新疆長絨棉精梳/細絨精梳混紡集聚紗的紡制
2021-08-04 04:09:52李國鋒
紡織科技進展 2021年7期
關鍵詞:工藝流程
李國鋒,王 莉
(阿克蘇職業技術學院,新疆 阿克蘇 843000)
精梳特細純棉紗一般用于開發高密織物,對紗線強力、條干、IPI值等指標要求嚴格[1]。由于細特紗單位截面中纖維根數相對偏少,棉纖維的性能指標直接影響成紗性能。在生產高端精梳細號紗品種時,為了提高成紗強力,適應高速織機的需要,滿足用戶對質量的要求,主要通過在細絨棉中混配一定比例的長絨棉來實現。本研究探索在精梳細絨棉品種中混用一定比例的精梳長絨棉進行混紡的可能性和紡紗工藝,充分利用不同纖維的優點,彌補各自缺陷。
2019年,新疆棉花產量達500.2萬t,占到全國總產量比重的84.9%[2];長絨棉產量占全國的90%以上。開發生產不同含量新疆長絨棉的精梳高檔紗,是實現新疆優勢資源轉化的重要途徑,也是適應多層次用戶、降低紡紗成本的主要方向。
1 原料選擇
為了改善成紗的均勻度,通常在原料選配時盡量摻入細的纖維來降低混和纖維的平均細度[3],但混和纖維之間的細度差異太大會影響紡紗過程[4]。原料選擇要兼顧長絨棉和細絨棉兩者之間的纖維性能,纖維均選自新疆阿克蘇棉花。
新疆細絨棉品質指標:可紡系數133,馬克隆值4.67,纖維長度29.13 mm,長度整齊度83.4%,短纖維率11.9%,斷裂強度28.5 c N/tex,成熟度0.86,伸長率8.4%,反射率80.6%,黃度7.6,雜質數29粒/g,雜質面積0.34%。新疆長絨棉品質指標:馬克隆值4.19,長度整齊度87.9%,短纖維率6.8%,斷裂強度44 c N/tex,伸長率5.2%,成熟度0.87,長度37.32 mm,反射率82.5%,黃度8,雜質數18粒/g,雜質面積0.14%,可紡系數218。
2 試驗部分
2.1 混和路線
混和路線在紡織企業通常采用包混和條混2種方法。混和方法不同,其工藝流程、技術管理及品質外觀均存在差別[5]。在生產單一品種時,包混的優勢是工藝流程簡單,節約設備和人員投入,技術管理方便,混和較為均勻,布面質量一致性好,染色均勻,但這種混和方法存在混紡比例不易控制[6],以及在細絨棉帶纖維籽屑等疵點較多的情況下,梳理、落棉工藝不容易掌握的問題。條混的優點是混紡比例準確,不同纖維的工藝設計目的性強,可以做到不同組分纖維實現不同管理,便于充分發揮纖維的特點。但本研究中長絨棉和細絨棉需要分開設計清梳、精梳工序工藝路線,工藝流程長,設備投入多,人員投入大,生產管理難度相對較大,在品種設計時混紡比易受到頭并棉條根數和精梳條重量的限制,因此采用條混也有一定的局限性。
