基于ANSYS Workbench的葉片砂帶磨削用量分析與研究
2021-08-13 04:26:30李娜娜李欽
機(jī)械制造與自動(dòng)化 2021年4期
李娜娜,李欽
(西安交通大學(xué)城市學(xué)院,陜西 西安 710018)
0 引言
發(fā)動(dòng)機(jī)葉片表面質(zhì)量直接影響發(fā)動(dòng)機(jī)的工作性能。由于葉片材料含有高溫合金元素,工藝性較差,且其型面是復(fù)雜空間曲面,因此加工難度大,通常采用精鑄或精鍛毛坯,再進(jìn)行機(jī)械加工和光精加工。而在光精加工過程中,為提高表面質(zhì)量,采用磨削拋光。砂帶磨削拋光效率較高,選作為本次光精加工的磨削工具,再借助工業(yè)機(jī)器人夾裝葉片,達(dá)到高效加工目的。而在磨削拋光加工中,如何設(shè)置合理的磨削用量,達(dá)到葉片表面質(zhì)量要求,需要依靠大量的試驗(yàn)驗(yàn)證,因此要耗費(fèi)大量材料,影響生產(chǎn)效率[1-4]。
本文采用ANSYS Workbench軟件從微觀角度研究不同磨削用量對(duì)葉片磨削拋光表面質(zhì)量的影響。在仿真分析中針對(duì)葉片磨削的磨粒型號(hào)、磨削深度以及磨削速度控制等,對(duì)磨削過程進(jìn)行仿真計(jì)算。通過對(duì)仿真結(jié)果的葉片表面粗糙度的計(jì)算以及工件在磨削過程中所受應(yīng)力的大小,對(duì)比各個(gè)因素對(duì)磨削質(zhì)量的影響程度,最終確定在葉片磨削過程中各磨削參數(shù)的最優(yōu)選擇,為生產(chǎn)加工提供理論依據(jù)。
1 葉片磨削拋光力學(xué)模型建立
1.1 模型建立
本次研究采用精鍛制造的鈦合金TC4材料的葉片毛坯模型。砂帶磨削拋光過程是一個(gè)復(fù)合磨削的過程,它由多顆磨粒共同磨削。從微觀上講,砂帶表面的磨粒是一個(gè)個(gè)切削刀具,由于磨粒的特性,使得磨削時(shí)的磨削深度極小。以單顆磨粒為研究對(duì)象,將磨削模型簡(jiǎn)化為圖1所示的單顆粒磨削模型[5-6]。
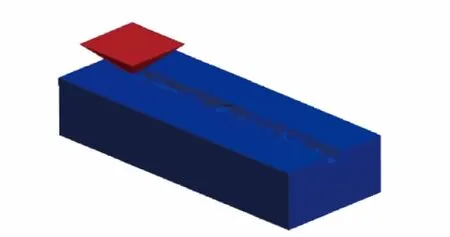
圖1 單顆磨粒磨削示意圖
1.2 劃分網(wǎng)格及邊界條件設(shè)置
在ANSYS Workbench中定義材料屬性。在取模型時(shí),盡量控制兩種粒度的磨粒底面面積近似相等,從而保證磨削面積相等。因考慮磨削深度較小,網(wǎng)格劃分時(shí)將上下兩部分分別進(jìn)行劃分,如圖2所示。根據(jù)磨削拋光過程中的砂帶與工件運(yùn)動(dòng)情況,忽略工件進(jìn)給運(yùn)動(dòng),對(duì)工件底面及端面進(jìn)行固定約束,對(duì)磨粒進(jìn)行速度、位移約束[7-8]。
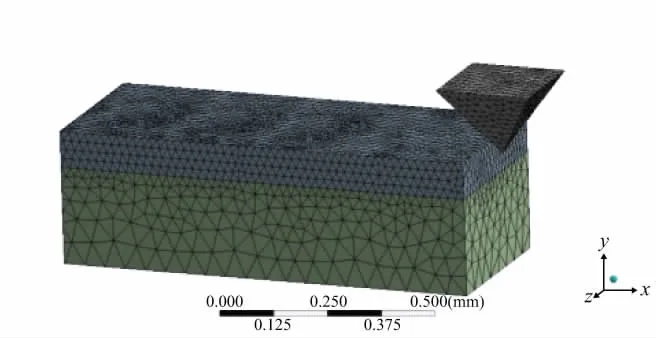
圖2 模型的網(wǎng)格劃分
2 葉片磨削拋光仿真結(jié)果及分析
為更好分析各磨削參數(shù)對(duì)工件磨削性能的影響,從砂帶磨粒粒度、磨削深度、砂帶線速度3個(gè)方面對(duì)工件磨削拋光之后的表面粗糙度以及在磨削初始時(shí)磨粒對(duì)工件邊線的應(yīng)力,對(duì)磨削性能進(jìn)行對(duì)比分析。
2.1 砂帶粒度影響分析
利用有限元模型進(jìn)行前處理后,分別對(duì)鋯剛玉系列磨料16#和46#兩種模型進(jìn)行分析。因ANSYS不能直接讀取表面粗糙度的值,需按照公式進(jìn)行計(jì)算。取工件長(zhǎng)2mm,將工件用2個(gè)平面分割為3個(gè)長(zhǎng)度相等的部分,讀取磨削之后平面關(guān)于y軸變形量的云圖,利用探針工具讀取y方向數(shù)據(jù)(各約90個(gè)點(diǎn)),進(jìn)行磨削之后的表面粗糙度估算,再求平均值。同時(shí)分析16#和46#兩種模型狀態(tài)下工件表面所受應(yīng)力分布,如圖3所示。用相同方法對(duì)46#模型進(jìn)行分析,兩種模型表面粗糙度估算結(jié)果及所承受的最大應(yīng)力如表1所示。通過對(duì)比分析,在相同工況下,砂帶粒度越細(xì),表面質(zhì)量越好;但同時(shí)會(huì)使工件承受應(yīng)力增加。通過相關(guān)磨粒仿真分析,對(duì)于葉片砂帶磨削,選擇46#磨削質(zhì)量會(huì)更優(yōu)。
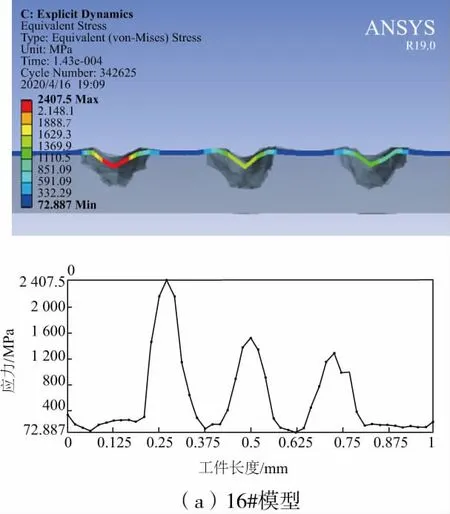
圖3 磨粒模型工件接觸區(qū)應(yīng)力圖

