高強塑積汽車鋼板的熱處理工藝與力學性能研究
2021-07-28 12:23:02程麗群宋凌鵬
上海金屬 2021年4期
關鍵詞:工藝
程麗群 宋凌鵬
(1.南京交通職業技術學院,江蘇 南京 211188; 2.南京航空航天大學,江蘇 南京 210016)
汽車工業的快速發展和材料科學的不斷進步,給新時期汽車鋼板的發展帶來新的歷史機遇的同時,也對高強高塑汽車鋼板的性能提出了更高的要求。目前,基于節約資源、降低成本、汽車輕量化和提高安全性的第三代汽車鋼的強塑積已經從第一代汽車鋼的強塑積≤15 GPa·%發展為要求≥30 GPa·%[1],且研發具有高強塑性的Fe- Mn- Si系汽車鋼板已成為科研工作者共同努力的目標。傳統的汽車鋼板主要采用淬火- 回火(Q- T)工藝來提升強度[2]。本文基于徐祖耀[3]提出的引入碳化物沉淀相的理念,考察了淬火- 回火(Q- T)和淬火- 分配- 回火(Q- P- T)工藝對不同碳含量Fe- Mn- Si系汽車鋼板的顯微組織和力學性能的影響,為高強塑積汽車鋼板的研發提供參考。
1 試驗材料與方法
采用真空感應熔煉法制備了Nb微合金化的低碳鋼和中碳鋼(分別編號為A和B),采用電感耦合等離子發射光譜法測得其化學成分如表1所示。試驗鋼錠經鍛造和6道次熱軋(始軋和終軋溫度分別為1 185和825 ℃)成12 mm厚板材。采用DIL 805A全自動膨脹儀測試鋼板的相變點,A和B鋼板的奧氏體開始轉變溫度Ac3分別為912和798 ℃,馬氏體轉變開始溫度Ms分別為396和290 ℃,馬氏體轉變結束溫度Mf分別為172和85 ℃。