為減少長絨棉纖維在清梳工序過分打擊造成的損傷,提升長絨棉的利用率,同時緩解長絨棉和細絨棉并條牽伸力差異造成纖維的混和不勻[7],提高纖維混和效果,將長絨棉和細絨棉在精梳準備階段混和。在精梳準備工序有兩種混和方式,一是在梳棉設備上加裝自動勻整裝置,在精梳準備預并工序混和,這種方法的優點是設備流程簡單,操作不易出錯,僅采用現有精梳設備即可;二是長絨棉和細絨棉生條分別經過預并工序,在條并卷聯合機上按比例混和,該方法的特點是可以擴大混和比例范圍,增加紡紗品種。本試驗設備采用進口清鋼聯設備,使生條重量CV%可控制在2.0%之內,因此選擇在精梳準備預并條工序實現按比例混紡。
2.2 工藝流程
將長絨棉和細絨棉采用相同的工藝流程A 分別紡制成生條,再經工藝流程B 混紡成紗。具體的工藝流程如下[8―10]。
工藝流程A:A11型抓棉機→B11型開棉機→B70型多侖混棉機→B60型精細清棉機→A21型凝棉機→C51型梳棉機。
工藝流程B:FA306A 型預并條機→E32型條并卷聯合機→E62 型精梳機→SRB-D35 型并條機→FA458A 型粗紗機→F1508型細紗機。
2.3 試驗方法
在F1508型細紗機上以相同配棉、工藝流程紡制JC 9.7 tex集聚紡紗,每個品種均采用3種長絨棉和精梳棉的混紡比例進行紡紗,同等紗號品種采用同一紡紗工藝。
3 結果與分析
3.1 同等紗線細度不同混紡比成紗性能
選用長絨棉/細絨棉混紡比分別為100∶0、50∶50、15∶85進行紡紗,JC 9.7 tex集聚紡紗的紗線性能見表1。
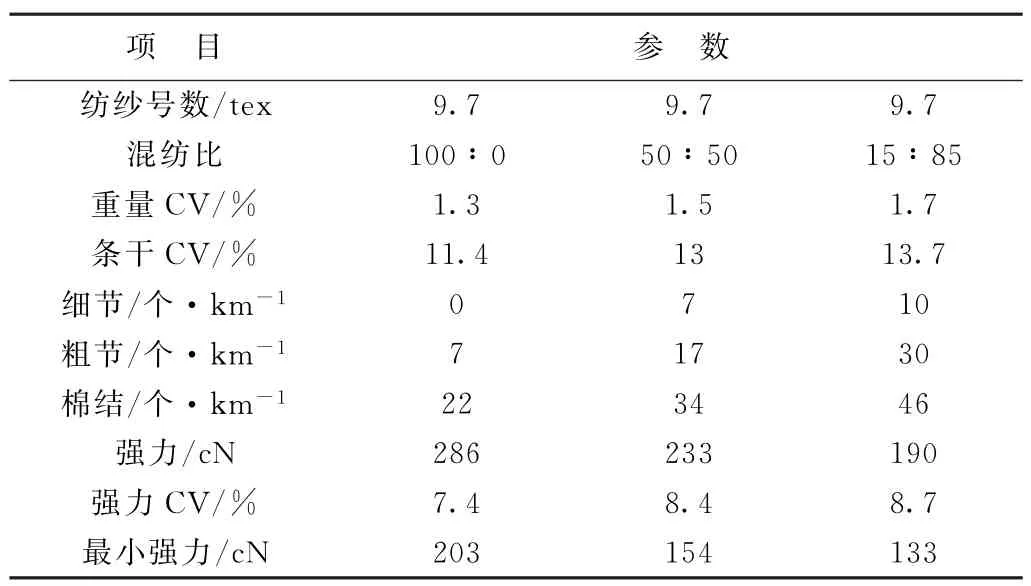
表1 不同長絨棉混紡比例時的成紗性能
從表1可以看出,隨著長絨棉含量的增加,成紗質量各項指標均有不同程度的改善。重量不勻率指標均在1.7以內,說明2種纖維混和均勻,纖維在運動過程中得到了良好的控制;隨著長絨棉含量的增長,條干不勻CV%、細節、粗節、棉結和單強不勻CV%均呈現不同程度的下降,單紗強力有明顯增加,長絨棉含量增加到100%時,成紗強力達到最大值,這說明在精梳紗中混入一定比例的長絨棉,是提高成紗強力的有效手段。
3.2 同等紗線細度不同混比成紗質量水平
3種長絨棉/細絨棉不同混紡比時,JC 9.7 tex集聚紡紗的成紗質量水平見表2。
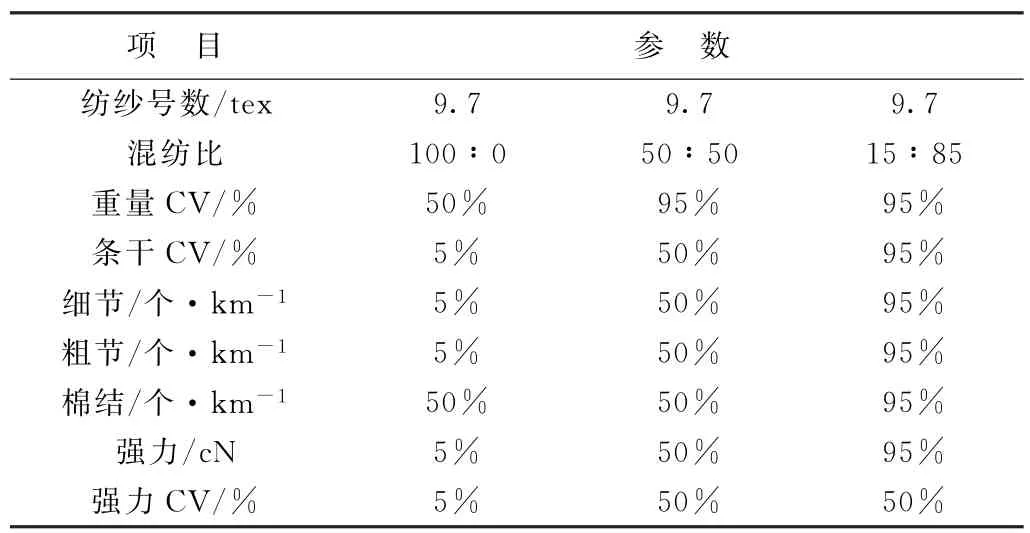
表2 不同長絨棉混紡比例時的成紗USTER 公報2013水平
