金剛石工具分段電鍍中屏蔽層處理的新工藝及其自動化裝備
2021-08-07 04:37:54黃詩展郭必成林其深姜峰
電鍍與涂飾 2021年13期
黃詩展,郭必成,林其深,姜峰
(華僑大學制造工程研究院,福建 廈門 361021)
電鍍金剛石工具一般安裝于磨床、打磨機、拋光機等,被廣泛用于光學鏡頭、棱鏡、手表玻璃、藍寶石玻璃等的加工[1]。為了能夠同時加工同一個零件上不同幾何特征和不同性能要求的表面,通常在工具表面不同圓周分段上電鍍不同型號的金剛石磨粒(見圖 1)。在電鍍某一圓周段時,要對其余部位進行屏蔽保護,電鍍完成后再將屏蔽保護層(下文簡稱“屏蔽層”)去除。因此,分段電鍍工藝的關鍵在于對非施鍍部位的屏蔽保護。傳統工藝一般通過人工纏繞塑料薄膜或涂覆蜂蠟、瀝青等制作屏蔽層[2],再通過人工、機械或激光灼燒去除[3],工具的精度和成品率很低,因為人工或機械去除會損傷工具,激光可能燒傷工具,釋放刺激性氣體,嚴重污染環境和威脅人體健康。
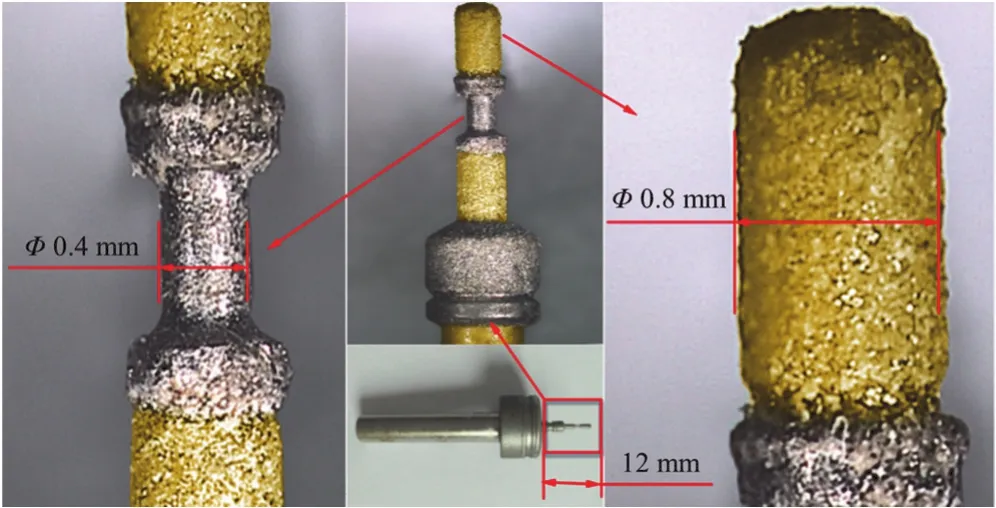
圖1 分段電鍍金剛石工具Figure 1 Diamond tools fabricated by selective electroplating
由于工具的特殊性,分段電鍍中屏蔽層處理的最大問題在于難以實現低成本而高效的自動化生產,目前有關這方面的報道也較少。國內有研究利用有機絕緣涂料在不同溫度下的固液相轉變[1]或感光油墨的光固化性[4]來制作屏蔽層,這兩種方法操作簡單,人工耗費少,生產效率也得到一定程度的提高。國外有研究采用定制化模具(見圖2),通過設計不同流道對不同部位進行電鍍[5],從而實現自動化,但成本非常高。本文的重點是解決分段電鍍中屏蔽保護和屏蔽層去除的人工操作問題,實現這兩步的自動化。采用紫外光固化光敏樹脂制作屏蔽層,以線鋸的方式刮除屏蔽層,顯著提高了工具的加工精度。相對于傳統工藝,成品率提高約8個百分點,生產效率提高約105%。
