提高低碳鋼板坯連鑄拉速的生產實踐
2021-08-18 05:32:00王永浩郭銀濤溫巨文
天津冶金 2021年4期
王永浩,郭銀濤,秦 聰,溫巨文
(1.河鋼集團唐山不銹鋼有限責任公司,河北 063105;2.河北省鍍錫基板技術創新中心,河北 063105)
0 引言
隨著市場環境的嚴峻和連鑄技術的發展,以降低鋼坯生產成本、提高產品質量和生產效率的高效連鑄技術越來越成為各鋼鐵企業應對市場考驗的有效措施。唐鋼不銹鋼公司一直致力于高效生產技術的研究,2019年煉鋼工序以標準時間管理為切入點,加快了生產節奏,轉爐實現了班產26爐鋼。但由于唐山不銹鋼公司的低碳鋼板坯斷面小,連鑄機的產能不能有效發揮,已成為了煉鋼產能增加的限制性環節。為了實現煉鋼工序內部的產能平衡,需要進一步提高連鑄拉速。但是,連鑄拉速提高,又給連鑄帶來了新的難點問題,容易引起鑄坯表面缺陷,嚴重時可能導致漏鋼等問題[1,2]。因此,需要從實際情況出發,研究高拉速連鑄的關鍵技術。
本文介紹唐山不銹鋼公司板坯連鑄機的設備參數和連鑄拉速的現狀,分析了提高低碳鋼連鑄拉速的研究方向和實現途徑,從連鑄保護渣性能、結晶器振動參數、SEN水口結構和二冷制度等方面給出了改進建議。
1 現狀調查
1.1 鑄機參數
唐鋼不銹鋼公司共有3臺板坯連鑄機,均為1機1流直弧型鑄機。公司低碳鋼品種主要在1號和2號連鑄機生產(主要參數見表1),鑄機具有1個彎曲段、5個扇形段、2個矯直段,5個水平段,冶金長度為29.578 m,低碳鋼的設計拉速為1.8 m/min。鑄機具有在線熱調寬、結晶器液面自動控制、結晶器專家系統、VSV的抗鼓肚補償、動態輕壓下等功能。
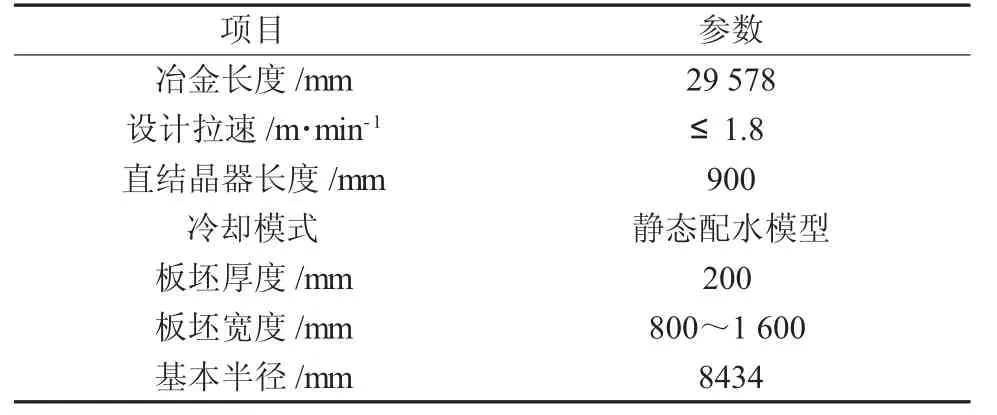
表1 連鑄機的主要參數
1.2 拉速現狀
經過多年的提拉速攻關,唐鋼不銹鋼公司的所有鋼種拉速已穩定達到了鑄機的設計拉速。但是,由于低碳鋼種主要為小斷面(寬度<1 050 mm的比例大于90%),臺時產量低,已成為限制煉鋼廠產能進一步提升的主要障礙。
2 工藝優化措施
為了實現小斷面低碳鋼高拉速的穩定、安全運行,一方面,需要保證結晶器內的安全和質量,即:降低結晶器內的粘結漏鋼風險、保證結晶器出口坯殼厚度,降低高拉速下的保護渣卷渣率[3];另一方面,需要保證液芯長度不出鑄機。圍繞上述要求,進行了保護渣優化、結晶器振動參數優化、SEN結構優化、二冷配水優化和二冷噴嘴的改造。
2.1 保護渣優化
使用優化前的保護渣,將拉速提高至1.9 m/min時,渣耗量低于0.3 kg/t鋼,不利于鑄坯的潤滑,需要對保護渣進行優化,增加渣耗,增加潤滑效果。優化前后保護渣的理化性能指標如表2所示。由表2可以看出,優化后保護渣堿度由1.01降低至0.9,增加了保護渣傳熱效果,增加了初生坯殼的厚度和坯殼抗撕裂能力,同時還會因為傳熱效果的增加,坯殼收縮大,渣耗量也將增加;另外,熔點由1 135℃降低至1 105℃,轉折溫度由1 165℃降低至1 120℃,增加了液渣膜厚度,提高了潤滑效果。使用優化后的保護渣,液渣層厚度為8~12 mm,渣耗為0.35 kg/t鋼左右,結晶器熱電偶溫度曲線穩定,結晶器摩擦力降低20%,熱流密度增加2~5%。

