控制萃取平衡時間選擇性分離回收FCC廢催化劑酸浸液中的釩
2021-08-17 03:19:34張立萍呂靈靈祝漢國
石油煉制與化工 2021年8期
張立萍,呂靈靈,孔 慧,葉 紅,祝漢國
(青島惠城環保科技股份有限公司,山東 青島 266500)
釩是一種重要的戰略性金屬資源,被稱為“工業味精”[1-2]。同時,釩是煉油原料中含量較高的金屬元素,因而成為催化裂化(FCC)廢催化劑中一種重要的污染元素。FCC廢催化劑中除含有釩外,一般還含有一定的鎳、鐵及稀土元素[3-5]。鑒于近年來釩的市場需求及價格持續上漲,將FCC廢催化劑中的釩進行有效回收,既可以實現資源的充分有效利用,又可以保護環境,具有重要意義[6]。
目前工業上傳統的釩渣提釩方法(鈉化焙燒提釩法和鈣化焙燒提釩法)[7]普遍存在釩回收效率低、焙燒消耗大量能源及產生污染氣體等缺點[8]。含釩礦渣或廢棄物中釩的回收主要通過酸浸法將固體中的釩轉移到酸溶液中,同時也會有許多金屬溶出,使得酸浸出液成分復雜[9-10]。目前針對雜質含量較高的酸浸出液,傳統的化學沉淀和重結晶凈化法已不適用[11]。溶劑萃取法因具有選擇性高、操作簡便、試劑和設備簡單的優點而在富集、分離、回收金屬方面得到了廣泛的應用[12-14]。
釩的萃取可以用不同類型的萃取劑,而應用最多的是酸性萃取劑。酸性萃取劑對各金屬離子的萃取能力從大到小的順序為Fe3+>V4+>Fe2+[15-16],也就是說在這3種待萃取離子中,酸性萃取劑對雜質Fe3+的親和力最好。因此,如何降低萃取劑對鐵的萃取率是溶劑萃取釩的關鍵。通過控制金屬價態的方式實現鐵釩萃取分離的研究較多,比如,有研究認為萃取前要將Fe3+還原為Fe2+,以此降低對Fe的萃取效果[17-18]。