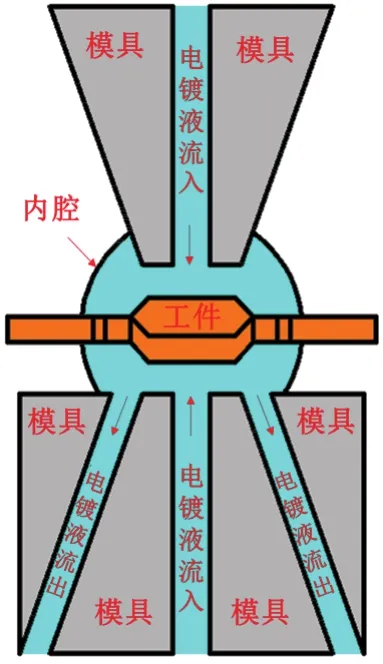
圖2 模具法分段電鍍示意圖Figure 2 Sketch of selective electroplating with mold
1 金剛石工具分段電鍍中屏蔽層處理新工藝
采用一種新型堿溶性感光樹脂制備屏蔽層,它兼具光固化性和堿溶性[6],主要由齊聚物(環氧樹脂丙烯酸酯)、光引發劑(α?氨基酮衍生物Irgacure 907)、稀釋劑(二乙二醇乙醚醋酸酯)、光引敏劑(ITX)等組成。在紫外光照射下,光引發劑形成活性中間體(激發態分子),并分解成自由基和其他活性基團,進而引發活性單體或低聚物聚合、交聯[7]。
如圖3所示,以500 r/min的速率在工具表面旋涂一層薄薄(厚度為194 ~ 366 μm)的樹脂[8],經紫外光照射固化后得到屏蔽層。感光樹脂具有堿溶性,可用弱堿(3% Na2CO3)將電鍍部位未固化的樹脂溶解去除。待電鍍完成后,由自動化裝備配合強堿(10% NaOH)溶解來去除屏蔽層,最后清洗、烘干[8]。

圖3 屏蔽層處理工藝流程Figure 3 Process flow for treatment of shielding layer
2 屏蔽層處理的自動化裝備設計
本設備主要包括屏蔽層的產生和去除裝置、定位機構和上下料機構。
2.1 屏蔽層的產生和去除裝置
如圖4所示,屏蔽層的產生和去除裝置主要由運絲裝置、直線電機滑臺、定位傳感器和紫外光發生器組成。先通過人工操作將樹脂旋涂在工具上,再由紫外光發生器對樹脂進行固化。紫外光源由 FUV-6BR發生器提供,固定在直線電機滑臺上。隨著直線電機滑臺前后直線運動,紫外光掃射工具表面,樹脂涂層得以固化。
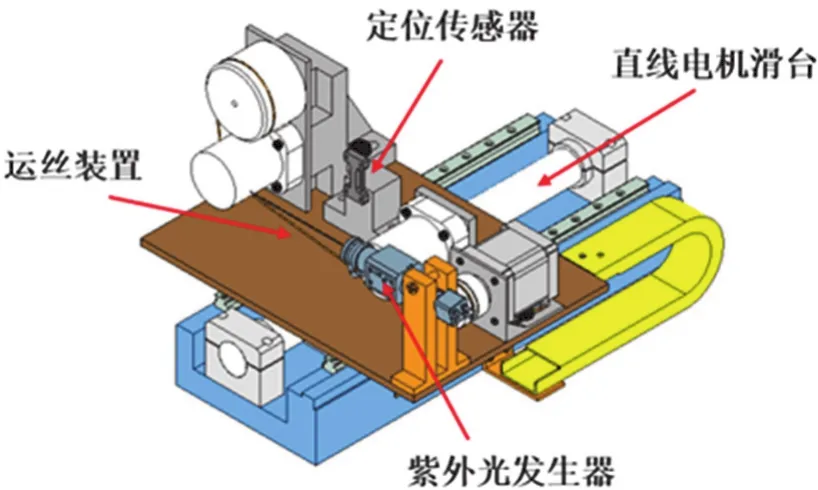
