設備診斷技術在大型減速機上的應用
2021-08-05 07:59:12陳仁來劉永樓
化工機械 2021年3期
陳仁來 劉永樓
(浙江嘉興石化有限公司)
隨著現代工業向大型化、連續化且自動化的方向發展,對設備的運行要求和依賴程度越來越高,一旦設備出現故障,造成的經濟損失大且需要的維修費用高昂,如果不及時處理,將導致重大安全事故,損失將不可估量。
為了保證設備的平穩運行,通過設備的運行數據、振動、溫度及噪聲等來關注旋轉機械的健康狀態是目前比較常用的手段。由于人為認知和判斷上的差距,無法及時發現并判斷設備的故障情況,因此近年來通過數據分析進行設備診斷逐漸被重視,通過及時診斷,可以判斷設備是否處于正常狀態、何時需要維修等。
1 大型減速機概況
浙江某石化公司大型裝置反應器攪拌器設備,電機功率3 000kW,減速機(圖1)為中分式箱體,三級減速,減速比28.3,重量20t,輸入軸上端有兩個軸承QJ228和23228,下端有一個軸承NU322。
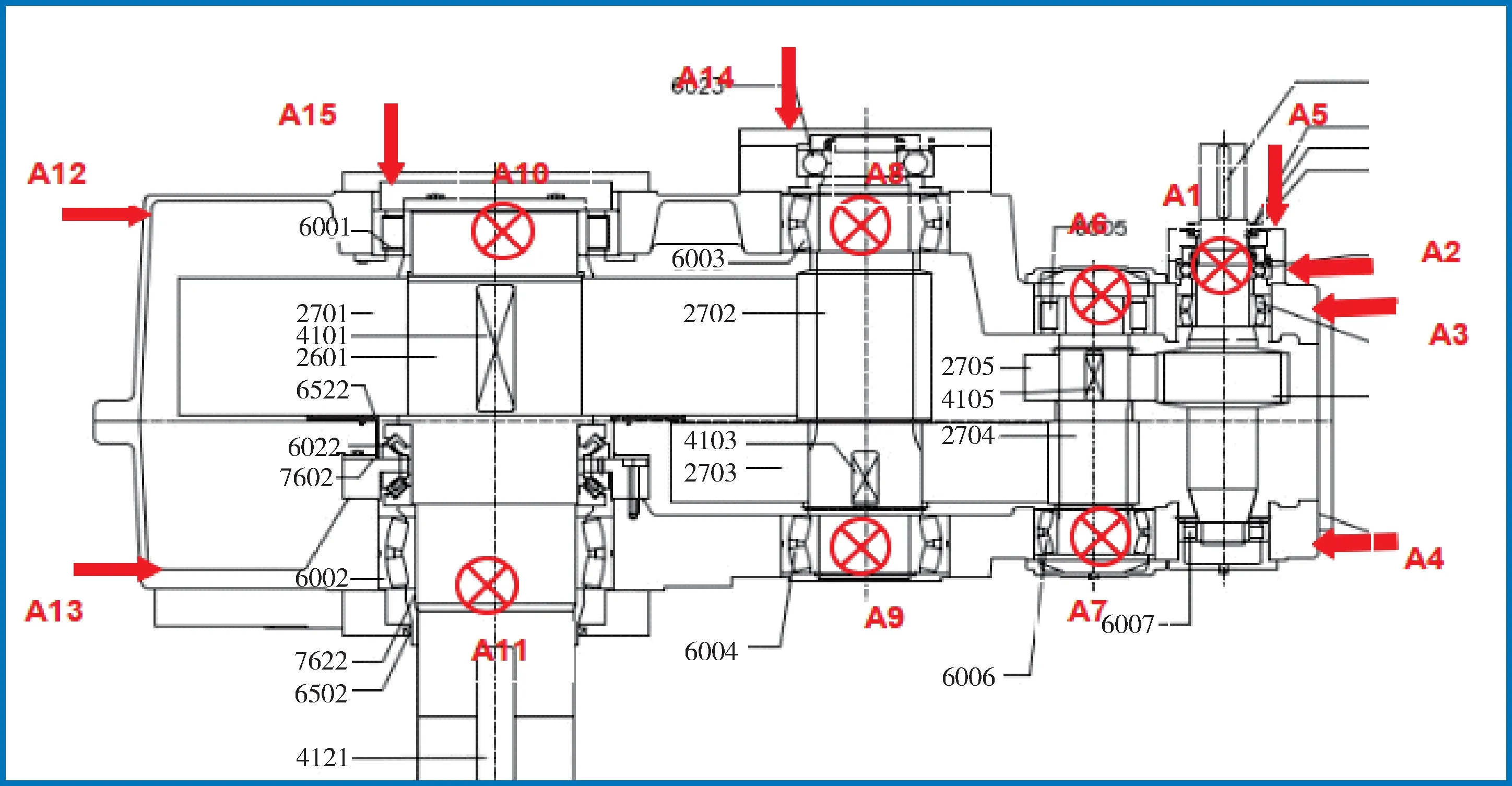
圖1 減速機及其振動監測點分布示意圖
由于該攪拌器為裝置的核心設備,需連續運行,因此在其減速機的輸入端和輸出端分別安裝了振動監測探頭,用于監測減速機的振動情況,確保裝置平穩運行。
2 故障情況及其診斷
振動監測探頭監測到減速機輸入軸部位振動明顯上升,而輸出軸部位振動正常,潤滑油的供油壓力、溫度等均正常,在確認不是振動探頭本身的問題之后,隨即對如圖1中標注的各監測點進行振動數據的采集和分析,并以故障點附近的A2、A5兩組監測數據為主進行情況說明。
2.1 振動速度頻譜及分析
