基于飛秒激光的噴油嘴噴孔加工技術(shù)研究
2021-08-20 06:06:18宋國民周峰吳欲龍張麗敏
汽車工藝與材料 2021年8期
關(guān)鍵詞:工藝
宋國民 周峰 吳欲龍 張麗敏
(中國一汽無錫油泵油嘴研究所,無錫214063)
1 前言
隨著機(jī)動車排放法規(guī)的進(jìn)一步加嚴(yán),我國已經(jīng)向全世界承諾到2030年碳排放達(dá)峰值,其中發(fā)動機(jī)領(lǐng)域?qū)⒃?025年達(dá)到碳排放峰值。對發(fā)動機(jī)燃油系統(tǒng)而言,噴射壓力和制造精度要求也將越來越高,其中噴油嘴的制造是核心和難點,孔徑縮小(部分噴孔直徑甚至接近0.1 mm)、孔數(shù)增多是噴孔未來的技術(shù)發(fā)展趨勢。
目前滿足國六排放標(biāo)準(zhǔn)的油嘴噴孔基本技術(shù)要求如下。
a.噴油孔直徑的尺寸精度為±0.002 mm。
b.K系數(shù)±0.5 μm,(K是以微米單位時噴孔入口直徑與出口直徑差值的十分之一)。
其中噴孔制造的幾何精度包括位置度、圓度、孔壁表面粗糙度等,同時噴孔相貫圓角要求也會越來越高,如針閥體球頭半徑在不超過1.0 mm的空間內(nèi)要求表面粗超度Ra1.6 μm,帶倒錐系數(shù)K的噴孔越來越廣泛應(yīng)用[1]。
燃油噴射系統(tǒng)為提升性能,噴孔需有較高的流量系數(shù),同時排放一致性對噴油嘴制造過程能力提出了更高要求。噴油嘴在成型、熱處理、精加工后噴油嘴針閥體加工噴孔,并通過液體擠壓研磨制成成品,其中針閥體噴孔是噴油嘴偶件制造的核心工序,直接關(guān)系到噴油嘴偶件性能好壞。目前就加工方法而言,常規(guī)微小噴孔采用電火花,即在被加工件和電極之間施加脈沖電壓形成放電通道,放電區(qū)域瞬時的高溫將材料熔化、燒蝕、蒸發(fā),并持續(xù)循環(huán),期間電極不斷進(jìn)給,形狀最終復(fù)制在被加工件上,形成所需要的加工表面,這也是目前油泵油嘴行業(yè)普遍使用的加工方法。結(jié)合國家科技支撐計劃項目,探索飛秒激光加工噴油嘴噴孔的工藝技術(shù),特別是微小空間的激光對壁保護(hù)技術(shù)攻關(guān),以拓展激光加工的工業(yè)應(yīng)用領(lǐng)域范圍。