圖4 屏蔽層的產生和去除裝置示意圖Figure 4 Sketch of device for generation and removal of shielding layer
屏蔽層由運絲裝置(見圖 5)刮除,具體如下:直線電機滑臺將金屬絲移至工具上需要去除樹脂涂層的位置。42步進電機開始運絲,燕尾槽豎直滑臺帶動金屬絲向上運動,接觸工具表面后,隨著直線電機滑臺移動,樹脂涂層被刮除。金屬絲的一端固定在收線輪里,另一端固定在裝有42步進電機的繞線輪上,中間設計2個導輪過渡。金屬絲采用電鍍金剛石線鋸,線徑0.10 mm。收線輪裝配在燕尾槽豎直滑臺上,通過調整高度使金屬絲與工具表面接觸。42步進電機驅動繞線輪正轉,開始運絲,金屬絲拉動收線輪內的平面渦卷彈簧(見圖 6),使平面渦卷彈簧扭轉變形而產生回復力,同時起到張緊金屬絲的作用。金屬絲拉出一定長度后電機反轉,繞線輪上的金屬絲開始釋放,隨后平面渦卷彈簧的回復力將金屬絲收回收線輪。至此,完成1個工作周期,經過反復來回運絲,即可將屏蔽層上的樹脂涂層刮除干凈。
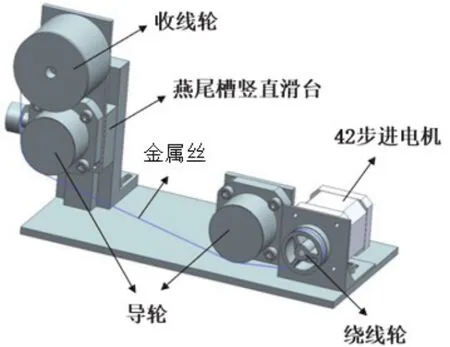
圖5 運絲裝置示意圖Figure 5 Sketch of device for wire conveying

圖6 平面渦卷彈簧Figure 6 Planar scroll spring
所用平面渦卷彈簧在恒力階段的長度約為1 000 mm,因此收線輪能夠收的最大長度不超過1 000 mm,電機的線輪半徑r= 14.5 mm,線輪周長L= 2πr≈ 91 mm,則電機應轉圈數為1 000 ÷ 91 ≈ 11。為避免旋轉超程造成損壞,在電機旋轉10圈后反轉10圈再正轉,如此循環往復。
2.2 定位機構
定位機構主要包括壓力傳感器、直線電機滑臺和可編程控制器。采用RSW06微型稱重傳感器,壓力感應點在工具的安裝軸線上,以工具頂點接觸傳感器反饋的數據作為判定位點的依據。滑臺作為反饋系統的執行裝置,只能在誤差允許的范圍內移動,將工具精準地移至加工位點。選用Servo Shaft 2506系列直線電機滑臺,光柵分辨率為1 μm。