本課題以酸性萃取劑2-乙基己基膦酸單2-乙基己基酯(P507)、相改質劑磷酸三丁酯(TBP)及稀釋劑磺化煤油組成協萃體系,采取控制萃取平衡時間的方法從FCC廢催化劑的硫酸浸出液中選擇性萃取分離釩與鐵,以實現硫酸浸出液中釩的有效回收。
1 實 驗
1.1 試劑與儀器
試驗所用試劑如表1所示。由于試驗目的是為實際工業化試驗做準備,且目前能夠購買到的萃取劑及磺化煤油均為工業品,因此表1中所有試劑均為工業級純度。試驗儀器如表2所示。
表1 試驗試劑
表2 試驗儀器
1.2 試驗方法
1.2.1 硫酸浸出采用質量分數50%的硫酸,在FCC廢催化劑與硫酸質量比為1∶1.5的條件下,于150 ℃下浸出反應4 h,得到的硫酸浸出液pH為2.5,浸出液中金屬元素的含量如表3所示。其中,鐵元素以Fe2+存在,釩元素以V4+存在。通過小試發現,浸出液中其余金屬元素在本研究所使用的條件下不被萃取。
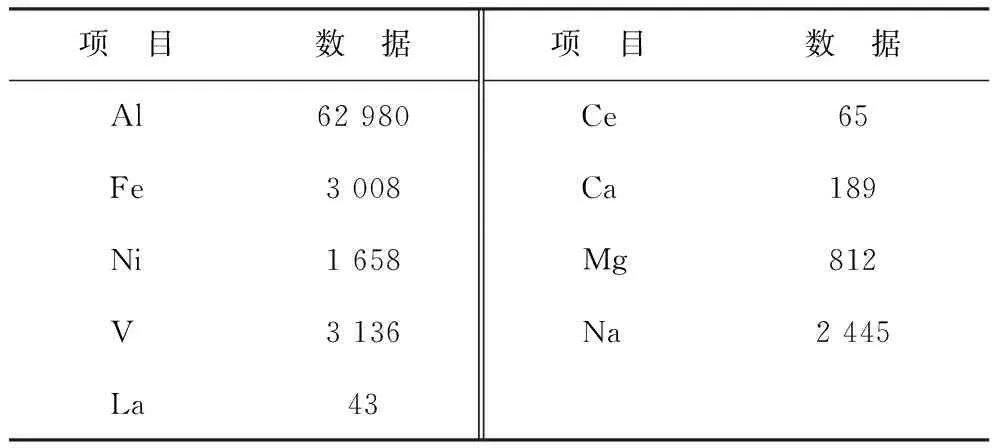
表3 FCC廢催化劑硫酸浸出液中金屬元素的含量 ρ,mg/L
1.2.2 萃取及反萃取萃取及反萃取試驗均是按一定的相比(有機相與水相的體積比,下同)將有機相與水相置于具塞三角燒瓶中,在25 ℃水浴恒溫振蕩器中進行。振蕩結束,在分液漏斗中分相,水相中金屬元素的含量采用ICP-OES進行分析,然后采用差減法計算得到有機相中的金屬元素含量。