2 飛秒激光技術(shù)
飛秒(10-15秒,fs)激光技術(shù)是通過對材料作用而產(chǎn)生瞬時熱量,材料表面吸收熱量并向內(nèi)部快速傳遞,由于極短脈沖時間和超高峰值功率能實現(xiàn)材料相對意義的“冷加工”,而材料不產(chǎn)生燒蝕,有熱影響區(qū)域小、精度高的特點,再配合合理的加工工藝,理論上可實現(xiàn)高溫合金材料的無熱影響區(qū)、無重鑄層、無微裂紋等精密加工,飛秒激光加工工藝原理如圖1所示[2-3]。
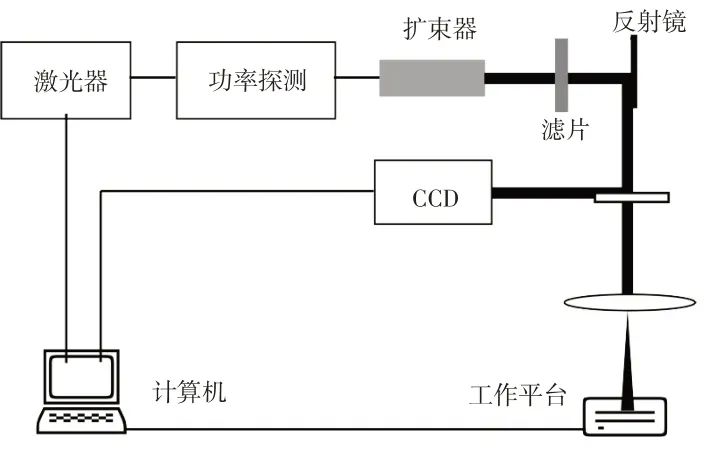
圖1 激光加工系統(tǒng)原理[2-3]
電荷耦合器(Charge Coupled Device,CCD)是一種特殊的半導(dǎo)體器件,CCD由許多完全一樣的感光元件組成,每個感光元件為一像素,起到將光線轉(zhuǎn)換成電信號的作用,其性能直接影響激光加工性能。
由于飛秒激光對材料沒有特殊的選擇性,加工需要的脈沖能量閾值低,這決定了加工的低功耗。目前飛秒激光葉片氣膜孔加工在航空制造領(lǐng)域已成為研究熱點,并且逐步形成了商業(yè)應(yīng)用[2]。飛秒激光進(jìn)行微小孔加工時,由于在加工方向一定范圍內(nèi)仍有足夠的激光能量可造成材料去除,因此,對腔體結(jié)構(gòu)進(jìn)行微孔加工時,會發(fā)生激光加工表層材料后繼續(xù)進(jìn)行加工,從而造成對面壁材料損傷,因而,利用飛秒激光加工時對一定腔體距離下對面壁無損傷保護(hù)是噴油嘴噴孔加工技術(shù)的核心,也是影響噴油嘴噴孔加工質(zhì)量的關(guān)鍵因素。本研究中的噴油嘴針閥體,由于噴油嘴偶件控制腔非常狹小,空間距離通常在毫米級別,實際激光噴孔加工的對壁保護(hù)技術(shù)研究非常關(guān)鍵,這將影響后續(xù)飛秒激光是否能夠經(jīng)濟(jì)批量在噴油嘴噴孔制造中應(yīng)用。
3 飛秒激光噴油嘴噴孔加工