定位策略如圖7所示,直線電機滑臺向工具靠近,工具與壓力傳感器輕微碰撞,傳感器將接收到的壓力信號傳遞給可編程控制器,定位流程見圖8。本工藝設定接觸的壓力限制為5 mN,若接觸到的壓力在2 ~ 5 mN范圍內,則判定該位置為坐標原點,即工具的零點與設備零點重合。若接觸壓力大于5 mN,則判斷為過載,滑臺將退回原點,重新對刀。

圖7 定位策略示意圖Figure 7 Schematic diagram showing the positioning strategy
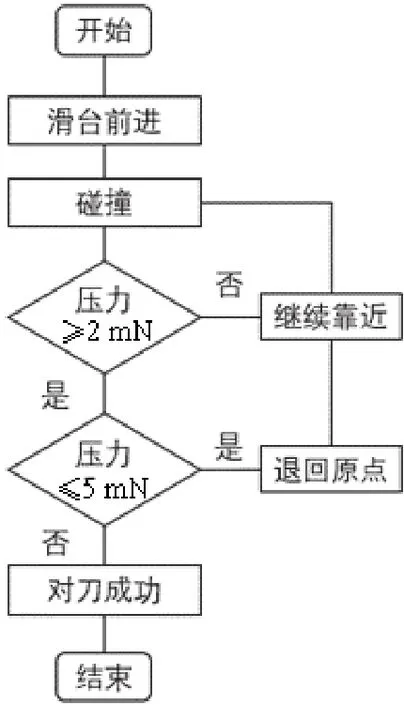
圖8 定位流程圖Figure 8 Positioning flow chart
2.3 上下料機構
如圖9所示,上下料機構主要由四工位轉臺,上、下料轉盤,摩擦輪組,電機,氣動夾頭等組成。設計了彈性夾頭(見圖10),夾口的最小直徑與工具被夾部位的直徑過盈配合,分布在轉盤圓周上,作為上、下料庫,1個轉盤上可裝36個工具。電機帶動轉盤旋轉,每次轉動10°。U型支架通過齒輪齒條與機架連接在一起,水平運動配合轉臺實現送料。
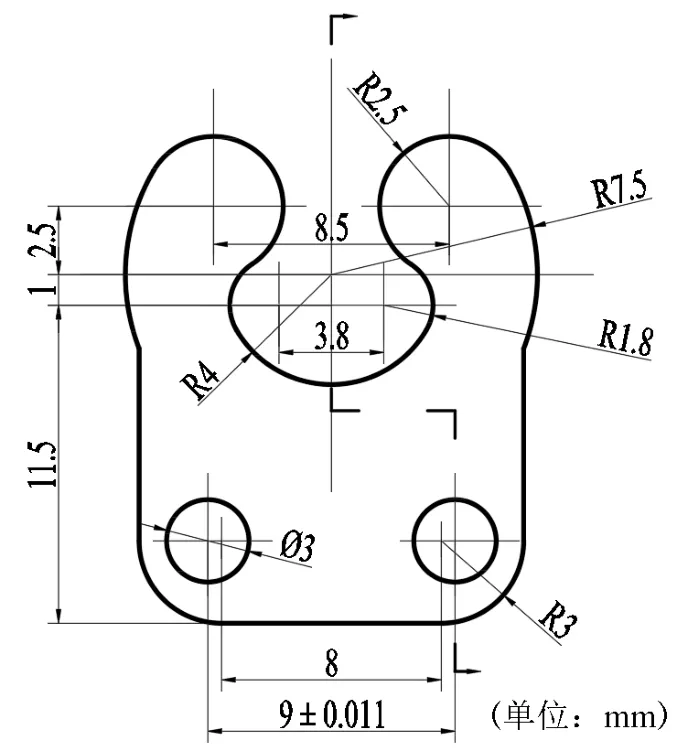
圖10 彈性夾頭Figure 10 Elastic chuck
如圖11所示,四工位轉臺呈90°分布,工位一和工位三分別作為上料和下料工位,工位二為核心加工工位,工位四是空工位。每個工位配套1個摩擦輪和1個氣動夾頭。工位二內部設計1組摩擦輪組合,通過摩擦輪傳動實現工具的旋轉。底下放置一彈簧(見圖12),用于緩沖摩擦輪組之間的碰撞。
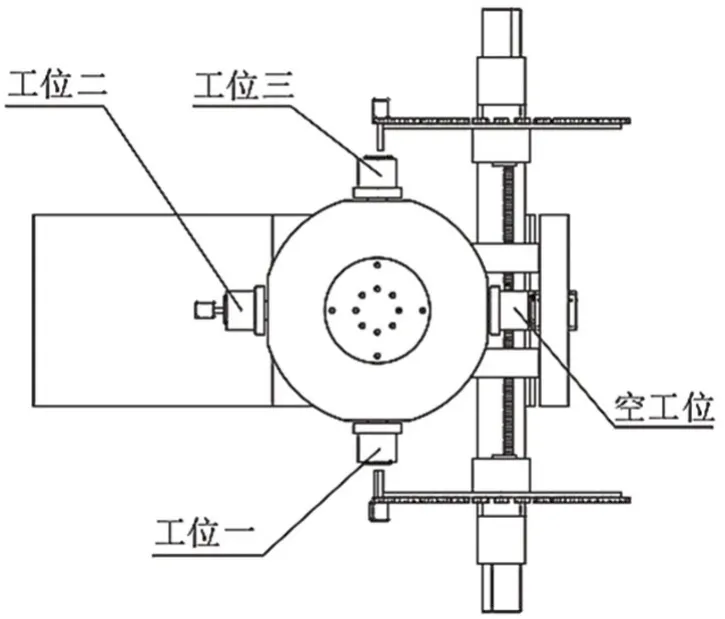
圖11 四工位轉臺示意圖Figure 11 Sketch of the four-position rotator