圖2是減速機輸入軸A2、A5測點的振動速度頻譜。由圖2可見,主要表現為輸入軸QJ228軸承內環特征頻率143.65Hz,外環特征頻率109.94Hz,滾動體特征頻率89.95Hz,其中外環特征頻率109.94Hz出現了多倍頻,說明QJ228軸承有明顯故障。另外,未發現齒輪和其他軸承的頻譜異常狀況。
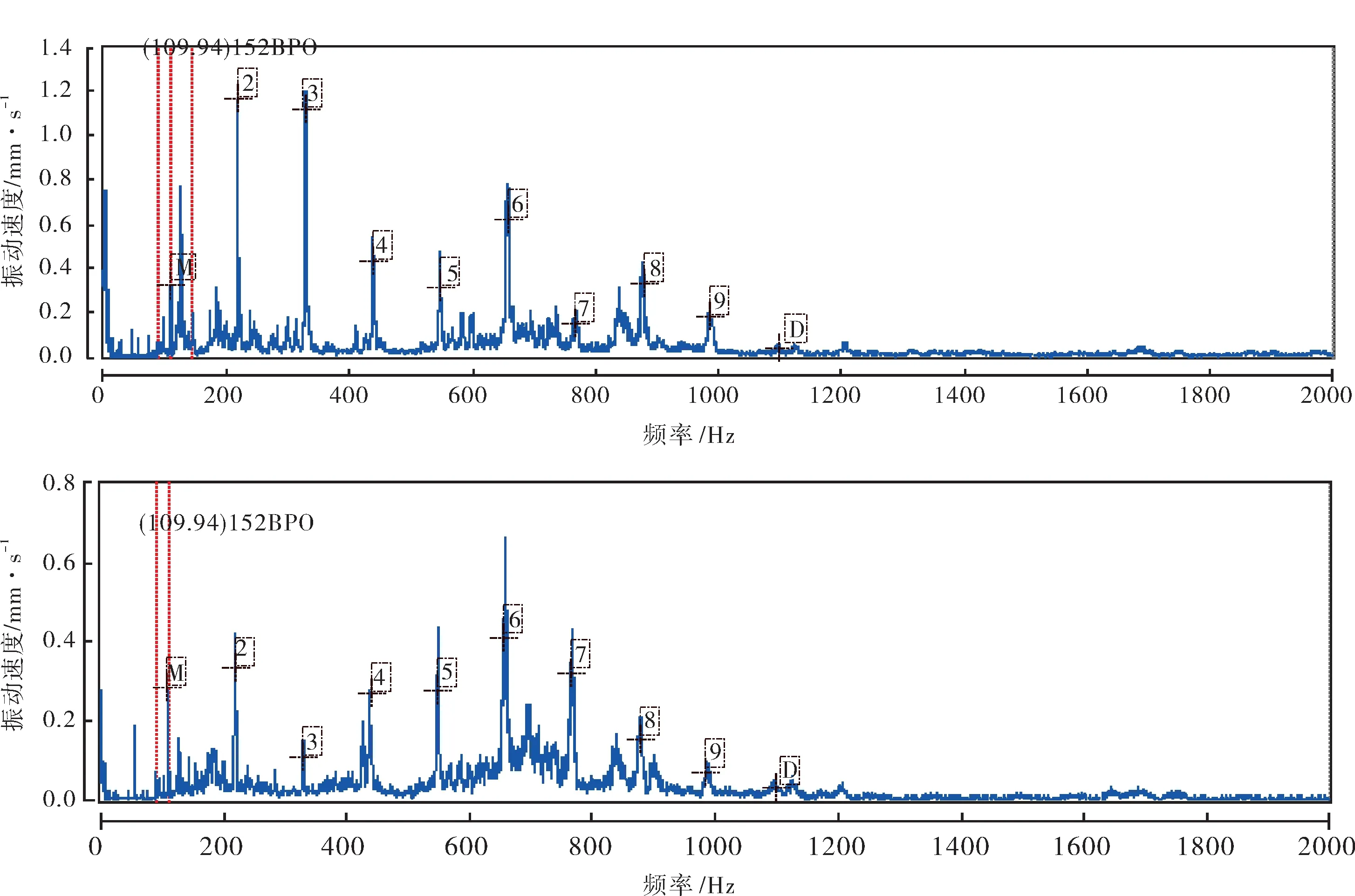
圖2 減速機輸入軸A2、A5測點的振動速度頻譜
2.2 振動加速度頻譜及分析
圖3是減速機輸入軸A2、A5測點的振動加速度頻譜。由圖3可見,在低頻區域109.94Hz出現了多倍頻振動,在高頻區域出現了共振,A2、A5測點的共振值RMS高達33m/s2,說明QJ228軸承故障特征明顯。
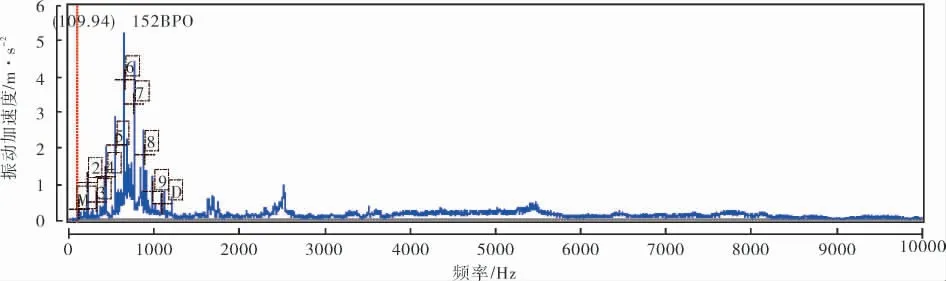
圖3 減速機輸入軸A2、A5測點的振動加速度頻譜

2.3 振動包絡線頻譜及分析
圖4是減速機輸入軸A2、A5測點的振動包絡線頻譜。由圖4可見,與振動速度頻譜(圖2)相似,主要表現為輸入軸QJ228軸承內環特征頻率143.65Hz,外環特征頻率109.94Hz,滾動體特征頻率89.95Hz。另外,QJ228軸承保持架的特征頻率6.40Hz也出現在頻譜中,且保持架特征頻率總是與軸承滾動體損壞相一致,再次說明QJ228軸承出現明顯故障。另外,未發現齒輪和其他軸承有明顯異常狀況。

圖4 減速機輸入軸A2、A5測點的振動包絡線頻譜