表2 優化前和優化后保護渣理化性能對比
2.2 振動參數優化
為了防止高拉速條件下的初生坯殼與結晶器銅板的粘結,需要對結晶器振動參數進行調整[4]。調整的要求是:
(1)降低結晶器正滑脫期間初生坯殼受到的拉應力,以降低初生坯殼拉裂風險;
(2)適當增加負滑動超前量和最大負滑動相對速度差,以提高初生坯殼脫模和焊合效果;
(3)提高振幅,降低振頻,增加正滑脫時間,以提高保護渣消耗量和潤滑效果;
(4)為了保證鑄坯表面質量,在滿足上述要求的基礎上,負滑脫時間不能大幅增加。
基于上述要求,設計了高拉速專用結晶器振動參數。優化前后的結晶器振動參數對比如表3所示。

表3 優化前后的結晶器振動參數對比
對振動參數優化后的渣耗進行了對比,共對比了3個澆次,均生產低碳鋼,保護渣均采用渣C。在澆次的前1/2爐次使用原振動參數,后1/2爐次切換至優化振動參數,渣耗的對比效果見表4所示。
由表4可見,與原振動相比,振動參數優化后,渣耗增加10%以上,對增加鑄坯潤滑效果,降低粘結具有非常重要的意義。優化振動參數投用以來,結晶器振動無異響,偏擺合格,說明優化后振動參數具有良好的動力學性能,從表3也可看出,優化后的振動參數最大振動加速度與原振動相當。

表4 振動參數優化前后的渣耗對比
2.3 SEN的優化
熱卷的夾渣指數與拉速的關系如圖1所示,隨著拉速的提高,熱卷的夾渣指數顯著升高。為了保證高拉速條件下的鑄坯潔凈度,對SEN結構參數進行了優化。
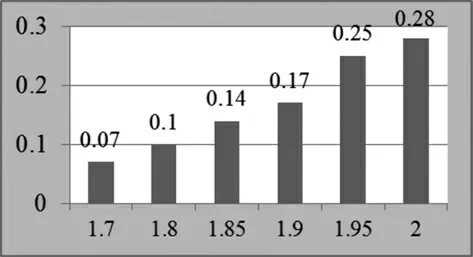
圖1 熱卷夾渣指數與拉速之間的關系
圖2示出了優化前、后SEN的結構參數。由圖2可以看出,SEN中孔直徑由65 mm增加至72 mm,側孔由65 mm×80 mm擴大至72 mm×85 mm,側孔傾角由15度增加至20度。側孔尺寸和傾角的增加,將降低結晶器液面鋼水流速,進而降低卷渣率。
在拉速為1.9 m/min,斷面為890 mm時,SEN優化前和優化后的熱卷夾渣指數對比如圖3所示。由圖3可以看出,SEN優化后平均夾渣指數降低了76.67%,效果顯著。使用優化后的SEN,未出現因鋼流沖擊太深帶來的窄面鼓肚現象。

圖3 不同SEN類型的夾渣指數對比
2.4 二冷水優化
使用VAI凝固模擬軟件,研究了在高拉速條件下二冷水流量與液芯長度的關系,確定了高拉速條件下的靜態二冷水表。拉速為2.0 m/min時,總的二冷比水量為1.105 L/kg鋼。在二冷水各段分布方面,特意增加了高溫段的二冷水分配比,結晶器足輥和彎曲段的比水量占總比水量的50%。在生產過程中,常常會出現彎曲段水流量達不到靜態水表要求的情況,主要是由于彎曲段噴嘴型號太小,為此,對彎曲段的噴嘴進行了改造,選用大型號的噴嘴,大大增加了彎曲段水流量的滿足率。
3 實施效果
優化措施實施后,低碳鋼的常規拉速由1.8 m/min提高到1.95 m/min,實施提高拉速措施的6個月時間以來,共生產了80多萬噸低碳鋼產品,未發生粘結漏鋼等事故,熱軋板卷表檢合格率為99.53%,未收到客戶反饋的質量異議。
4 結論
本文就提高小斷面低碳鋼板坯連鑄拉速進行了探討,有針對性的給出了改進建議,分析和總結了改進措施的實施效果。
(1)通過降低保護渣熔點和堿度,增加了保護渣消耗量,提高了鑄坯潤滑效果。
(2)設計了高拉速結晶器振動參數,增加了振幅,降低了振頻,引入偏斜率,渣耗增加10%以上。
(3)增大SEN側孔尺寸和傾角,結晶器流場得到了優化,熱卷夾渣指數降低76.67%。
(4)設計了高拉速的二冷水表,對彎曲段噴嘴進行了重新選型,增加了二次冷卻效果。
(5)低碳鋼常規拉速由1.8 m/min提高到1.9 5m/min,有效提高了小斷面低碳鋼板坯的產能,熱軋板卷表檢合格率為99.53%,未發生粘結漏鋼事故。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