1.2.3 多級逆流萃取及反萃取的串級模擬試驗根據萃取及反萃取試驗結果,采用串級模擬試驗法對連續的多級逆流萃取過程進行模擬。逆流萃取模擬試驗的具體操作如圖1所示,按照示意圖箭頭所示方向逐級進行試驗。每一個圓圈代表一個分液漏斗,圈內數字表示第幾級,F代表新鮮料液,S代表新鮮有機相,E代表負載有機相,R代表萃余液,右側數字表示循環次數,也稱排數。隨著循環次數增加,金屬含量趨于穩定,萃余液pH也趨于穩定,當連續循環幾次后萃余液pH不變時,說明體系已經平衡。
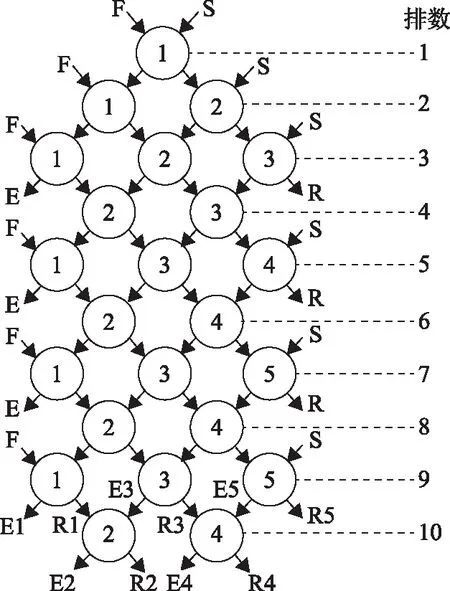
圖1 逆流萃取串級模擬試驗操作示意
1.3 數據分析與計算
釩、鐵的分配比、分離系數、萃取率及反萃取率可用以下算式進行計算:
(1)
βV/Fe=DV/DFe
(2)
(3)
(4)
式中:D表示釩或鐵的離子在有機相與水相的分配比;βV/Fe表示釩、鐵在體系中的分離系數;E表示釩或鐵的萃取率;DE表示釩或鐵的反萃取率;CO,CF,CR,CS分別表示萃取有機相、原料液、萃余液和反萃取液中釩或鐵的質量濃度,mg/L;VF,VR,VS分別表示萃取原料液、萃余液和反萃取液的體積,L。
2 結果與討論
2.1 萃取工藝
2.1.1 萃取平衡時間對萃取效果的影響以P507為萃取劑、TBP為相改質劑、磺化煤油為稀釋劑,組成P507、TBP、磺化煤油體積分數分別為10%,5%,85%的協萃體系(10%P507+5%TBP+85%磺化煤油),對FCC廢催化劑硫酸浸出液中的釩進行萃取。為保證鐵、釩的有效萃取分離,在萃取相比為1∶1時,考察萃取平衡時間對鐵、釩分離效果的影響,結果如圖2所示。
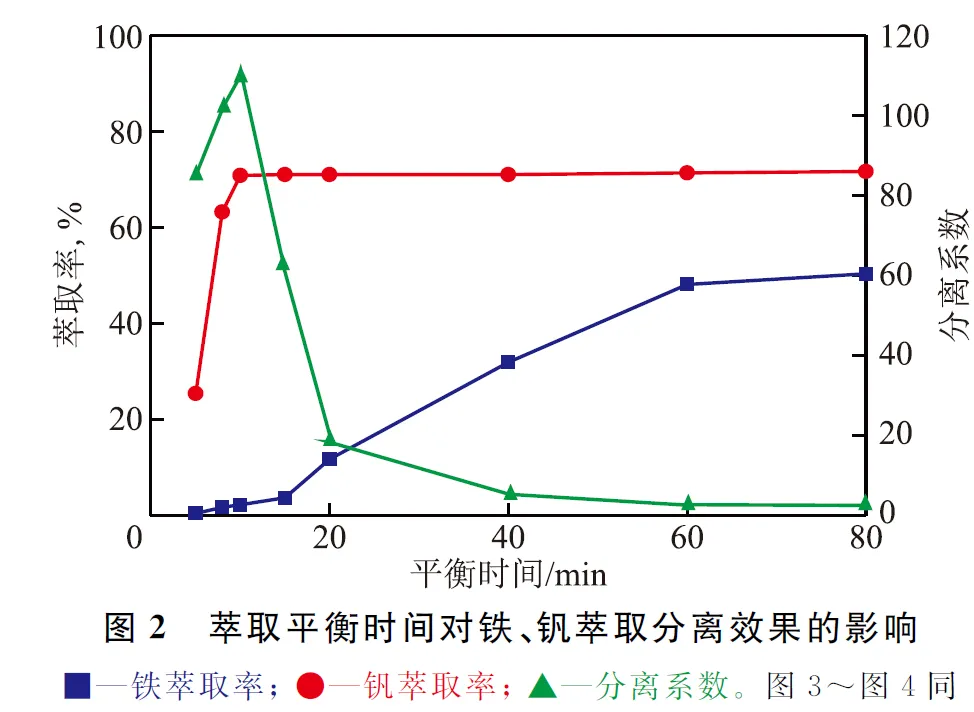