噴油器噴油嘴結(jié)構(gòu)如圖2、圖3所示。主體有針閥體和針閥組成,其中噴油嘴頭部噴孔是最終燃油的噴射出口,燃油經(jīng)過該噴孔直接進(jìn)入發(fā)動機(jī)燃燒室。這里定義噴孔內(nèi)部d2為噴孔入口,外部d1為噴孔出口,噴孔直徑、噴孔數(shù)量及周向分布根據(jù)發(fā)動機(jī)燃燒性能開發(fā)的要求確定,根據(jù)發(fā)動機(jī)燃燒匹配的要求,噴孔通常加工為入口大、出口小的錐度形狀,錐度值通過系數(shù)K來定義。
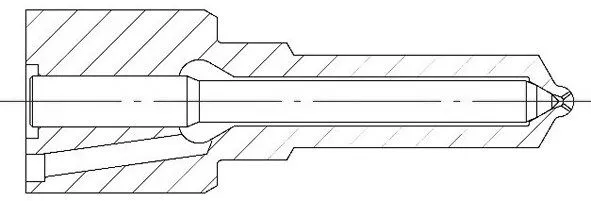
圖2 噴油嘴偶件示意
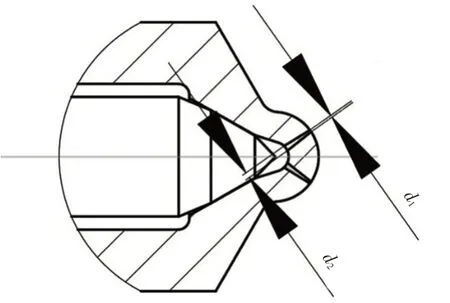
圖3 噴油嘴噴孔示意
3.1 試驗設(shè)備
激光加工系統(tǒng)由激光器、機(jī)械工作臺系統(tǒng)、光學(xué)聚焦、觀察系統(tǒng)、電源供電系統(tǒng)和冷卻系統(tǒng)等五大組成部分。本試驗采用Light Conversion公司PHAROS型號激光器,最大功率20 W,波長1 030 nm,脈沖寬度300 fs。
3.2 試驗平板零件
激光飛秒加工微孔時,由于材料特性和要求各不相同,需對激光加工的工藝參數(shù)進(jìn)行優(yōu)化才能達(dá)到理想的噴孔加工質(zhì)量。為優(yōu)化飛秒加工的工藝參數(shù),經(jīng)過對飛秒激光功率、單層掃描時間、單層進(jìn)給量、孔徑角、光束偏移量等參數(shù)進(jìn)行優(yōu)化和調(diào)試,圖4給出在平板上進(jìn)行100個微孔加工的直徑測量結(jié)果,激光參數(shù)設(shè)置如表1。從測量結(jié)果可見,實際微孔加工直徑的離散度在5 μm范圍內(nèi),通過激光加工工藝參數(shù)的調(diào)整可形成出口端孔徑大于入口端的孔徑,即形成一定的錐度K系數(shù),以滿足發(fā)動機(jī)性能匹配的要求。
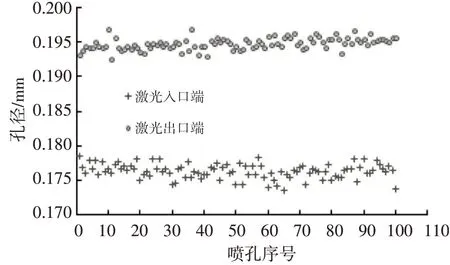
圖4 平板飛秒激光小孔加工結(jié)果
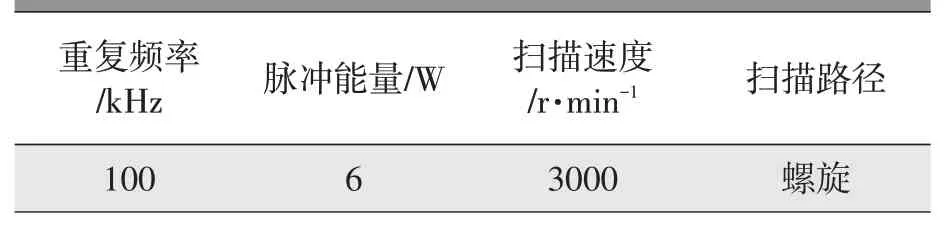
