凹印聯機設備超大幅面縱向定位的仿真分析
2021-07-28 13:33:06薛元慶
綠色包裝 2021年6期
關鍵詞:優化設計
薛元慶
摘要:本文采用現代機械設計方法,對現有工裝進行逆向零配件三維建模后,通過有限單元分析法的分析,最終得到兩類符合企業目前要求聯機凹印設備生產的超設計規格(大張)印后工裝,其中關鍵零配件的設備改進數據,并最終完成工裝加工。為提高車間生產大張產品的效率,減少原輔材料損耗,提供相關工裝改進改良過程和設計探究過程。
關鍵詞:聯機凹印;仿真分析;優化設計
中圖分類號:TS8;TS83 文獻標識碼:A 文章編號:1400 (2021) 06-0047-07
Simulation Analysis of Online Gravure Printing Vertical Positioning with Large Format
XUE Yuan-qing(Shanghai Tobacco Package Printing Co.,LTD, Shanghai 200137, China)
Abstract: Improve the efficiency of the workshop in the production of large-scale products and reduce the loss of raw and auxiliary materials, the related tooling improvement and improvement process requires the design exploration process. Using modern mechanical design method is used to carry out the threedimensional modeling of the reverse parts of the existing tooling, and then the nonlinear analysis by the finite element analysis method.
Key words: gravure printing; non-linear analysis; optimized design
1 課題背景