沿鋼板軋制方向截取2 mm厚試樣,在Nabertherm LV 15/11/P330型熱處理爐中進行Q- T和Q- P- T處理,具體工藝示意圖如圖1所示。其中,A鋼板的奧氏體化溫度為960 ℃、保溫時間為300 s,水淬至室溫后再進行450 ℃×30 s的鹽浴處理,最后水冷至室溫;B鋼板的奧氏體化溫度為850 ℃,其他參數與A鋼板相同。
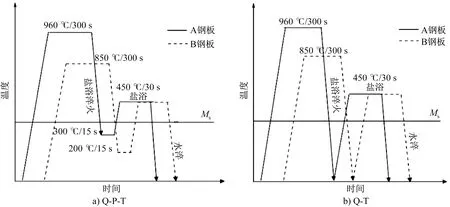
圖1 試驗鋼板的熱處理工藝
參照GB/T 228.1—2010《金屬材料 拉伸試驗 第1部分:室溫試驗方法》,在MTS- 810型電子萬能拉伸機上進行拉伸試驗,拉伸速率為2 mm/min,試驗結果取3組平行試樣的平均值;采用線切割從熱處理鋼板上截取塊狀試樣,經過機械研磨、拋光和腐蝕后,使用Tescan3 型掃描電子顯微鏡觀察顯微組織和拉伸斷口形貌;將塊狀試樣切成TEM薄片,人工打磨至約70 μm厚,采用沖孔器沖成φ3 mm的小圓片,然后用體積分數為3.5%的高氯酸酒精溶液(-40 ℃)電解雙噴減薄后,在JEOL- 2010型透射電子顯微鏡(TEM,transmission electron microscope)上進行微細結構觀察;采用帕納科Empyrean銳影X射線衍射儀(XRD,X- ray diffractometer)測定物相并計算殘留奧氏體含量[4]。
2 試驗結果
