壓力機(jī)智能溫控系統(tǒng)設(shè)計和仿真研究
2021-08-13 04:26:28陳若愚孫宇孔令成
機(jī)械制造與自動化 2021年4期
關(guān)鍵詞:系統(tǒng)
陳若愚,孫宇,孔令成
(南京理工大學(xué) 機(jī)械工程學(xué)院,江蘇 南京 210094)
0 引言
機(jī)械壓力機(jī)是鍛壓生產(chǎn)常用設(shè)備,其在工作過程中,曲軸與軸承、滑塊與導(dǎo)軌、傳動軸前端與軸承以及離合制動器中的摩擦片溫度不斷升高,運動副間隙變小,摩擦力變大,引發(fā)軸承、軸瓦等關(guān)鍵零件失效損壞及離合制動器功能不足等問題,造成設(shè)備工作受阻,引發(fā)故障,甚至報廢[1-2]。壓力機(jī)生產(chǎn)精度需適應(yīng)于不斷提高的技術(shù)標(biāo)準(zhǔn)要求,零部件的生產(chǎn)誤差、熱變形、壓力值、運動副間隙等都是影響其精度的關(guān)鍵因素,其中熱誤差占機(jī)床總誤差40%~70%,成為影響機(jī)床加工精度最重要因素,越來越受到人們的關(guān)注[3]。因此針對上述問題,圍繞壓力機(jī)關(guān)鍵部位展開溫度的實時監(jiān)測、控制,以便了解壓力機(jī)運行狀況,確保壓力機(jī)能夠高效、安全、穩(wěn)定地運行。
1 系統(tǒng)硬件設(shè)計
1.1 系統(tǒng)總體結(jié)構(gòu)
整體方案設(shè)計框圖如圖1所示。

圖1 整體方案設(shè)計框圖
1.2 主要的硬件
要對壓力機(jī)實現(xiàn)溫度控制,需要配備開關(guān)量輸入8個,開關(guān)量輸出4個;模擬量輸出8個,溫度采集點16個。
因此就需要選用合適的控制器和溫度傳感器。由于PLC控制性能穩(wěn)定、抗干擾能力強(qiáng)和通信實時性等特點,所以本文擬選用PLC作為系統(tǒng)的下位機(jī),觸摸屏用于現(xiàn)場參數(shù)的實時顯示。
a)PLC的選型及配置
選型時避免貪大求全,要以滿足系統(tǒng)功能需要為原則,需注意以下幾方面:
1)在工作條件良好、工藝不變的場合,考慮選擇整體型結(jié)構(gòu)PLC;其他場合則選用裝配靈活,安裝維修方便的模塊型PLC[4]。
2)對以開關(guān)量為主、模擬量需求較少并且無需考慮控制速度時,可選擇帶A/D及D/A轉(zhuǎn)換、簡單邏輯運算和數(shù)據(jù)傳輸?shù)牡蜋n機(jī)。而對需要進(jìn)行PID及閉環(huán)控制、通信聯(lián)網(wǎng)等復(fù)雜控制時,選擇中檔或者高檔機(jī)較為合理。
3)在大企業(yè)選擇控制系統(tǒng)時,應(yīng)盡量保證PLC型號一致,不僅同機(jī)型PLC模塊可作備份、方便采購和管理,而且利于管理人員技術(shù)培訓(xùn)、操作水平提高與功能開發(fā)[5]。
4)在確定I/O數(shù)量時,要考慮到I/O點的損壞、失效等因素,提高10%~20%的備用量,同時盡可能選用PLC內(nèi)置繼電器和寄存器,以便節(jié)約I/O資源。本文的模擬量對象是溫度,考慮在PLC上加裝溫度擴(kuò)展模塊[6]。
鑒于以上幾方面的選型原則和壓力機(jī)需要的邏輯控制點數(shù),擬選擇西門子S7-200 PLC較為合適。
b)溫度傳感器的選型
在熟悉和掌握了某集團(tuán)壓力機(jī)運動副溫度測量的實際需求后,分析了運動副結(jié)構(gòu)特點,明確了溫度測點的分布和數(shù)量。根據(jù)各個溫度測點的安裝位置和結(jié)構(gòu)特征,選取相適應(yīng)的傳感器類型。壓力機(jī)運動副溫度測點分布如表1所示。

表1 壓力機(jī)運動副溫度測點分布
1)支承結(jié)構(gòu)測溫傳感器
端面型傳感器型號為WZPM-201B (也可選用A級鉑電阻),主要參數(shù)如下:
Pt100鉑電阻,測溫范圍為-150℃~200℃,允許偏差為B級±(0.30+0.005|t|),響應(yīng)時間≤6s。
安裝尺寸:傳感器結(jié)構(gòu)尺寸見圖2。保護(hù)管直徑d可選擇Φ8.7或Φ6;保護(hù)管長度L依據(jù)具體安裝位置進(jìn)行選擇;壓緊彈簧Ls自由狀態(tài)為12mm,壓緊后不宜<6mm。其安裝方式見圖3。

