風電葉片輕木芯材含水率超標處理方法研究
2021-07-29 13:47:06常軍委吳彥波劉鮮紅
天津科技 2021年7期
常軍委,吳彥波,劉鮮紅
(東方電氣(天津)風電葉片工程有限公司 天津 300480)
0 引 言
輕木芯材是風電葉片主要的原材料之一。輕木芯材的密度范圍在100~150 kg/m3[1],其本身是一種類似微孔的蜂窩結構,由于輕木的強度與剛度比大部分同密度的泡沫塑料高[2],已被廣泛應用于風力發電葉片材料,且在葉片結構中占有很大比例。
近年來,隨著風機搶裝潮的到來,風機上游原材料需求顯著提高,2020年以來葉片原材料輕木芯材嚴重供應不足,且國內的輕木依賴于進口,受整個國際新冠肺炎疫情的影響,輕木更是“身價”倍增,這也直接導致輕木芯材的質量參差不齊。尤其是輕木在長期儲藏和運輸過程中密封不好容易吸水導致含水率超標,一方面直接導致很多缺陷的產生,給實際生產帶來了很大的維修工作量;另一方面影響樹脂的固化和芯材與纖維布的結合力,對葉片的質量影響很大,甚至造成葉片的報廢。
芯材含水率已經成為輕木芯材檢驗環節的一項重要指標,其符合性和穩定性對后續工序的穩定控制具有重要作用[3]。本文對風力發電葉片輕木芯材含水率超標問題的解決方法進行了分析和研究。
1 試驗部分
如圖1所示,本文所用的試驗材料是某公司提供的輕木芯材,密度為150 kg/m3,試驗材料尺寸如圖1所示:寬度610 mm、長度1 100 mm、厚度20 mm。

圖1 輕木芯材圖Fig.1 Picture of balsa core material
長針式的含水率測試儀如圖2所示。其他設備及工具:加熱設備,測溫槍,熱電偶,卷尺,常規計時器。芯材輕木含水率測試結果見表1。

圖2 芯材含水率測試儀Fig.2 Moisture content tester of core material

表1 芯材輕木含水率測試數據Tab.1 Moisture content test data of balsa core material
試樣制備:芯材上、下表面各鋪2層蒙皮進行真空灌注成型。
2 試驗結果與分析
為了減少芯材因含水率超標造成的缺陷,在芯材使用前對含水率超標的芯材進行了烘干加熱試驗。烘干加熱溫度設置60、70、80℃,保溫時間6 h,具體加熱曲線如圖3所示。

圖3 芯材除濕加熱工藝曲線Fig.3 Curve of core material drying and heating process
在烘干過程中每隔1 h對輕木芯材進行1次含水率測量,每個加熱工藝下測試6次,測試結果如圖4、圖5所示。
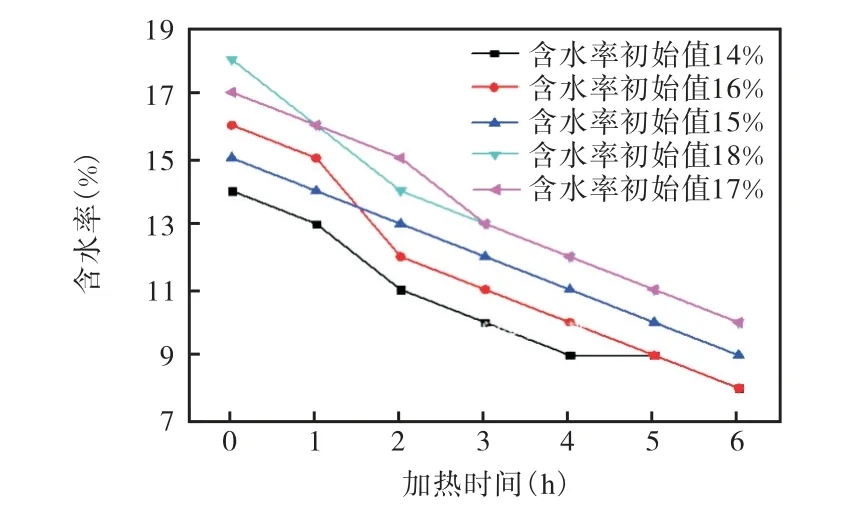
圖4 不同含水率的芯材隨加熱溫度和時間變化曲線Fig.4 Variation curve of core material with different moisture contents with heating temperature and time

圖5 同一含水率的芯材隨加熱溫度和時間變化曲線Fig.5 Variation curve of core material with same moisture content with heating temperature and time
試驗結果表明:芯材含水率>12%的區域缺陷出現的概率極高。原因分析:水會加快環氧樹脂的反應,加劇放熱;含水超標的芯材在灌注過程中隨著放熱過程溫度的升高形成水蒸氣,而芯材中原有含水位置的流道就會隨著灌注過程進入樹脂,芯材中樹脂含量達到一定程度時導致放熱過程中溫度升高很快,而人工來不及降溫導致此區域形成缺陷。
從圖4中可以看出,不同含水率的芯材在同一加熱溫度下隨加熱時間的延長逐漸降低,圖5顯示同一含水率的芯材隨加熱溫度的升高含水率降低越來越快。在80℃烘干4 h含水率均能<12%,而在60℃烘干6 h含水率才能降低至<12%。
在此基礎上,使用含水率<12%的芯材進行了真空灌注試驗,結果無缺陷。
3 結 論
本文對葉片材料輕木芯材含水率超標問題開展了試驗研究,并獲得大量試驗數據,其對于風電葉片的生產制造具有重要指導意義,結論如下:制造過程應嚴格控制芯材含水率,輕木芯材的含水率嚴重影響
著灌注質量;含水率>12%的輕木芯材可通過加熱烘干的方法控制其含水率;輕木芯材含水率隨著烘干溫度和加熱時間的延長逐漸降低;含水率超標的輕木通過加熱使得含水率降至12%以下,即可解決因含水率過高造成的發白問題。■