圖2是經Q- T和Q- P- T工藝處理的A和B鋼板的拉伸曲線,其室溫拉伸性能列于表2。對比分析可見,Q- P- T工藝處理的鋼板的屈服強度和抗拉強度均低于Q- T工藝處理的,但Q- P- T工藝處理的鋼板的最大力總延伸率和斷后伸長率均明顯高于Q- T工藝處理的,而強塑積則表現為Q- P- T工藝處理的鋼板明顯高于Q- T工藝處理的。此外,隨著碳含量的增加,Q- P- T和Q- T工藝處理的鋼板的屈服強度、抗拉強度和強塑積都有所上升,但Q- T工藝處理的鋼板的最大力總延伸率和斷后伸長率都有所下降,而Q- P- T工藝處理的鋼板的最大力總延伸率和斷后伸長率則上升。Q- P- T工藝處理的B鋼板的抗拉強度達到了1 569 MPa、最大力總延伸率和斷后伸長率分別達到了12.7%和21.4%、強塑積達到33 577 MPa·%,即具有高強高塑的特性。

表1 試驗鋼板的化學成分(質量分數)
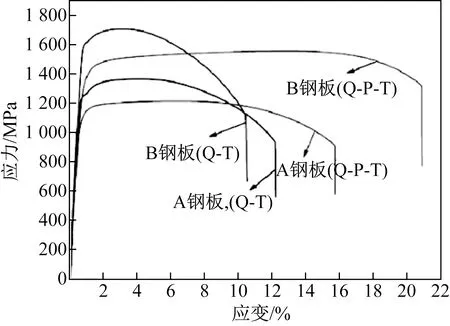
圖2 Q- T和Q- P- T工藝處理的A和B鋼板的拉伸曲線
圖3為Q- T和Q- P- T工藝處理的A和B鋼板的XRD圖譜。對比分析可見,Q- T工藝處理的鋼板中均未發現明顯的奧氏體衍射峰(可能與奧氏體含量較低有關[5]),而Q- P- T工藝處理的鋼板中均出現了明顯的(111)、(200)、(220)和(311)晶面的奧氏體衍射峰,且B鋼板中奧氏體衍射峰強度更高。根據奧氏體衍射峰的強度值和殘留奧氏體晶格點陣常數計算[6]得到,Q- P- T工藝處理的A和B鋼板中殘留奧氏體體積分數分別為6.4%和15.8%,較高的殘留奧氏體含量保證了鋼板的高塑性,這也是Q- P- T工藝處理的B鋼板具有較高的最大力總延伸率和斷后伸長率的原因。