圖2 端面熱電阻尺寸規(guī)格

圖3 傳感器安裝示意圖
2)導(dǎo)軌測溫傳感器
傳感器型號為WZPT-261PG,主要參數(shù)如下:
Pt100鉑電阻,測溫范圍為-150℃~200℃,允許偏差為B級±(0.30+0.005|t|),響應(yīng)時間≤6s。
安裝尺寸:導(dǎo)軌實際壁厚為13mm,選用M6×1的安裝螺紋。傳感器保護(hù)管尺寸L可選擇為20mm,以探頭接近導(dǎo)軌中心為宜,其傳感器結(jié)構(gòu)尺寸和安裝示意圖分別如圖4、圖5所示。
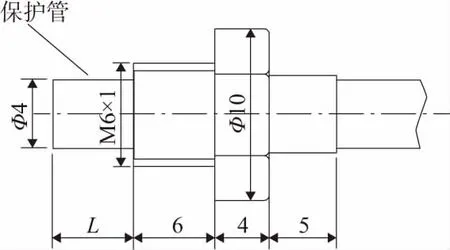
圖4 導(dǎo)軌測溫傳感器尺寸規(guī)格

圖5 螺釘式傳感器安裝示意圖
3)飛輪軸承測溫傳感器
無線模塊:選用PT59-LI-A10型無線Pt100溫度采集器,選用RE59-M-485型多路溫度接收器。
無線測溫系統(tǒng)結(jié)構(gòu)見圖6。

圖6 無線測溫系統(tǒng)
c)通信的實現(xiàn)
溫控系統(tǒng)系統(tǒng)硬件組成如圖7所示[7]。

圖7 溫控系統(tǒng)硬件組成圖
PLC通過通信端口1,經(jīng)MPI電纜與觸摸屏相連;觸摸屏經(jīng)PC/PPI電纜和上位機(jī)相接,該電纜也與通信端口2相接;溫度傳感器把測得溫度信號通過溫度變送器的信號轉(zhuǎn)換和放大傳送到PLC的溫度控制模塊;PLC把溫度控制信號傳遞給驅(qū)動模塊,驅(qū)動模塊實施溫控操作,并與溫度傳感器相連,構(gòu)成一個閉環(huán)系統(tǒng)。該系統(tǒng)實現(xiàn)了PLC和觸摸屏的組態(tài)通信,同時上位機(jī)與PLC與觸摸屏可實現(xiàn)實時的監(jiān)測控制、信息的上傳與下載,易于管理。
1.3 系統(tǒng)主要控制器的組成
系統(tǒng)的主要控制器包括PLC、觸摸屏和上位機(jī)。
PLC選用西門子S7-200,PLC控制關(guān)鍵是其CPU模塊CPU 224XP CN,其他包括24 V電源模塊PS 207、通信模塊和溫度擴(kuò)展模塊EM 231等。觸摸屏采用西門子SMART 700,包括人機(jī)交互模塊、報警模塊和數(shù)據(jù)存儲模塊等。上位機(jī)采用工業(yè)PC機(jī)。
2 系統(tǒng)軟件設(shè)計
該系統(tǒng)設(shè)計具體思路如下:首先對運動副各測點設(shè)定溫度閾值,溫度初始值設(shè)為0并在觸摸屏上實時顯示。在實時顯示過程中,用溫度傳感器檢測各測點溫度并把溫度信號傳送給PLC,并判斷各測點溫度是否大于設(shè)定值,如果未超過設(shè)定值,則判定運動副溫度正常,不采取溫控操作;如果超過設(shè)定值,則判定運動副溫度異常,發(fā)出溫度過熱報警信號。在觸摸屏上顯示過溫測點對應(yīng)構(gòu)件,便于操作人員管理。同時觸發(fā)溫控信號,對下層的潤滑冷卻系統(tǒng)進(jìn)行調(diào)控。調(diào)整比例閥開度大小和油泵流量以此來控制潤滑油流量,從而達(dá)到降溫效果。系統(tǒng)把過溫控制的歷史數(shù)據(jù)進(jìn)行存儲,發(fā)送給上位機(jī)和遠(yuǎn)程操作平臺并進(jìn)行顯示[8]。
珠海中建興業(yè)綠色建筑設(shè)計研究院院長、集團(tuán)總工羅多,作為行業(yè)企業(yè)專家在會上做《主被動巧妙結(jié)合的近零能耗建筑》主題發(fā)言,以實例項目分析智能建筑的綠色節(jié)能建設(shè)和人性化設(shè)計。
溫度測控方案、PLC梯形圖溫控程序(部分)如圖8、圖9所示。
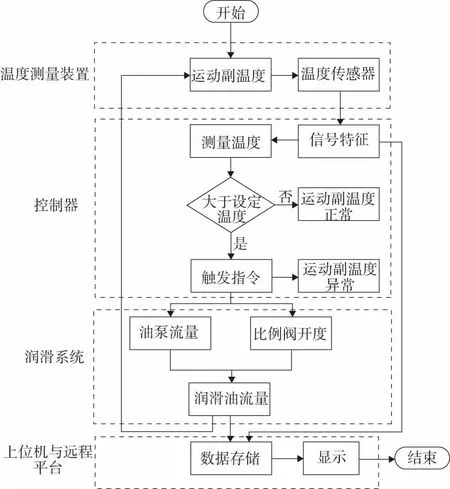
圖8 溫度測控方案圖