表1 激光試驗參數(shù)
3.3 試驗噴油嘴噴孔加工
試驗零件為噴孔未加工的針閥體,材料為18CrNi8,所需加工的噴孔孔徑Ф0.18 mm,加工厚度0.75 mm。試驗前先對零件進(jìn)行超聲波清洗,去除零件表面及內(nèi)部的雜質(zhì)。
通過調(diào)整平行光組、反光鏡、聚光鏡及波片來保證所加工孔的圓度及錐度,同時通過循環(huán)程序精確尋找激光的焦點位置,調(diào)整好的加工位置如圖5所示。
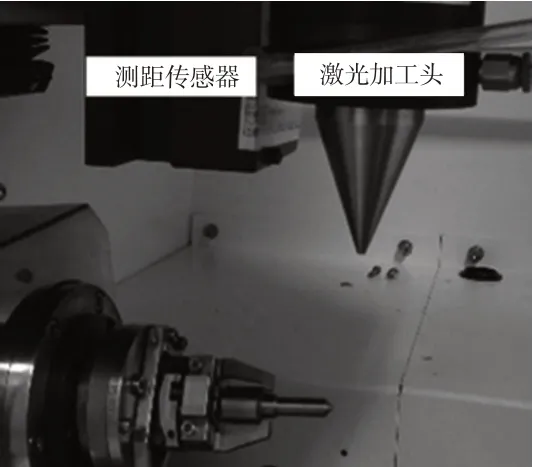
圖5 加工前位置示意
通過調(diào)整,選用了優(yōu)化的激光參數(shù)。在5個針閥體上進(jìn)行噴孔加工,每個針閥體上加工8個噴孔,然后檢測每個噴孔的孔徑尺寸、角度偏差、流量、表面粗糙度等,加工的噴孔直徑結(jié)果如圖6所示。
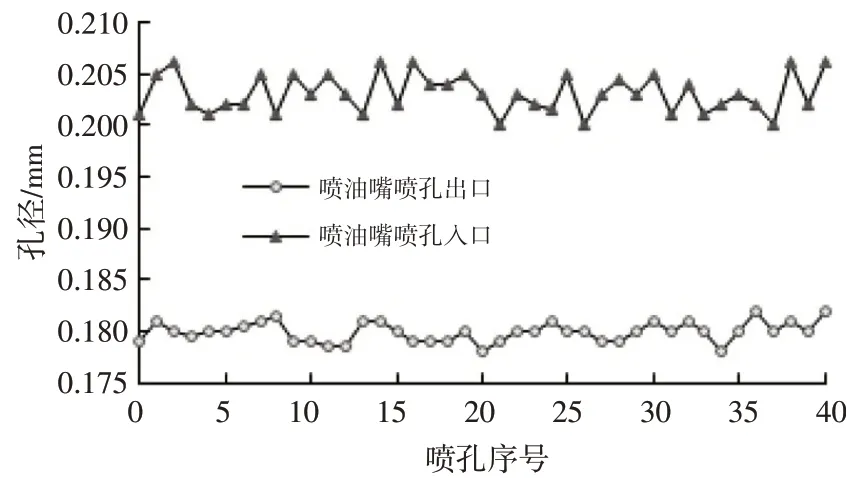
圖6 噴油嘴噴孔直徑分布
3.4 噴孔加工流量檢測
噴油嘴噴孔內(nèi)外孔徑采用Mycrona復(fù)合式三坐標(biāo)測量機(jī),如圖7所示。噴油嘴噴孔流量檢測采用ExtrudeTest高壓流量試驗臺,測試壓力10 MPa,無背壓,測試溫度40±2℃,如圖8所示,流量檢測結(jié)果如圖9所示。其中,油嘴的流量系數(shù)定義如下。
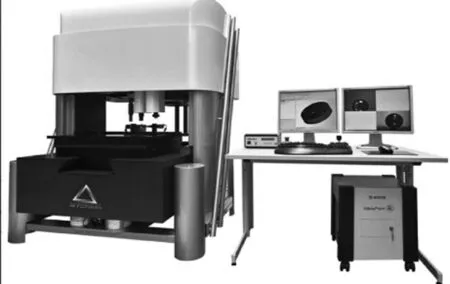
圖7 Mycrona復(fù)合式三坐標(biāo)測量機(jī)

圖8 高壓流量試驗臺

式中,Qr為實際流量,Qt為理論流量。
理流量計算如下。

式中,d0為噴孔直徑,i為噴孔數(shù),ΔP為試驗用固定壓力,ρ為流體密度。
從圖9可見,10只噴油嘴流量與平均值的偏差范圍滿足±3%的要求,一致性可滿足后續(xù)噴油器匹配發(fā)動機(jī)性能開發(fā)的要求。
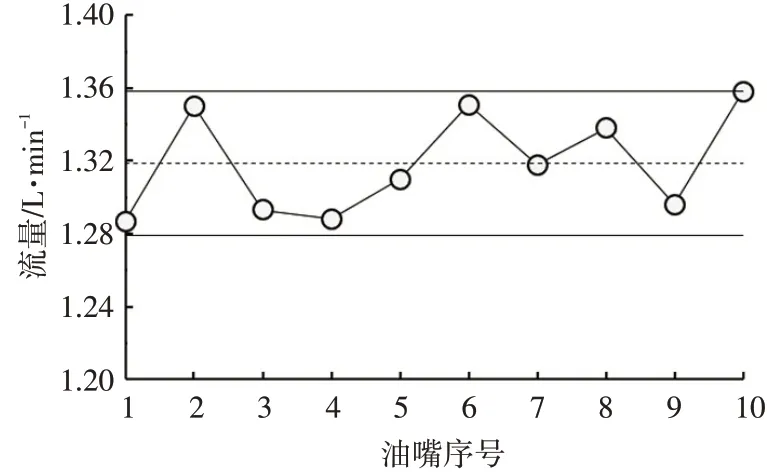
圖9 噴油嘴流量測量結(jié)果