根據現場減速機的振動和噪聲狀況以及輸入軸位置的檢測頻譜顯示,在速度頻譜、加速度頻譜和包絡線頻譜上都出現了QJ228軸承的外環特征頻率109.94Hz、內環特征頻率143.65Hz和滾動體特征頻率89.95Hz;另外,在振動包絡線頻譜上出現了軸承保持架特征頻率6.40Hz及其倍頻(軸承滾動體故障與軸承保持架的轉頻相對應),這幾個頻率點的出現說明QJ228軸承損壞。但在上述3個頻譜中均未發現齒輪和其他軸承有明顯異常狀況。
通過對設備故障進行精準的診斷分析,判斷出只是減速機輸入軸最上端的軸承(QJ228)發生了故障,因此檢修只需拆去電機、拆開軸承端蓋即可更換軸承,檢修工作量小。對該軸承進行檢查,發現QJ228軸承內、外滾道各有6cm長的表層脫落,4個滾動體表面剝落,實際檢修只用了10h,極大地縮短了維修時間。更換新的QJ228軸承并重新投運后,減速機輸入軸方向的振動值和噪聲大幅下降,與原計劃進行15天左右的停機吊裝檢修減速機相比,大幅降低了檢修費用,是一次成功的設備問題精準診斷和及時處理案例。
3 結束語
為了保證現代大型裝置的穩定運行,對設備故障的診斷技術提出了更高的要求,實現精準診斷就可以進行主動、精準維修,從而節省人力、物力和成本,提高經濟效益。設備診斷技術就像給機器看病,精準診斷技術就像給機器請專家會診,根據減速機的運行不穩定情況,做出故障判斷并提出適時的處理建議,用小代價解決大問題,對于企業的經濟生產具有重要的現實意義。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
天天愛科學(2020年6期)2020-09-10 07:22:44
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