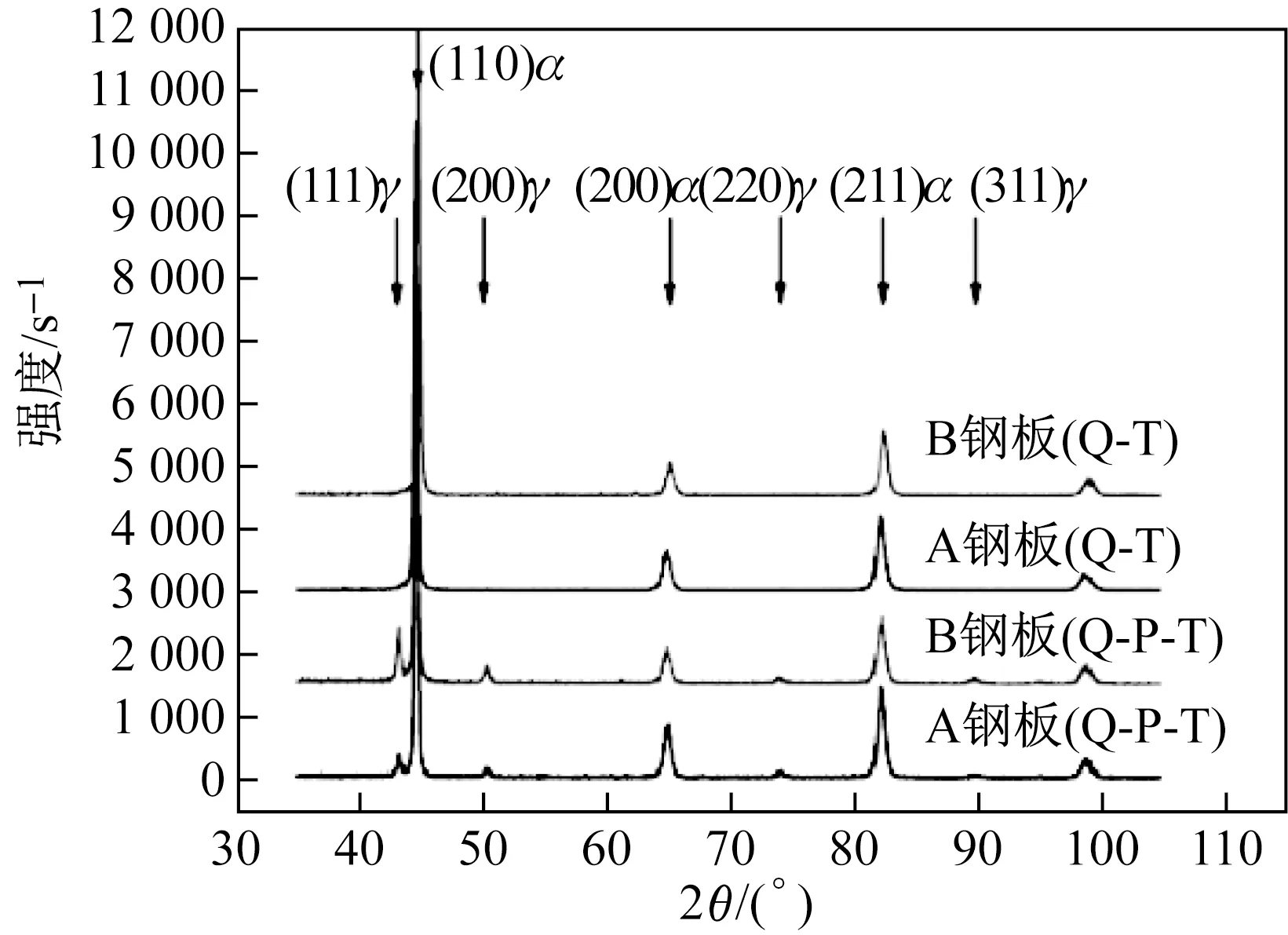
圖3 Q- T和Q- P- T工藝處理的A和B鋼板的XRD圖譜
圖4為Q- T和Q- P- T工藝處理的A和B鋼板的SEM形貌,圖中C和M分別表示碳化物和馬氏體,而對應的虛線則表示原奧氏體晶界、實線為相鄰界面。Q- T和Q- P- T工藝處理的鋼板的顯微組織中均可見明顯的回火馬氏體,但殘留奧氏體已較難分辨;含碳量較低的A鋼板中可觀察到碳化物的存在,而含碳量較高的B鋼板中的碳化物無法分辨;此外,A鋼板的馬氏體板條寬度不均且粗大板條貫穿原奧氏體晶粒,而B鋼板的馬氏體板條束相對均勻,其中,A鋼板中粗大板條馬氏體的形成主要與Q- T工藝處理時一次淬火形成較大過冷度而使優先形核馬氏體發生粗化有關[7- 8]。
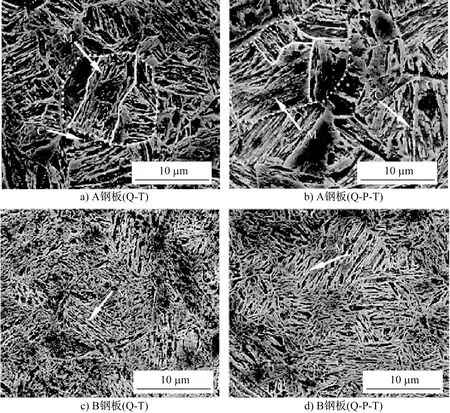
圖4 Q- T和Q- P- T工藝處理的A和B鋼板的SEM形貌

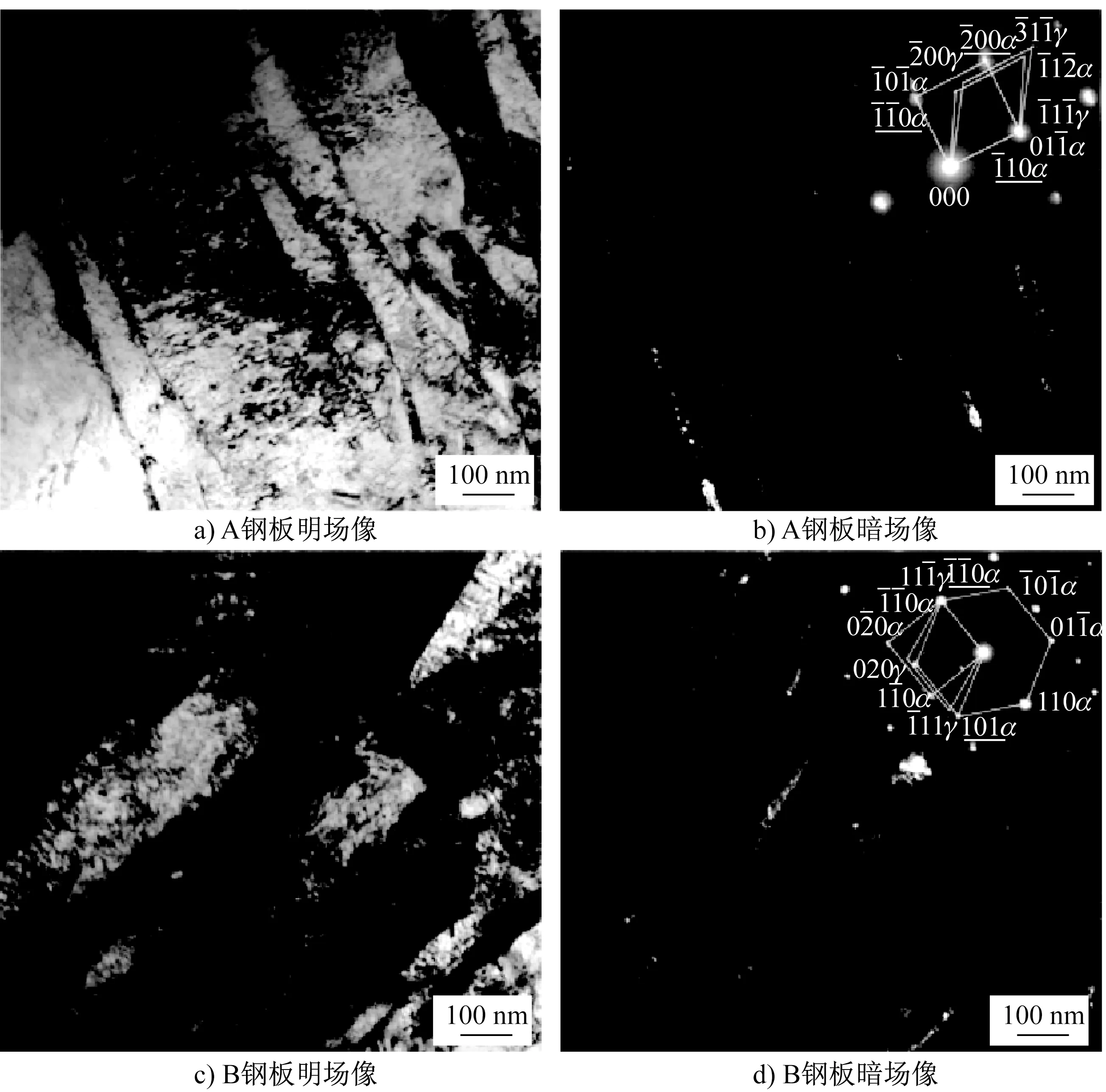
圖5 Q- T工藝處理的A和B鋼板的TEM形貌
圖6為Q- P- T工藝處理的A和B鋼板的TEM形貌。可知,Q- P- T工藝處理的鋼板的組織均為板條馬氏體+薄片狀殘留奧氏體,但A和B鋼板中板條馬氏體間殘留奧氏體寬度存在明顯差異, A鋼板的殘留奧氏體寬度約38 nm,B鋼板的殘留奧氏體寬度約98 nm。Q- P- T工藝處理的鋼板的殘留奧氏體含量明顯高于Q- T工藝處理的,這與圖3的XRD衍射結果相吻合。

