微型石英晶體諧振器電極激光加工溫度場(chǎng)仿真分析
2021-08-20 08:53:58辜志強(qiáng)吳彥霖李剛炎
機(jī)械工程與自動(dòng)化 2021年3期
方 豹,辜志強(qiáng),吳彥霖,李剛炎
(武漢理工大學(xué) 機(jī)電工程學(xué)院,湖北 武漢 430070)
0 引言
激光微加工技術(shù)經(jīng)過多年的發(fā)展已經(jīng)較為成熟,利用激光束輻照目標(biāo)表面使其氣化燒蝕從而達(dá)到加工需求的方法已廣泛應(yīng)用于激光標(biāo)刻和激光清洗方面[1,2]。根據(jù)石英晶體諧振器的物理特性,在生產(chǎn)加工過程中也可以通過激光去除晶體諧振器電極上的表面銀層,從而對(duì)晶體諧振器的固有振蕩頻率進(jìn)行調(diào)整,使其固有頻率值達(dá)到我們所需的目標(biāo)值[3]。
激光在進(jìn)行氣化刻蝕加工過程中的溫度場(chǎng)是一個(gè)非線性瞬態(tài)導(dǎo)熱問題,在加工過程中存在著相變,對(duì)其熱傳導(dǎo)微分方程的求解也十分復(fù)雜,因此常利用計(jì)算機(jī)仿真手段對(duì)其進(jìn)行分析。鄭磊等[4]通過仿真對(duì)光纖激光切割不銹鋼薄板過程的溫度場(chǎng)進(jìn)行了分析研究,分析了激光功率、加工速度及材料厚度對(duì)溫度場(chǎng)的影響。Tsirkas等[5]針對(duì)鋁合金機(jī)件焊接過程中的溫度場(chǎng)問題,建立了激光焊接過程的三維有限元仿真模型,并對(duì)T型激光焊接板與材料的溫度分布進(jìn)行了預(yù)測(cè)。Brügmann等[6]建立了連續(xù)激光切割金屬過程的溫度仿真模型,通過仿真模型和試驗(yàn)對(duì)比研究波長(zhǎng)激光器切割金屬鋼板的切割效率。
目前針對(duì)微型材料激光加工方面的研究相對(duì)較少,而激光微加工本身受激光功率、激光脈沖寬度、加工速度和材料性質(zhì)等的影響較大。因此,本研究利用ANSYS軟件對(duì)微型晶體諧振器的激光刻蝕調(diào)頻進(jìn)行了仿真分析,得到了在加工過程中材料表面的溫度分布,并分析了加工參數(shù)對(duì)加工過程溫度場(chǎng)的影響規(guī)律,通過實(shí)驗(yàn)驗(yàn)證了仿真的正確性,為微型晶體諧振器的激光調(diào)頻技術(shù)在實(shí)際生產(chǎn)中的應(yīng)用提供了一定的技術(shù)參考。
1 微型石英晶體諧振器激光刻蝕調(diào)頻原理
微型石英晶體諧振器的結(jié)構(gòu)如圖1所示,石英晶片為按一定角度切下的晶體薄片,在晶片上下兩面為蒸鍍的銀層作為電極,外電路通過引線與上下電極相連,這就構(gòu)成了微型石英晶體諧振器的內(nèi)部結(jié)構(gòu)。

圖1 微型石英晶體諧振器結(jié)構(gòu)圖2 激光加工路徑
要對(duì)晶體諧振器固有諧振頻率進(jìn)行調(diào)整,往往通過改變晶片電極的質(zhì)量來實(shí)現(xiàn),Sauerbrey公式[7]描述了石英晶體諧振器諧振頻率改變量和晶體電極部分質(zhì)量之間的關(guān)系,其表達(dá)式如下:
(1)
其中:Δf為晶體諧振器的頻率變化量,Hz;Δm為晶體諧振器晶體電極部分的質(zhì)量改變量,g·cm-2;f0為石英晶體諧振器的固有諧振頻率,Hz;A為晶體諧振器中晶體的實(shí)際面積,cm2;ρq為石英晶體的密度,g/cm3;μq為石英晶體的剪切彈性模量,Pa。
2 微型石英晶體諧振器電極激光刻蝕溫度場(chǎng)仿真模型
2.1 加工模型
以微型石英晶體諧振器電極為激光加工仿真對(duì)象,其尺寸為130 μm×300 μm×15 μm,激光束沿x方向以恒定的速率對(duì)電極臂進(jìn)行刻蝕加工,y方向?yàn)榇怪庇诩す庑羞M(jìn)方向,激光加工路徑如圖2所示。
2.2 激光熱源模型建立
當(dāng)激光對(duì)晶體諧振器電極表面銀層進(jìn)行加工時(shí),由于晶體諧振器的電極厚度僅15 μm,因此在激光加工過程中可以將銀層的熱效應(yīng)視為作用于一個(gè)無(wú)限薄的區(qū)域內(nèi)。根據(jù)材料的厚度和激光加工作用效果,仿真熱源模型選擇高斯表面熱源。高斯熱源數(shù)學(xué)表達(dá)式如下:
(2)
其中:q為激光熱源作用區(qū)域熱流密度;λ為材料對(duì)激光的吸收率,取0.3;p為激光功率;r為激光光斑半徑;(x-vt)2+y2為加載點(diǎn)(x,y)到激光光斑中心距離的平方;v為激光光束移動(dòng)的速度;t為加工時(shí)間。
2.3 材料熱物理性質(zhì)
在將石英晶體諧振器的諧振頻率調(diào)整到目標(biāo)范圍值的過程中,晶體諧振器電極上的銀層因激光加工發(fā)生氣化,在銀層的氣化去除過程中,被加工材料的熱物理性能也會(huì)影響到加工溫度場(chǎng)分布。表1給出了在仿真過程中電極銀(Ag)層的主要熱物理參數(shù)。