圖12 摩擦輪組合示意圖Figure 12 Sketch of the combination of friction wheels
2.4 自動化裝備的工作效果
圖13是分段電鍍中屏蔽層處理的自動化裝備裝配圖。作業過程為:將人工涂抹好樹脂涂層的金剛石工具裝入料庫轉盤3中,由電機帶動料庫轉盤旋轉10°,同時電機26帶動齒輪10正旋轉,U型支架向右移動,工具緩慢裝入工位一的彈性夾頭,四工位轉臺 4順時針旋轉 90°,將工位一移到工位二,其間小摩擦輪29與大摩擦輪碰撞,彈簧27起到緩沖作用,小摩擦輪與氣動夾具同軸裝配,帶動工具旋轉。工位二為核心加工位,直線電機滑臺19向工具靠近,直到工具頂點輕微碰撞稱重傳感器22。傳感器接觸的壓力為2 ~ 5 mN時,認定工具的零點與設備零點重合。直線電機滑臺移動,直到紫外光發生器12的光源照射到工具需固化的部位,滑臺來回運動,直至樹脂涂層完全固化。屏蔽層去除時,直線電機滑臺運動,直到金屬絲對到應去除的屏蔽層正下方。電機15帶動繞線輪14旋轉,運絲裝置開始工作。燕尾槽豎直滑臺23運動,將收線輪抬高,直到金屬絲碰到屏蔽層,隨著直線電機滑臺移動,屏蔽層被刮除。工位二運行結束后,U型支架左移,旋轉臺4順時針旋轉90°,將工位二移動到工位三,同時把加工完成的工具卡進下料轉盤當中。旋轉臺繼續旋轉90°,進入空工位。至此,1個工具的作業完成。當所有工具完成屏蔽層去除后,統一浸入強堿溶液,洗去殘留物。另外,若工具首次被加工,未曾有固化的屏蔽層,需屏蔽的部位在紫外光固化后可以直接下料,浸入弱堿性溶液中,即可溶解掉非屏蔽層上的樹脂,不必進行刮除工作。
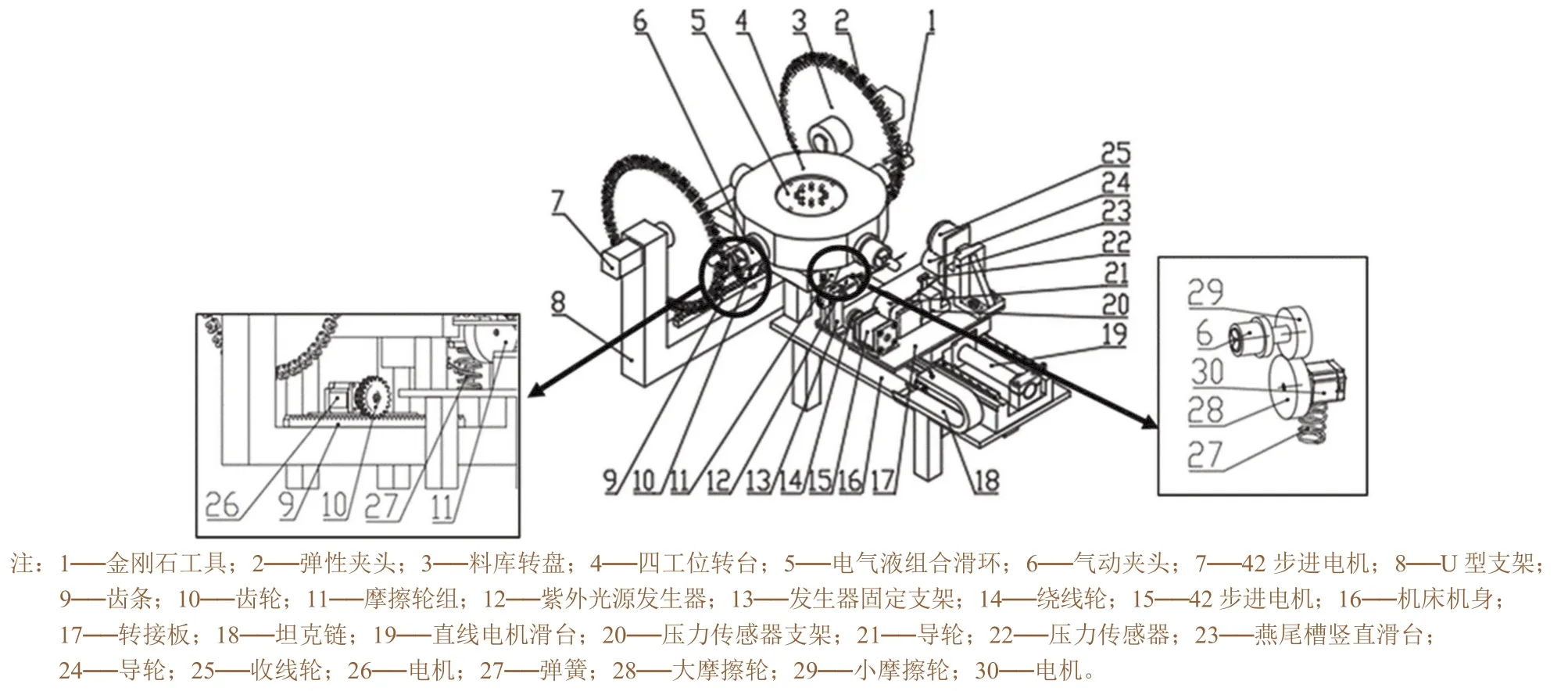
圖13 分段電鍍自動化裝備裝配圖Figure 13 Assembly drawing of subsection electroplating automation equipment