從實際測量結(jié)果可見,經(jīng)過優(yōu)化后的飛秒激光參數(shù)加工的噴油嘴噴孔孔徑散差與平板加工的微孔散差接近(±0.001 mm),高于電火花加工精度(±0.003 mm),同時飛秒激光單孔貫穿Φ0.18 mm、壁厚0.75 mm噴孔的時間為20 s,低于電火花30~40 s,加工效率具有一定的優(yōu)勢。同時飛秒加工無需耗材,大批量生產(chǎn)有價格優(yōu)勢的潛力;此外,飛秒激光更新工裝或鏡頭,可加工不同結(jié)構(gòu)、孔徑、孔型的異型微孔。
4 噴油嘴噴孔對壁保護(hù)工藝
飛秒加工當(dāng)噴孔打穿后,由于其在加工方向一定范圍內(nèi)仍有足夠的激光能量,因此會造成壁面材料去除,若對面的壁面為零部件工作表面,則很容易造成損壞,從而導(dǎo)致零部件質(zhì)量受損,嚴(yán)重時會導(dǎo)致整個零部件報廢,因此,微小腔體距離下的對面壁面無損傷加工是飛秒激光技術(shù)在該場景下應(yīng)用推廣最主要的攻關(guān)技術(shù)之一。
飛秒激光對壁保護(hù)通常有兩種工藝方法,一種是通過軟件實現(xiàn),即孔打穿瞬間,飛秒的能量急劇下降,從而保證對面不再被加工。另一種做法是采用填充材料,此填充材料要具有對激光發(fā)生漫射或散射,而且熔點高、熱導(dǎo)率低、受熱不易分解等特點。理論上通過軟件對激光能量進(jìn)行控制成本最低、效果最好,但該技術(shù)需要對噴孔深度進(jìn)行精確檢測,而且對系統(tǒng)的實時性要求極高,目前控制技術(shù)及策略尚不成熟,文本采用輔助料填充的方法研究微小腔體距離下的壁面保護(hù)加工工藝方法。
圖10給出了未進(jìn)行對壁保護(hù)的噴孔加工結(jié)果,從圖可見當(dāng)噴孔打穿后,飛秒激光的能量對壁面造成了嚴(yán)重?fù)p傷。

圖10 未對壁保護(hù)飛秒激光噴孔加工
為進(jìn)行工件的對壁保護(hù),選擇的保護(hù)材料應(yīng)易于填充、排除,且不會形成大量的殘留物。圖11為采用石英砂填充后噴孔孔壁的實際測量結(jié)果,從圖可見,石英砂填充后,表面質(zhì)量有所提高,加工殘留物和氣渣得到了一定程度改善,但對壁仍存在嚴(yán)重?fù)p傷。