由圖2可知:當萃取平衡時間為10 min時,釩萃取率為70.8%,此后繼續延長萃取平衡時間,釩萃取率基本不變,即萃取平衡時間為10 min時對釩的萃取基本達到平衡;而在萃取平衡時間為10 min時,鐵的萃取率僅為2.2%,隨著萃取平衡時間的延長,鐵萃取率不斷提高,對鐵的萃取達到平衡的時間約為60 min,平衡時鐵萃取率增加至48.1%;在萃取平衡時間為10 min時,釩、鐵的分離系數最大,為110。因此,實際操作中萃取平衡時間應嚴格控制在10 min,此時釩和鐵可以實現有效分離。
2.1.2 萃取劑含量對萃取效果的影響在初始pH為2.3、萃取平衡時間為10 min、相比為1∶1的條件下對酸浸液中鐵、釩進行萃取分離,P507含量對鐵、釩分離效果的影響如圖3所示。由圖3可以看出:當P507體積分數由5%增加到25%時,釩萃取率由39.7%升高到89.8%,鐵萃取率由0.4%升高到16.9%;但當P507體積分數超過10%之后,鐵、釩萃取率均緩慢增大,且分離系數明顯下降,因此,P507的體積分數宜選擇為10%。
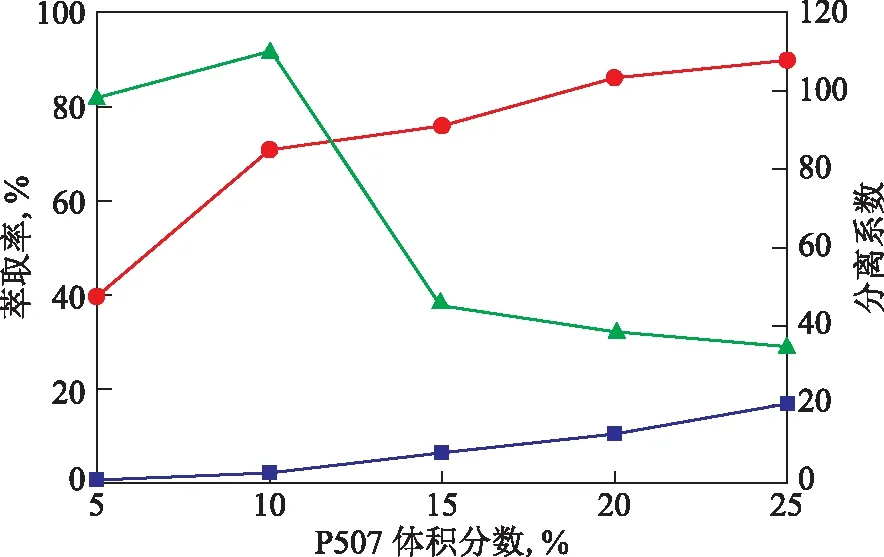
圖3 P507含量對鐵、釩分離效果的影響
2.1.3 萃取劑皂化率對萃取效果的影響以P507作為酸性萃取劑,萃取機理為陽離子交換機理。萃取過程中萃取劑中的H+與金屬離子交換進入水相,將會導致水相H+濃度升高從而抑制金屬的萃取。將質量分數為48%的氫氧化鈉溶液稀釋,配制成濃度為5 mol/L的氫氧化鈉溶液作為皂化介質,對萃取劑進行皂化處理,使氫氧化鈉中的Na+進入有機相替代H+,實際萃取過程中的離子交換就變為金屬離子與Na+的交換,從而使萃余水相的pH穩定在一定范圍,保證金屬的萃取效果。