滿足市場客戶對于某品牌印刷配套需求,深挖設備潛能,持續推進創新印刷生產方式。(內部編號A07機組)型號為:BOBST Lemanic 2036聯機高速凹印設備。由以往單一的、一次成型印刷方式新增生產模式,印后可再加工的切大張產品生產方式。使印后產品可再次增加附加值,讓原本一次成型設備轉型為復合加工型印制設備。
設備改進需求:設備購置之初,生產配套工裝尺寸為最小盒:70×70mm(長×寬);最大盒:375×296mm(長×寬)。而新增后的產品規格需求為:536.80×780.00mm(長×寬),遠超設備購置之初的印后工裝作業規格尺寸,軟硬件工裝與產品結構不匹配。本文針對設備改進中,整紙堆垛縱向定位工裝這一關鍵機構,原先未裝配彈簧的剛性設計,與改進后使用彈簧使其變為柔性件的技術點進行論述。
2 整紙堆垛縱向定位工裝簡介
如圖1和圖2所示,印后產品(綠色)層疊后經傳送皮帶(紅色)傳送。整垛數量設置(XXX張/扎),通過整垛分離設備對產品進行堆垛之間加速隔離。處于傳送設備末端的整紙堆垛縱向定位工裝(藍色)使印后產品確保產品的縱向堆垛整齊,便于下一步對收齊后的產品進行翻檢或進行下一步作業。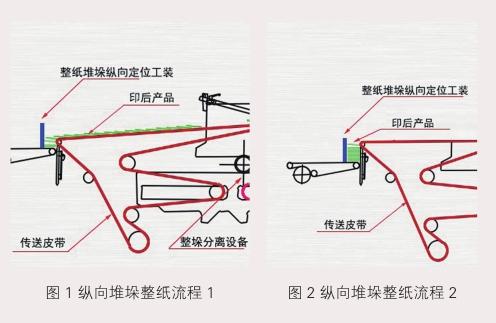
3 非線性分析簡介
非線性結構是指:結構的剛度隨著其變形而發生改變,現實中所有的物理結果都是非線性的。相對線性分析,只是一種近似,在一定條件下能夠滿足設計分析要求。但是對于許多結構,例如:沖壓、彈簧、沖體、橡膠緩沖等,僅僅依靠線性分析是遠遠不夠的。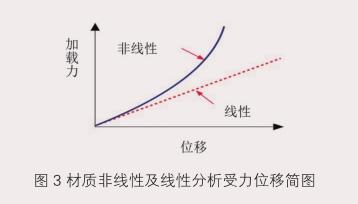
4 剛性設計遇到的問題及分析
4.1 裝配后問題
因產品規格遠超設備購置之初的印后工裝作業規格尺寸,通過模仿原購置設計如圖4所示。對整紙堆垛縱向定位工裝,進行符合大張生產規格的工裝裝配后,生產過程中及易造成產品卷曲,卷曲后的產品造成設備停機等故障發生見圖5。
4.2 原因分析
經驗證分析,造成大張產品印后縱向卷曲的原因分別是因為:
1)其在縱向堆垛過程中所造成的沖量作用力遠大于常規規格產品。
2)產品自身重力遠大于常規規格產品。
4.2.1 沖量與動量公式轉換
根據動量公式:p=mv{p:動量(kg/s),m:質量(kg),v速度(m/s)}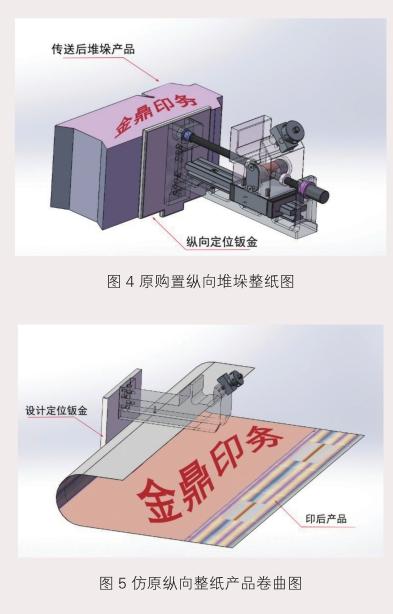
根據沖量公式:I=Ft{I:沖量(Ns),F:作用力(N),t:作用時間(s)}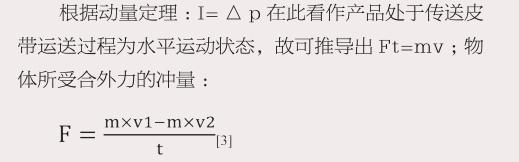
4.2.2 沖量計算
