min,焊前預熱溫度為 140 ℃,控制層間溫度不超過 220 ℃,焊后保溫緩冷。
3.2.3 焊后性能檢驗
對焊接接頭進行超聲波探傷、拉伸、彎曲、沖擊、硬度檢驗,結果如表 5 所列。

表5 S890 整體試樣熱處理試驗工藝Tab.5 Testing process of heat treatment of whole S890 sample
由表 5 可知,焊縫的力學性能與母材相當,且有良好的抗沖擊性能。因此,通過采用焊前預熱、焊后緩冷,減少熱輸入、控制層間溫度等工藝措施,能夠獲得良好的焊接性能。
4 結語
結合 S890 新材料在液壓支架立柱的應用工藝研究,從原材料、熱處理、窄間隙焊接方面展開研究,獲得了適用于液壓支架立柱產品的成功工藝方案,為高性能、高可靠性液壓支架立柱設計及加工制造提供了保障。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
山東冶金(2019年6期)2020-01-06 07:45:54
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
石油化工應用(2014年8期)2014-03-11 17:40:03