在P507體積分數為10%、萃取平衡時間為10 min時,萃取劑皂化率對萃余液平衡pH的影響如表4所示,對鐵、釩分離效果的影響如圖4所示。其中,皂化率指萃取劑皂化后H+被Na+取代的比例,采用酸堿中和的方法測定有機相中H+濃度,即可計算皂化率。
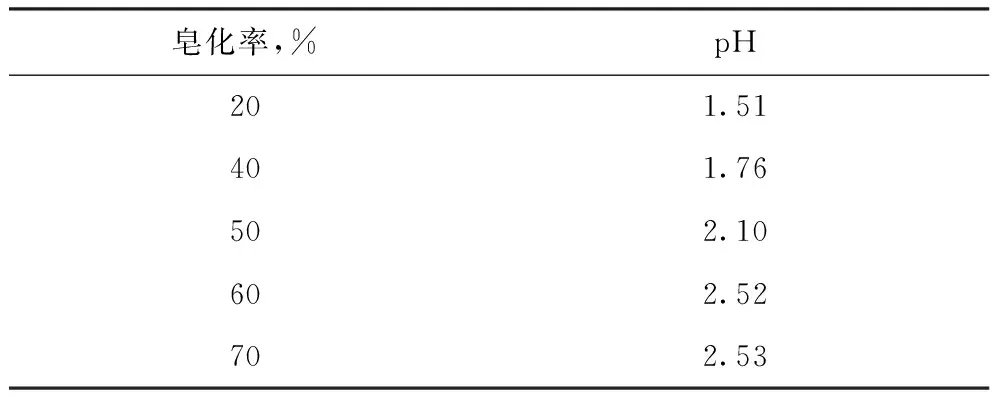
表4 萃取劑皂化率對萃余液平衡pH的影響
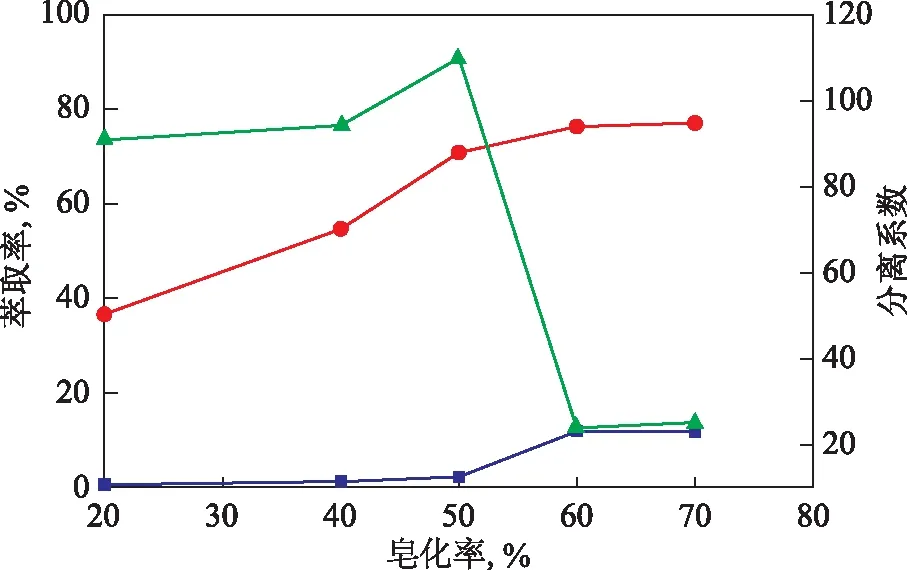
圖4 萃取劑皂化率對萃取效果的影響
由表4和圖4可知:當萃取劑皂化率由20%提高至70%時,萃余液的pH由1.51升高至2.53,鐵萃取率由0.6%提高至11.8%,釩萃取率由36.6%提高至77.1%;當皂化率為50%時,萃余液的pH為2.10,釩、鐵的分離系數最大,為110,釩、鐵得以有效分離。提高萃取劑皂化率能夠減少萃取過程中由于水相H+濃度的升高導致的釩萃取受抑制的現象,有利于釩的萃取。
2.1.4 萃取相比對萃取效果的影響萃取過程中,萃取相比與金屬的萃取率密切相關,且會影響萃取劑用量及萃取級數。試驗中固定萃取劑P507的體積分數為10%、皂化率為50%時,相比對釩、鐵的萃取率及分離系數的影響如表5所示。
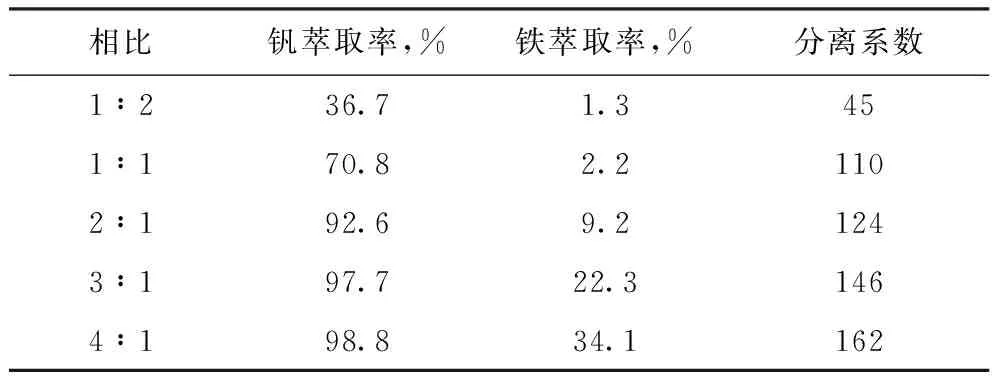
表5 相比對釩、鐵的萃取率及分離系數的影響
由表5可知:當相比由1∶2增加至1∶1時,鐵、釩分離系數的增大最明顯;隨著相比的增加,雖然鐵、釩的分離效果變優。但由于相比增大,萃取體系需要更多的有機相而造成成本過高,同時考慮到萃取過程采用多級逆流的方式,因此,最終優選的相比為1∶1,此時消耗的有機相少,且鐵、釩分離系數為110,可以有效分離。