表1 磨粒表面粗糙度及最大應(yīng)力的計(jì)算結(jié)果
2.2 磨削深度影響分析
分析磨削深度影響時(shí),將工件用4個(gè)平面等分為5個(gè)部分,再對(duì)這4個(gè)平面進(jìn)行表面粗糙度的計(jì)算并求其平均值。由于模型中只建立了單磨粒,因此在取點(diǎn)時(shí)對(duì)點(diǎn)的個(gè)數(shù)有所減少,大約45個(gè)。且探針取點(diǎn)的長(zhǎng)度范圍近似為46#磨粒的邊長(zhǎng)。對(duì)各個(gè)截面的結(jié)果進(jìn)行表面粗糙度的計(jì)算,計(jì)算結(jié)果見表2。同時(shí),分析每種磨削深度下,工件所受應(yīng)力的變化,如圖4所示。不同磨削深度所受最大應(yīng)力見表2。

表2 表面粗糙度及最大應(yīng)力的計(jì)算結(jié)果

圖4 磨削深度模型路徑的應(yīng)力圖
通過對(duì)比可知,增大磨削深度,工件表面粗糙度數(shù)值明顯增大,表面質(zhì)量變差,且隨著磨削深度的增加,工件與磨粒接觸邊的應(yīng)力也隨之增加。適當(dāng)降低磨削深度,增加磨削次數(shù),可提高磨削表面質(zhì)量,且降低工件所受應(yīng)力。
2.3 磨削速度影響分析
磨削速度的模型同磨削深度的模型類似,對(duì)單顆粒模型,同樣是將4個(gè)等分工件的平面粗糙度進(jìn)行平均求得。對(duì)不同磨削速度下探針取點(diǎn)的數(shù)值進(jìn)行表面粗糙度計(jì)算,結(jié)果見表3。對(duì)不同磨削線速度關(guān)于路徑的應(yīng)力云圖,其單個(gè)條件下的變化與圖4類似,將其最大應(yīng)力變化統(tǒng)計(jì)在表3中。由表中數(shù)據(jù)可知,在磨削線速度分別在8 m/s、14 m/s和20 m/s時(shí),工件磨削之后的表面粗糙度分別為1.364 4 μm、1.200 5 μm和1.687 8 μm;對(duì)應(yīng)的工件與磨粒的接觸邊長(zhǎng)的最大應(yīng)力分別為4 615MPa、3 323.6MPa以及4 529.6MPa。因此,在相同的工況下,要使工件磨削之后的表面粗糙度盡可能得小,應(yīng)根據(jù)工件的材料和工況,選擇合適的磨削線速度,速度過大和過小都會(huì)使工件的磨削質(zhì)量減低,增大磨削之后的表面粗糙度。速度太大或者太小都會(huì)導(dǎo)致工件受到的應(yīng)力增加。這是因?yàn)槟ハ魉俣忍岣撸沟霉ぜ堄嗬瓚?yīng)力增大。

表3 磨削速度模型表面粗糙度的計(jì)算結(jié)果
3 結(jié)語(yǔ)
本文采用ANSYS Workbench對(duì)葉片砂帶磨削過程進(jìn)行分析,得出磨削過程中磨料粒度、磨削深度、磨削速度對(duì)工件表面粗糙度的影響及應(yīng)力分布。磨料粒度越小,表面質(zhì)量越高。磨削深度對(duì)表面粗糙度影響較顯著,當(dāng)磨削深度較大時(shí),表面質(zhì)量變差,且零件表面的塑性變形程度增大。磨削速度過大或者過小,都會(huì)降低表面粗糙度,且磨削速度高會(huì)使殘余拉應(yīng)力增大。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
電子制作(2018年18期)2018-11-14 01:48:24
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