隨機配套工裝產品有硬盒規格(98×233mm)與條盒規格(375×296mm)兩類,下文分析中取產品規格(536.8×780mm)。
1)原硬盒速度
方式(一):通過對整垛分離設備對產品進行堆垛之間加速隔離整個過程編碼器的采樣(圖6),視頻錄制為30幀/秒(在此便于文中敘述,該為毫秒單位)錄制時長15分鐘,取周期變化區間內不同數值記錄。通過視頻編輯軟件進行逐幀回放后并予以記錄(表 1),中華硬盒生產車速180分/米,整紙堆垛周期為14s160ms,驗證周期驗證60次。


表1中紅色區間標注為兩垛產品堆垛之間加速隔離,黃色區域為加速最高轉速值2398.7 r/min,藍色區域為印后產品層疊傳送值,取藍色區域均值為333.8r/min。設備裝配的是TRelectronic可編程編碼器,型號:QEH81M-12001軸直徑8mm。計算方式:主軸直徑×Π×轉速(r/s):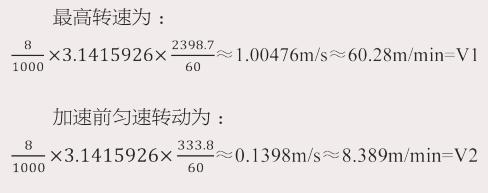
方式(二):采用Lutron接觸式轉速表,型號DT-2235B對生產車速180m/min的中華硬盒傳送皮帶進行測速驗證。實際測量數據為穩定傳送速度為7.9至8.8(m/min)其傳送過程所產生的速度差請參考表1,加速度最高為59.7(m/min)。
通過兩種不同的驗證方式,所取到的速度接近。在隨后數據引用時采用驗證一的數據更為精確。
2)新大張產品速度
切大張產品(全開始絨面)驗證(一):驗證方式與中華硬盒產品相同獲取錄制時長15分鐘,取周期變化區間內不同數值記錄。記錄數據(表2),切大張穩定生產車速100分/米,整紙堆垛周期為20s120ms,驗證周期驗證45次,求得兩垛產品隔離前編碼器轉速平均值為171.4r/min。
與之間方式相同計算: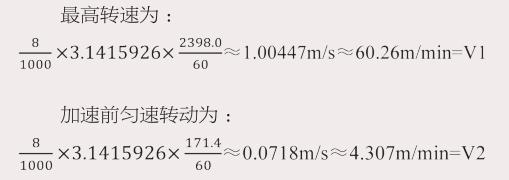
方式(二):與中華硬盒相同。實際測量數據為穩定傳送速度為4至4.5(m/min)其傳送過程所產生的速度差加速度最高為59.8(m/min)。
通過兩種不同的驗證方式,所取到的速度接近。在隨后數據引用時采用驗證(一)的數據更為精確。
3)質量與作用時間
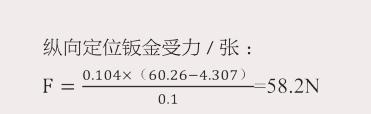
稱重使用精度1g的上海英展機電企業出品的電子秤。硬盒產品每張產品為0.005kg/張,切大張產品為0.104kg/張。