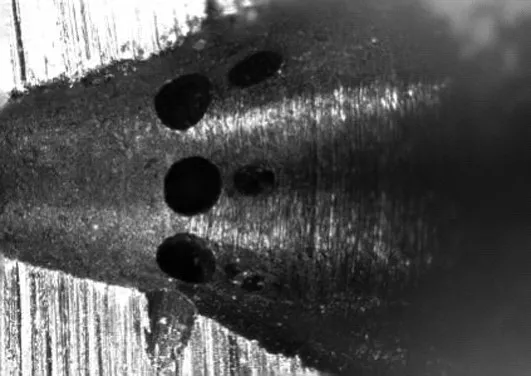
圖11 石英砂填充噴孔加工
為進(jìn)一步探究對壁保護(hù)工藝,在石英砂中增加超硬材料立方氮化硼(CBN)填充,圖12為噴孔加工的實際測量結(jié)果,從圖可見,石英砂和CBN混合填充后對壁保護(hù)未徹底解決,而且內(nèi)壁殘留較多的填充物,難以清洗和去除。
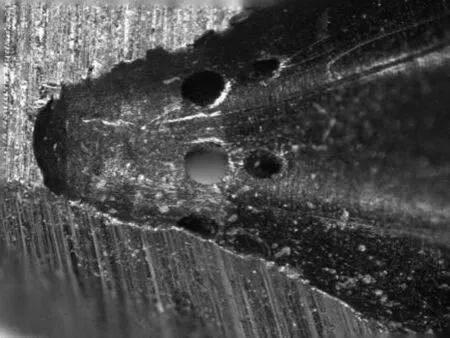
圖12 石英砂和CBN混合填充噴孔加工
圖13為采用氧化鋯陶瓷棒填充對壁防護(hù)后的加工圖,圖14為剖切后的剖面圖,從實際加工結(jié)果可見,采用氧化鋯陶瓷棒填充的噴孔加工質(zhì)量得到大幅度改善。
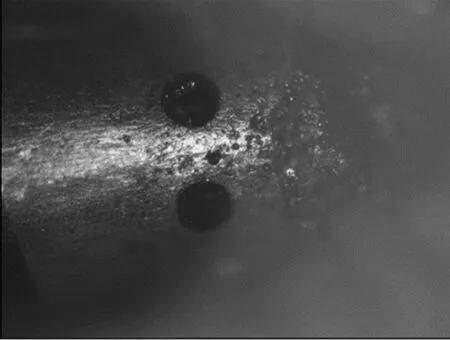
圖13 氧化鋯陶瓷棒填充噴孔加工
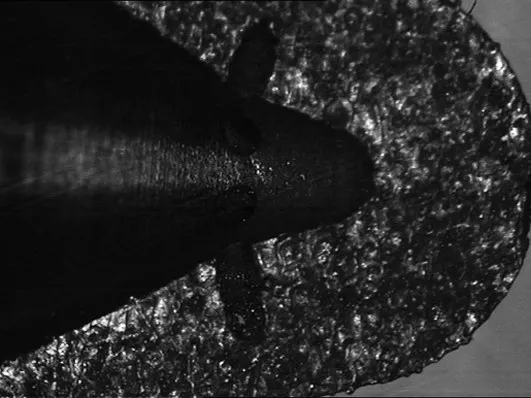
圖14 氧化鋯陶瓷棒填充加工剖切圖
從以上的相關(guān)工藝試驗研究結(jié)果可見,采用特定材料填充可改善噴孔的對壁保護(hù)效果,但對于填充物選擇,石英砂、CBN顆粒大小等需要大量工藝試驗研究,氧化鋯陶瓷棒加工雖然效果良好,但由于受到夾具限制,陶瓷棒在加工中仍會受到損傷,需定期更換陶瓷棒,因此,雖然從技術(shù)上取得了成功,但從加工工藝性和成本方面還需要進(jìn)一步深入研究。
5 結(jié)束語
本研究對飛秒激光在噴油嘴噴孔加工中的工藝方法進(jìn)行了研究,特別是飛秒激光對壁保護(hù)工藝技術(shù)的研究,研究結(jié)果從性能上可滿足噴油嘴工程應(yīng)用的要求。由于飛秒激光加工屬于新型加工工藝,特別是在噴油嘴噴孔領(lǐng)域的應(yīng)用,屬于開創(chuàng)性研究,雖然目前從性能上可滿足要求,但還要進(jìn)一步對該工藝加工的噴油嘴進(jìn)行發(fā)動機(jī)性能和可靠性驗證,并對加工的效率提升進(jìn)行研究,以滿足批量生產(chǎn)性價比競爭力的要求。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