從表2可以看出,混紡集聚紡精梳紗的性能指標與Uster statictics 2013比較,不同比例的長絨棉集聚紡精梳紗均能達到95%水平。用純長絨棉集聚紡紗,JC 9.7 tex集聚紡紗的重量CV%和棉結等指標僅能達到USTER 2013公報50%標準,說明通過增加長絨棉的比例降低重量CV 和棉結意義不大;成紗條干CV、細節、單紗強力等指標與長絨棉含量成正相關,長絨棉含量比例分別為100%、50%、15%時,成紗條干CV、細節、單紗強力等指標分別達到USTER 2013公報5%、50%、95%標準;采用15%長絨棉/85%細絨棉和50%長絨棉/50%細絨棉集聚紡紗的重量CV 和強力CV 指標Uster水平均未發生變化,即在長絨棉比例降低到15%時,這兩項指標質量水平可滿足50%長絨棉混用要求;采用純長絨棉和50%長絨棉/50%細絨棉集聚紡紗的棉結指標Uster水平均未發生變化,即在長絨棉比例降低到50%時,棉結指標質量水平可滿足50%長絨棉混用要求。因此可以根據客戶指標要求開發不同品種,減少長絨棉混紡比例,從而降低原料成本,提高經濟效益。
3.3 紗線成本分析
按照2019年新疆長絨棉的平均價格為23 000元/t,新疆細絨棉的平均價格為15 000元/t,若采用15%長絨棉/85%細絨棉代替50%長絨棉/50%細絨棉紡制集聚紡紗線,按照精梳噸紗用棉量1 250 kg,每噸配棉可以從19 000元降低16 200元,每噸精梳紗減少了3 500元;若采用50%長絨棉/50%細絨棉代替純長絨棉紡制集聚紡紗線,每噸精梳紗預計減少5 000 元。在滿足紗線質量的前提下,降低長絨棉含量,可以提高企業盈利能力。
4 結語
通過選擇不同比例的新疆長絨棉和細絨棉,在精梳準備預并工序進行長絨棉/細絨棉混和,紡制了9.7 tex的50%長絨棉與50%細絨棉、15%長絨棉與85%細絨棉和100%長絨棉的集聚紡精梳紗,為開發長絨棉/細絨棉精梳紗提供了新的開發思路。研究認為:隨著長絨棉含量的降低,成紗指標均出現不同程度的降低;隨著長絨棉含量的增長,條干不勻CV%、細節、粗節、棉結和單強不勻CV%均呈現不同程度的下降,單紗強力有明顯增加;JC 9.7 tex采用15%長絨棉/85%細絨棉和50%長絨棉/50%細絨棉集聚紡紗長絨棉含量在50%以內時,重量CV 和強力CV 的質量水平未出現變化,JC 9.7 tex長絨棉比例超過50%時,棉結的質量水平未出現變化。根據成紗質量水平正確選用長絨棉的比例,實現不同混紡精梳紗時差異化投入成本,能夠取得較好的經濟效益。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數理化(高中版.高考數學)(2020年2期)2020-04-21 07:51:18
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現代制造技術與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38