力的作用時間其最終達到的加速度值基本相同,所以最終形成鈑金撞擊時間基本相同,(在可生產規格產品時)與長度無關。在此取均值為0.1s。
4)沖量結果(最大值)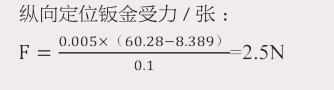
4.2.3 重力仿真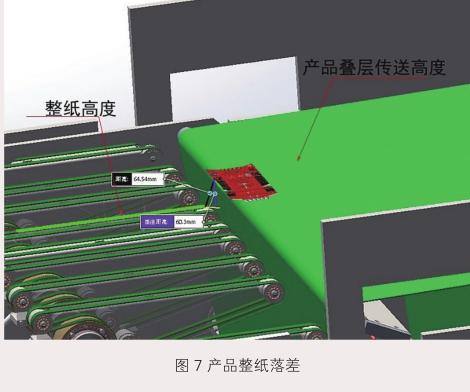
從圖7可見,生產過程產品處于傳送皮帶高度高于整紙機構60mm。其掉落過程也會因自身重力原因產生微量的產品卷曲變形。
分析中的材質定義詳見表3。
受自身重力下落時間,定義縱向兩端為固定。勻速傳送結束至編碼器轉速峰值之間時間差該時間段內的產品總數,求出單張產品時間。以硬盒產品堆垛設置為400張/扎,其單張時間:(11.480-10.120)400=0.0034s。切大張產品設置為每50張產品一垛,單張時間:(18-15.480)50=0.05s。具體后處理云圖(詳見圖8、圖9)。
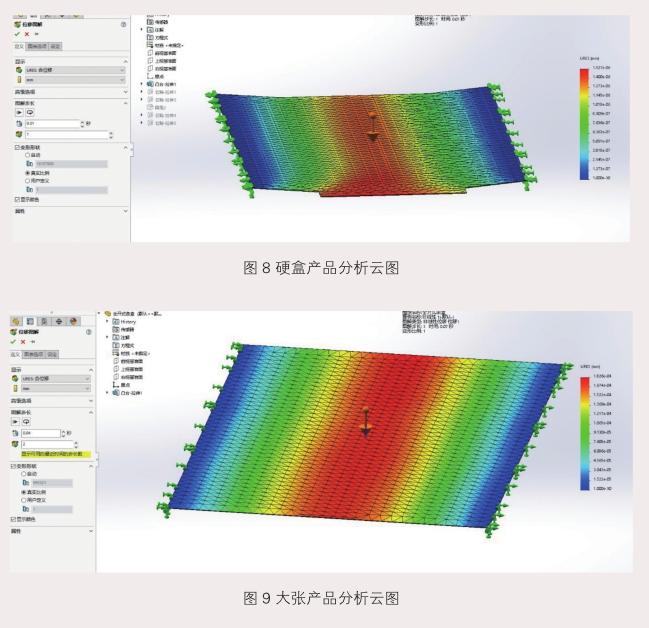
分析結論:因硬盒產品通過實踐,低于軟件最小設置步長0.01s,取分析步長1,時間為0.01s。其型變量為1.527e-06=0.000001527mm。大張產品通過時間取最接近通過時間步長2,時間0.04s。型變量為1.826e-04=0.0001826。大張產品的在掉落過程中的型變量遠高于硬盒產品。
5 優化方案
5.1 由剛性設計改為柔性設計
上列圖片(圖10、圖11、圖12)分別表示根據大張產品規格的初次改進設計為螺栓與鈑金結構的剛性結構,以及根據問題產生從而改進設計的兩套柔性接觸結構,改進設計后的拉伸、壓力彈簧采用相同結構碳素鋼絲II材質,其彈簧中徑設置為8mm。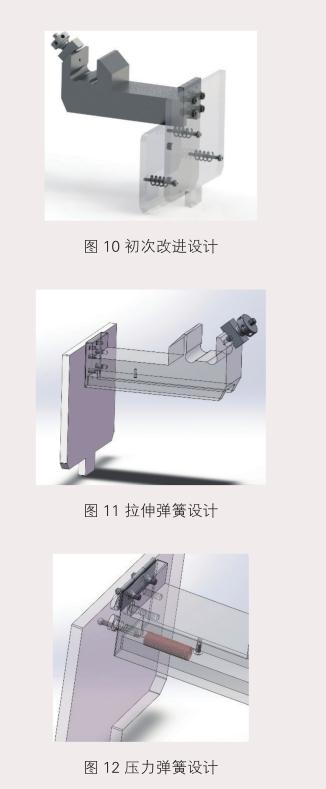
下述兩類彈簧件分析中的材質定義詳見表4。
5.2 拉伸彈簧設計分析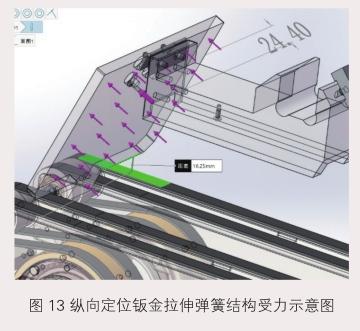

如圖13所示,當產品撞擊于定位鈑金后,因拉伸彈簧結構,會造成鈑金件有開閉過程。采用非線性軟件分析,主要針對產品沖擊力造成的拉伸彈簧形變量。單張產品厚度0.3mm,大張產品設置每垛50張產品,高度為單張產品0.3mm×50=15mm。整紙堆垛過程,確保拉伸彈簧的形變量因小于15mm。