表1 Ag材料屬性
隨著加工過程中的溫度變化,Ag會(huì)發(fā)生固、液、氣狀態(tài)變化,材料的比熱容也會(huì)因此受到極大的影響,因此在仿真模擬時(shí)需要把材料的相變潛熱考慮進(jìn)來,通過設(shè)定材料屬性中的熱焓值來計(jì)入相變潛熱,其數(shù)學(xué)定義式為:

(3)
其中:H為熱焓;ρ為材料密度;c(T)為隨溫度T變化的比熱容。
2.4 能量損失形式及邊界條件
在激光對(duì)晶體諧振器進(jìn)行刻蝕調(diào)頻加工過程中,實(shí)際工作物理環(huán)境比較復(fù)雜,為了方便進(jìn)行模擬仿真和后期結(jié)果的處理,在仿真過程中對(duì)激光刻蝕調(diào)頻加工做出如下假設(shè):晶體諧振器電極銀層各向同性;考慮在加工過程中溫度對(duì)材料熱物理參數(shù)的影響;考慮熱傳導(dǎo)和熱對(duì)流換熱的作用。
依據(jù)上述假設(shè),對(duì)應(yīng)該模型的導(dǎo)熱過程,激光加熱氣化的三維非穩(wěn)態(tài)導(dǎo)熱微分方程為:
(4)
其中:x、y、z為笛卡爾坐標(biāo);k(T)為導(dǎo)熱系數(shù);Q為吸收的熱量。
對(duì)于導(dǎo)熱微分方程的求解,需給出邊界條件。初始條件下,設(shè)置初始溫度為20 ℃。激光加工過程中材料溫度快速上升,熱源以熱流密度加載在上表面,其余材料表面與周圍介質(zhì)發(fā)生強(qiáng)制對(duì)流換熱,可表示為:
(5)
其中:nx,ny,nz為邊界外法線方向余弦;h為對(duì)流換熱系數(shù);Tw為工件溫度;Tf為周圍空氣的溫度。
3 微型石英晶體諧振器電極激光刻蝕調(diào)頻仿真分析
3.1 不同刻蝕時(shí)段的溫度場(chǎng)分布
圖3為激光功率為8 W、加工速度為200 mm/s、頻率為600 kHz、脈沖寬度為1.6 ns的條件下進(jìn)行仿真分析得到的不同時(shí)刻工件溫度場(chǎng)云圖。通過圖3可以觀測(cè)到在激光加工作用區(qū)域內(nèi),最高溫度可達(dá)2 825.7 ℃,超過了銀的氣化溫度,這部分銀氣化從而使石英晶體諧振器的固有頻率改變;同時(shí)隨著熱源的運(yùn)動(dòng),熱影響區(qū)域會(huì)隨之傳遞而擴(kuò)大,而熱源離開作用區(qū)域后,相應(yīng)的作用區(qū)域會(huì)快速地降低到穩(wěn)定溫度。

圖3 不同時(shí)刻工件溫度場(chǎng)云圖
在垂直于刻蝕加工方向上選取不同位置節(jié)點(diǎn)O(0.03,0,0)、A(0.03,0.004,0)、B(0.03,0.007,0),將各節(jié)點(diǎn)溫度隨時(shí)間變化的數(shù)據(jù)提取出來繪制成曲線,如圖4所示。各節(jié)點(diǎn)溫度曲線都是呈現(xiàn)先快速上升再逐漸下降的趨勢(shì),越靠近中心區(qū)域位置的節(jié)點(diǎn)最高溫度會(huì)越高,下降的幅度也會(huì)越大。