圖9 溫控程序圖(部分)
觸摸屏WinCC Flexible的組態(tài)溫度監(jiān)測界面和溫度測點數(shù)據(jù)類型與地址(部分)如圖10和表2所示。

圖10 溫度監(jiān)測界面

表2 溫度測點數(shù)據(jù)類型與地址(部分)
3 系統(tǒng)算法仿真與優(yōu)化
PLC溫度控制系統(tǒng)利用PLC中的PID模塊控制潤滑油路比例閥開度大小,從而達(dá)到控制溫度的效果。因此選擇合適的PID算法尤為重要。本文把S7-200 PLC溫控系統(tǒng)作為研究對象,組建上位機(jī)與PLC間通信網(wǎng)絡(luò),通過MATLAB軟件完成初始參數(shù)的在線整合、算法程序和M文件的編寫等[9],將傳統(tǒng)PID與模糊控制PID控制通過MATLAB軟件完成仿真,根據(jù)仿真效果對比選擇更合適的算法。
傳統(tǒng)PID、模糊PID控制原理分別如圖11、圖12所示[10]。

圖11 傳統(tǒng)PID控制原理圖

圖12 模糊PID控制原理圖

傳統(tǒng)PID與模糊PID仿真模型與其仿真效果分別如圖13、圖14所示。

圖13 傳統(tǒng)PID與模糊PID仿真模型

圖14 傳統(tǒng)PID和模糊PID控制效果圖
根據(jù)仿真效果對比可知,模糊PID控制較傳統(tǒng)PID控制有以下優(yōu)點:
1)系統(tǒng)穩(wěn)定,對環(huán)境的適應(yīng)性強(qiáng)。
2)控制效果好,響應(yīng)速度快、超調(diào)量低。
3)系統(tǒng)魯棒性能好,各項參數(shù)均達(dá)到設(shè)定要求,具有良好的推廣價值[10]。
鑒于以上優(yōu)點,本文選用模糊PID控制算法更為合理。
4 實驗
設(shè)計好溫度控制系統(tǒng)的軟硬件后,在實驗室已有條件下搭建溫控系統(tǒng)實驗平臺(圖15),準(zhǔn)備好不同溫度的同種等量潤滑油液(油液A為25℃、油液B為35℃,室溫大約17℃)、小型油箱、油路比例閥和油管若干。在系統(tǒng)中預(yù)設(shè)溫度上限為20℃,分別采用傳統(tǒng)PID控制和模糊PID控制算法,通過溫度傳感器測量A和B的油液溫度,觀察觸摸屏溫度變化曲線并且記錄各項參數(shù)數(shù)據(jù)。由表3可知,模糊PID控制較傳統(tǒng)PID控制的調(diào)節(jié)速度更快,幾乎沒有明顯震蕩,超調(diào)量更小,控制精度更高。

圖15 實驗平臺
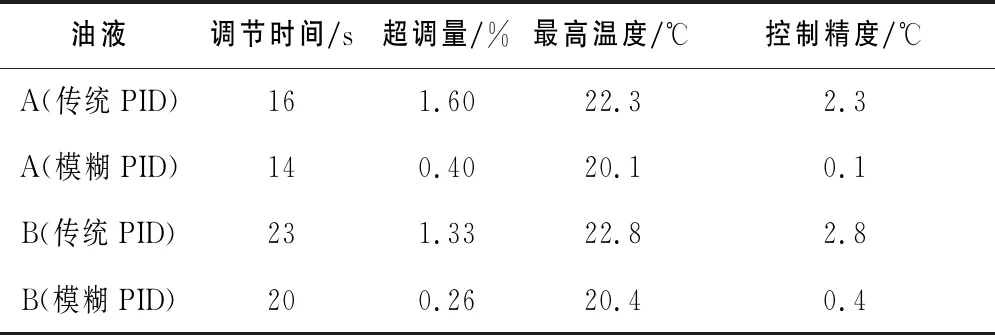
表3 兩種PID算法下的油液溫控參數(shù)
5 結(jié)語
本文針對壓力機(jī)因溫度過高造成的軸承研傷及失效損壞等問題,采用PLC、觸摸屏組態(tài)和模糊PID算法設(shè)計了機(jī)械壓力機(jī)智能溫控系統(tǒng),實現(xiàn)了對壓力機(jī)溫升部件較為精確的控制。利用MATLAB軟件實現(xiàn)控制算法的仿真并加以實驗驗證,仿真結(jié)果和實驗數(shù)據(jù)都表明模糊PID控制算法具備更良好的控制效果,這樣不僅節(jié)約了PLC程序與目標(biāo)硬件的調(diào)配時間,而且還降低了研發(fā)成本,提高了生產(chǎn)效益。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