根據4.2.3描述的重力仿真中采用的作用時間取0.5秒,對拉伸彈簧進行優化分析,分別由上列圖片顯示。截面1mm拉伸變形量為59.39mm,1.5mm為23.65mm,截面積2mm為7.724mm。根據圖13測量,截面積為1.5mm與2mm此兩種彈簧適用于該類設計。
5.3 壓力彈簧設計分析
由圖20及21所示,采用另一種柔性結構壓力彈簧。圖21,綠色、藍色區域為該機構剛性螺栓固定結構,另一塊鈑金受產品沖擊力,兩者間彈簧起緩沖沖擊力結構。同樣借用4.2.3重力仿真中的沖擊力時間0.5s,選擇最接近的步長7,沖擊力受壓變形最多部分分配于受力鈑金上,兩鈑金間距離相對減少0.4498mm,適用于生產,且能確保大張產品縱向定位達到高速生產需求(如圖22所示)。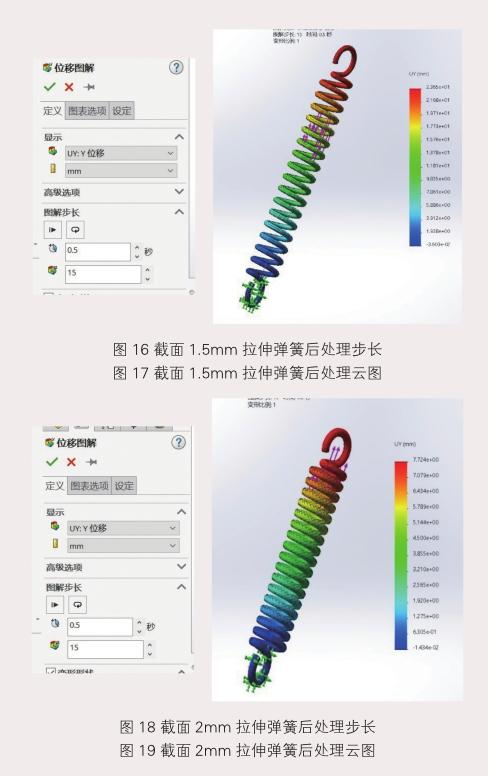
6 結論
采用三維設計軟件建模、分析。軟件仿真分析后,可從后處理總得到各類數據,而這類數據在實際工程應用中又難以測量得到。通過仿真計算,可直觀了解設計裝配件的仿真運動軌跡。仿真模擬的結果基本和實際生產相符。本文主要敘述,今后如何在凹印工程上,引用機械行業所采用的仿真分析,提供了借鑒。
在之后生產過程中裝配壓力彈簧設計裝配件進行切大張產品縱向定位效果良好,為企業在進行聯機凹印復合加工印制過程中,極大地降低了成本,減少損耗。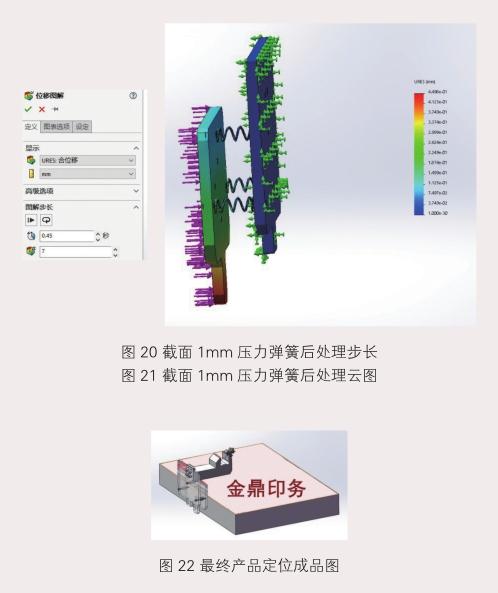
參考文獻:
[1] 王安麟.機械工程現代化最優化設計方法與應用[M].上海:交通大學出版社,2000.
[2] 薛小平.非線性分析[M].科學出版社,2011.
[3] 李啟炎. SolidWorks三維設計教程[M].同濟大學出版社,2005.
猜你喜歡
航空兵器(2016年4期)2016-11-28 21:47:29
科技資訊(2016年19期)2016-11-15 08:34:13
電腦知識與技術(2016年24期)2016-11-14 00:09:15
文理導航(2016年30期)2016-11-12 14:56:57
文藝生活·中旬刊(2016年10期)2016-11-04 06:29:49
中國科技博覽(2016年22期)2016-11-01 14:23:46
中國科技博覽(2016年22期)2016-11-01 13:48:02
中國科技博覽(2016年19期)2016-10-19 12:24:15
中國科技博覽(2016年18期)2016-10-19 08:57:06
科技視界(2016年22期)2016-10-18 15:25:08