2.1.5 多級逆流萃取效果綜上各單因素試驗結果可知,通過控制平衡時間,在萃取相比為1∶1、皂化率為50%、萃取平衡時間為10 min的條件下,10%P507+5%TBP+85%磺化煤油協萃體系對釩的一級萃取率可達70.8%,對鐵的一級萃取率僅為2.2%。按照如圖1所示的流程,通過控制平衡時間法對FCC廢催化劑的硫酸浸出液中的釩進行五級逆流萃取試驗,結果如表6所示。由表6可以看出:萃余液中釩的質量濃度為15 mg/L,釩萃取率達99.5%;而萃余液中鐵的質量濃度為2 851 mg/L,鐵萃取率僅為5.2%。可見,該方法實現了釩、鐵的有效分離。
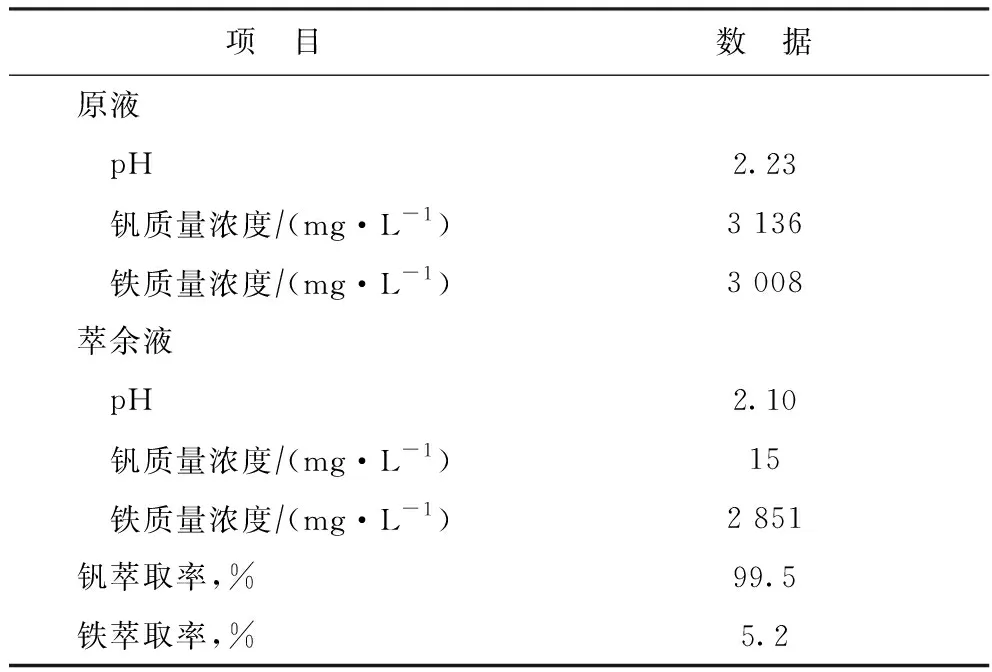
表6 五級逆流萃取效果
2.2 反萃取工藝
2.2.1 反萃取劑濃度對反萃取效果的影響以硫酸作反萃取劑,在相比為6∶1、反萃取平衡時間為15 min的條件下對負載有機相中的釩進行反萃取。硫酸濃度對反萃取效果的影響如圖5所示。
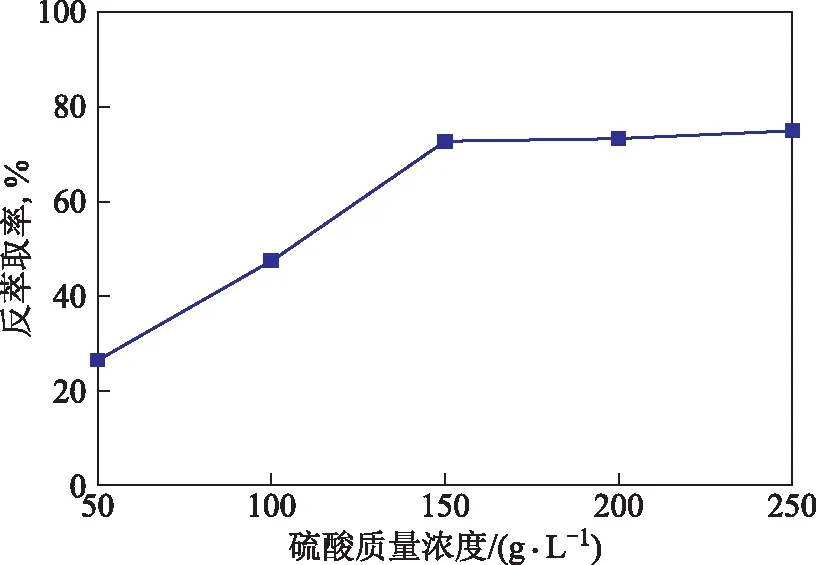
圖5 反萃取劑濃度對釩反萃取效果的影響
由圖5可知:當硫酸質量濃度由50 g/L增加至150 g/L時,隨著硫酸濃度的增加,釩的反萃取率明顯增大;當硫酸質量濃度大于150 g/L后,釩的反萃取率隨硫酸濃度的增加而增大的幅度變緩。因此,以硫酸作反萃取劑時,硫酸的質量濃度優選為150 g/L。