圖6 Q- P- T工藝處理的A和B鋼板的TEM形貌

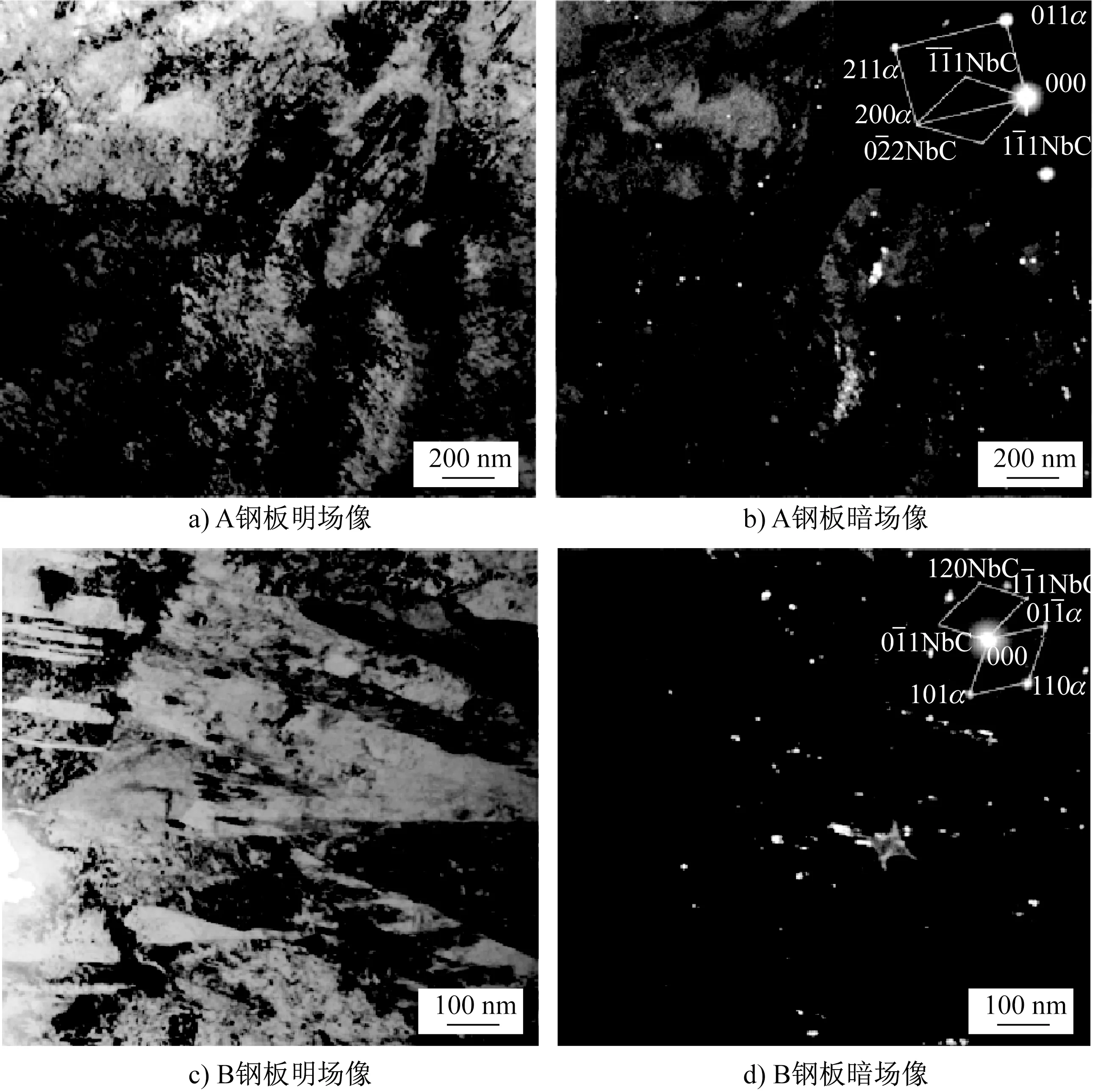
圖7 Q- P- T工藝處理的A和B鋼板中碳化物的TEM形貌
圖8為Q- T和Q- P- T工藝處理的A和B鋼板的拉伸斷口形貌。對比可見,Q- T處理的鋼板的斷口有尺寸較大的二次裂紋,韌窩數量較少且較淺;Q- P- T處理的鋼板的斷口二次裂紋數量較少,韌窩數量較多且較深,尤其是B鋼板斷口未發現二次裂紋。拉伸斷口形貌觀察與表1的拉伸性能結果相吻合,即Q- P- T工藝處理的鋼板的塑性優于Q- T工藝處理的鋼板,且Q- P- T工藝處理的B鋼板的塑性最好。
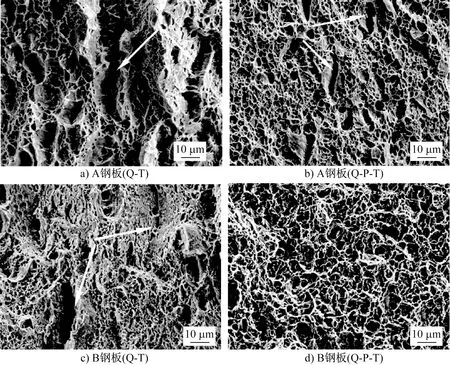
圖8 Q- T和Q- P- T工藝處理的A和B鋼板的拉伸斷口形貌
3 分析與討論
通過上述分析可知,經Q- T工藝處理增加碳含量會提高鋼板的強度而降低塑性,而Q- P- T工藝處理增加碳含量則會同時提高鋼板的強度和塑性,這主要與Q- T和Q- P- T處理后鋼板的基體組織差異有關[11]。
Q- T和Q- P- T工藝處理的A和B鋼板的顯微組織中均可見板條狀馬氏體和殘留奧氏體。但是Q- T工藝的淬火溫度相對較低,殘留奧氏體含量低于Q- P- T處理的;熱處理工藝相同,B鋼板的殘留奧氏體含量也高于A鋼板的,這主要與B鋼板的馬氏體轉變溫度低于A鋼板有關[12]。