在實際生產中,工具經過本裝備完成屏蔽層制作后,需手動將料庫轉盤3送去電鍍,電鍍完成后再裝回本裝備進行屏蔽層的去除工作。
3 新工藝裝備的可行性試驗
圖14是自動化裝備的照片(未裝配上下料機構),以3C用金剛石磨頭工具作為測試對象,進行兩段電鍍,頭部(直徑11.8 mm,長4.5 mm)電鍍500#金剛砂,頸部(直徑6.0 mm,長6.0 mm)電鍍200#金剛砂,其工具圖紙見圖15。試驗環境為:室內溫度22 °C,相對濕度55%。

圖14 自動化裝備實物照片Figure 14 Photo of the automatic equipment
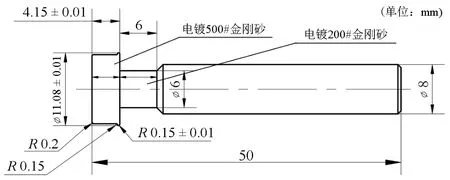
圖15 金剛石工具結構示意圖Figure 15 Structural sketch of the diamond tool
分別采用人工和自動化裝備加工金剛石工具各100件,其工藝路線列于表1,典型產品如圖16所示。人工成品是89件,自動化裝備成品是97件。可見將自動化裝備應用于樹脂屏蔽層的形成和去除處理工藝中后,成品率提高約8個百分點,生產效率提高約105%,設備可行性良好。

圖16 產品的照片Figure 16 Photos of products

表1 金剛石工具加工工藝路線和工時Table 1 Processing route and working hours of diamond tools
4 結語
采用堿溶性光敏樹脂紫外光固化制備屏蔽保護層,并設計了相應的裝備,解決了分段金剛石工具自動化生產的問題。采用高精度的直線電機和壓力傳感器,以線鋸的形式精確刮除屏蔽層,同時裝配上下料機構來代替人工。在加工效率和精度上都有了很大的提升,且適用范圍比較廣,廢棄樹脂可降解,滿足綠色環保的要求。
然而,目前該裝備還存在一些問題,比如樹脂的自動化涂覆,裝備與電鍍裝置的自動化連接,需進一步改進和試驗。