2.2.2 反萃取平衡時間對反萃取效果的影響在硫酸質量濃度為150 g/L、相比為6∶1的條件下對負載有機相中的釩進行反萃取,考察反萃取平衡時間對反萃取效果的影響,結果如圖6所示。由圖6可以看出:當反萃取平衡時間為15 min時,釩的反萃取即可達到平衡,反萃取率達72.6%;當反萃取平衡時間大于15 min時,繼續延長反萃取平衡時間,釩的反萃取率變化不大。因此,以硫酸作反萃取劑時,反萃取平衡時間宜選擇為15 min。
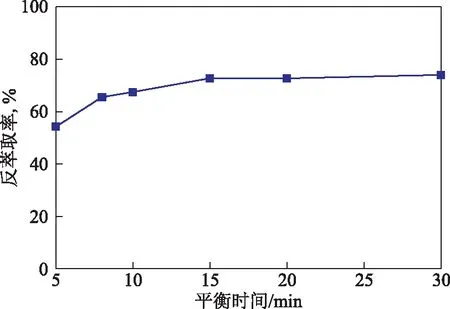
圖6 反萃取平衡時間對釩反萃取效果的影響
2.2.3 反萃取相比對反萃取效果的影響在硫酸質量濃度為150 g/L、反萃取平衡時間為15 min的條件下,考察反萃取相比對有機相中釩的反萃取率的影響,結果見表7。由表7可以看出,當反萃取相比由2∶1增加至6∶1時,釩的反萃取率由78.2%緩慢下降至72.7%,且隨著相比增加,反萃取液中釩的濃度逐漸增大。然而,繼續增大相比會影響油水混合效果從而影響反萃取率,因此釩反萃取相比優選為6∶1。
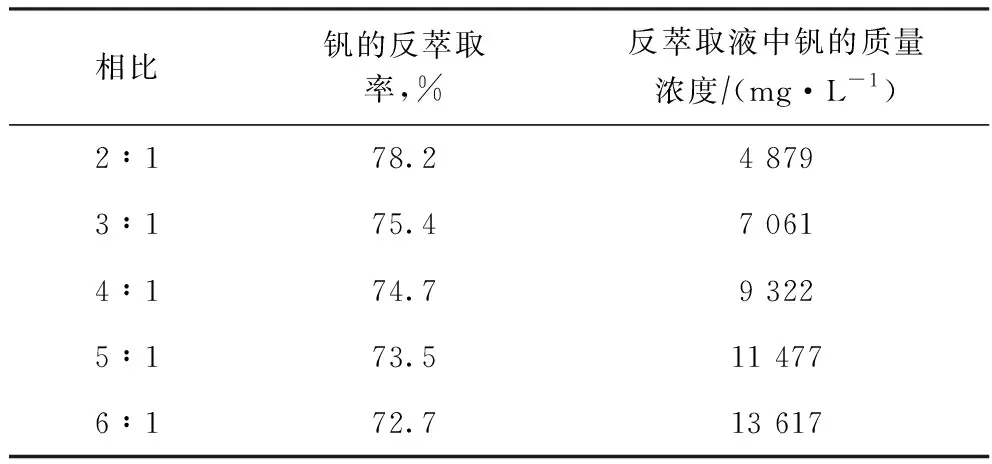
表7 反萃取相比對釩的反萃取率的影響
2.2.4 多級逆流反萃取效果在硫酸質量濃度為150 g/L、相比為6∶1、反萃取平衡時間為15 min的條件下,對負載有機相中的釩進行四級逆流反萃取,試驗結果如表8所示。
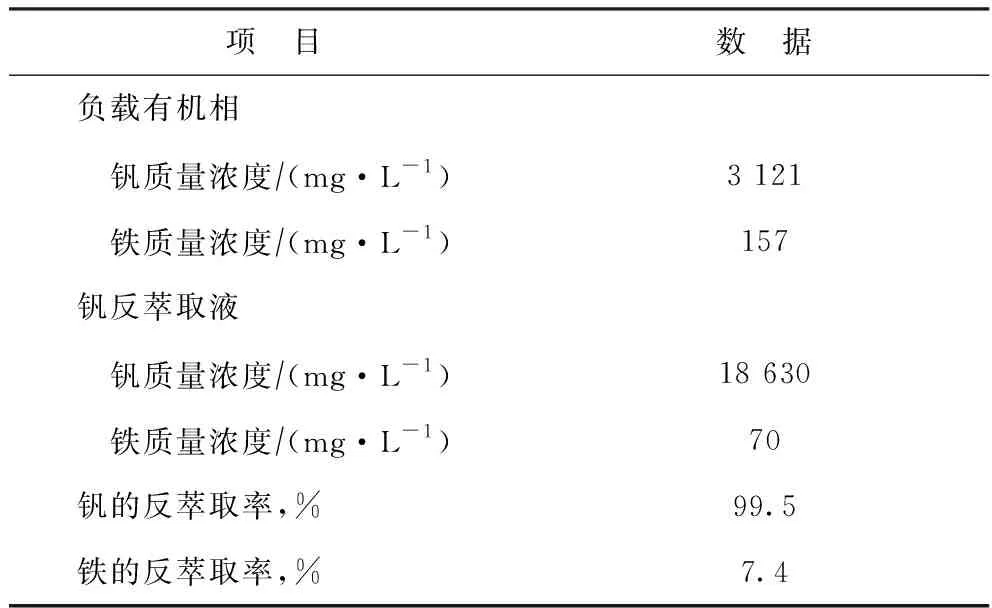
表8 四級逆流反萃取效果
由表8可知,釩反萃取液中釩的質量濃度為18 630 mg/L,硫酸對釩的多級反萃取率達99.5%,反萃取液中鐵的質量濃度為70 mg/L,由此可實現釩的有效富集回收。