Q- P- T工藝較高的淬火溫度以及較小的馬氏體相變過冷度使B鋼板具有較小的淬火應力、較少二次裂紋和更均勻細小的板條馬氏體[13],且B鋼板中起彌散強化作用的NbC相數量更多,從而保證了其高強高塑特性。此外,殘留奧氏體形貌從Q- T工藝處理的薄膜狀轉變為Q- P- T工藝處理的薄片狀,寬度也明顯增加,而薄片狀殘留奧氏體相比薄膜狀殘留奧氏體具有更好的抑制裂紋擴展的作用,這主要與薄片狀殘留奧氏體可以與板條馬氏體產生協同形變,而薄膜狀殘留奧氏體對馬氏體的協調形變影響較小有關[14- 15]。
4 結論
(1)隨著碳含量的增加,Q- P- T和Q- T工藝處理的鋼板的屈服強度、抗拉強度和強塑積都有所上升,但是Q- T工藝處理的鋼板的最大力總延伸率和斷后伸長率有所下降,而Q- P- T工藝處理的鋼板的最大力總延伸率和斷后伸長率則上升。
(2)Q- P- T工藝處理的A和B鋼板中殘留奧氏體體積分數分別為6.4%和15.8%;Q- T和Q- P- T處理的鋼板的顯微組織中均可見回火馬氏體,但殘留奧氏體較難分辨。
(3)Q- T工藝處理的鋼板的顯微組織為板條馬氏體+薄膜狀殘留奧氏體,Q- P- T處理的鋼板的顯微組織為板條馬氏體+薄片狀殘留奧氏體;殘留奧氏體形貌從Q- T工藝處理的薄膜狀轉變為Q- P- T工藝處理的薄片狀,其中Q- P- T處理的A和B鋼板的殘留奧氏體寬度分別為38和98 nm。Q- P- T工藝處理的鋼板中均彌散析出了較多起析出強化作用的NbC相。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