有機相中共萃的少量的鐵在萃取劑多次循環后可能造成有機相的中毒。因此,在循環一定次數后,可以用質量分數為11%的草酸進行反萃取除鐵,草酸溶液可以實現有機相中鐵的有效反萃取[19-20]。
3 結 論
(1)采用P507與TBP組成的二元萃取體系,通過控制萃取平衡時間的方法,可以實現FCC廢催化劑酸浸出液中釩與鐵的有效萃取分離。
(2)采用10%P507+5%TBP+85%磺化煤油,在萃取劑皂化率為50%、相比為1∶1、萃取平衡時間為10 min的條件下,釩的一級萃取效率為70.8%,而此時鐵的萃取率僅為2.2%,酸液中的鐵、釩實現有效分離。采用控制平衡時間萃取法進行五級逆流萃取,釩的萃取率可達99.5%,而鐵的萃取率僅為5.2%。
(3)在硫酸質量濃度為150 g/L、相比為6∶1、反萃取平衡時間為15 min的條件下對負載有機相中的釩進行四級逆流反萃取,反萃取液中釩的質量濃度為18 630 mg/L,硫酸對釩的多級反萃取率達99.5%,反萃取液中鐵的質量濃度僅為70 mg/L,實現釩的有效富集回收。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中老年保健(2021年12期)2021-11-30 02:58:01
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
產品可靠性報告(2017年7期)2017-09-05 09:49:12
Coco薇(2016年8期)2016-10-09 02:11:50
汽車觀察(2016年3期)2016-02-28 13:16:26
中國醫藥科學(2015年19期)2015-02-27 12:33:11