圖4 垂直切割方向節(jié)點(diǎn)溫度變化曲線 圖5 不同功率下的溫度變化曲線 圖6 不同脈寬下的溫度變化曲線
3.2 激光參數(shù)對(duì)溫度場(chǎng)的影響
為了進(jìn)一步了解激光加工參數(shù)對(duì)溫度場(chǎng)的影響,以激光加工功率、激光脈沖寬度和激光加工速度分別作為變量,仿真分析它們的改變對(duì)激光加工過程中溫度場(chǎng)分布的影響。激光功率選擇7 W~10 W,脈沖寬度選擇0.7 ns~1 ns,切割速度選擇100 mm/s~200 mm/s。
激光脈寬和激光加工速度保持不變,改變激光的功率為7 W~10 W,取沿垂直于加工方向的y向不同距離節(jié)點(diǎn)的最高溫度繪制溫度變化曲線,如圖5所示。通過圖5可以看出:在激光功率增大的同時(shí),材料的加工溫度會(huì)隨之增大,相同距離的節(jié)點(diǎn)溫度也會(huì)更高,即熱源中心及周邊的溫升會(huì)更高。
圖6為脈沖寬度在0.7 ns~1 ns間變化時(shí)的銀層溫度變化曲線。通過圖6可以看出:當(dāng)其他加工參數(shù)一定時(shí),隨著激光脈寬的加大,在一個(gè)脈沖周期中激光作用在銀層上的時(shí)間也就會(huì)變長(zhǎng),銀層的溫度升高也就會(huì)更大,材料表面熔融氣化區(qū)域也就會(huì)變大。
圖7為當(dāng)加工速度在150 mm/s~300 mm/s間變化時(shí)的銀層溫度變化曲線。通過圖7可以看出:隨著激光加工速度的提高,銀層最高溫度會(huì)下降。因此在激光調(diào)頻加工過程中,如果加工速度選擇過快,銀層就難以吸收足夠的熱量發(fā)生氣化。

圖7 不同速度下的溫度變化曲線 圖8 光纖激光打標(biāo)機(jī) 圖9 不同如工速度下的加工效果
4 微型石英晶體諧振器電極激光刻蝕調(diào)頻仿真分析方法的實(shí)驗(yàn)驗(yàn)證
為了能夠更進(jìn)一步驗(yàn)證有限元仿真結(jié)果的可靠性以及激光各加工參數(shù)對(duì)加工過程中實(shí)際溫度場(chǎng)的影響規(guī)律,選用IPG激光公司型號(hào)為GLPM-15的光纖綠光激光打標(biāo)機(jī)(如圖8所示),輸出波長(zhǎng)為532 nm,最大輸出功率為15 W,脈沖頻率為1 kHz~1 200 kHz可調(diào),脈沖寬度為0.1 ns~5 ns可調(diào)。依據(jù)仿真分析結(jié)果進(jìn)行晶體諧振器表面銀層激光加工實(shí)驗(yàn),獲得加工樣品后使用超景深顯微鏡進(jìn)行觀測(cè),采用銀層氣化深度與寬度作為結(jié)果,分析激光加工工藝參數(shù)與加工效果之間的關(guān)系。
取激光脈寬為0.8 ns、功率為8 W,加工速度分別為150 mm/s和300 mm/s時(shí)的刻蝕效果如圖9所示,可以明顯地看出,當(dāng)激光參數(shù)發(fā)生改變時(shí),加工效果會(huì)有明顯的區(qū)別,氣化深度和寬度、熔融區(qū)域?qū)挾鹊榷紩?huì)受到明顯的影響。
為了更為直觀地驗(yàn)證激光加工參數(shù)對(duì)加工效果的影響,將不同激光參數(shù)下的加工結(jié)果進(jìn)行統(tǒng)計(jì),如圖10~圖12所示。通過圖10可以看出,當(dāng)其他條件一定時(shí),隨著激光功率的增大,銀層的氣化寬度和熔融區(qū)域?qū)挾纫矔?huì)不斷增大,說明激光功率越高,在單位時(shí)間內(nèi)在銀層表面作用的熱流密度越大,對(duì)應(yīng)銀層單位面積吸收的熱量也越多,銀層溫度和熱影響區(qū)域也會(huì)越大,與仿真結(jié)果一致。通過圖11可得出,隨著激光脈沖寬度的增加,銀層的氣化深度和寬度有著顯著的增大,這說明隨著激光脈寬的加大,在一個(gè)脈沖周期中激光作用在銀層上的時(shí)間也就會(huì)變長(zhǎng),銀層表面的溫度越高,與仿真結(jié)果一致。由圖12可以明顯看出,當(dāng)其他參數(shù)一定時(shí),隨著激光加工速度的提高,銀層氣化深度會(huì)有著顯著的下降,當(dāng)加工速度增大到一定值時(shí),銀層材料甚至?xí)o(wú)法氣化從而無(wú)法達(dá)到調(diào)頻效果,這表明若加工速度變快,激光與銀層相互作用的時(shí)間會(huì)減少,因此銀層表面吸收的熱量也會(huì)減少,銀層溫度和熱影響區(qū)域溫度越低,與仿真結(jié)果一致。在加工過程中,需要選擇合適的加工速度,否則無(wú)法達(dá)到刻蝕調(diào)頻效果。
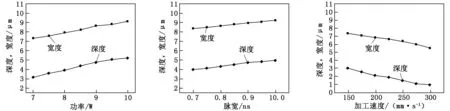
圖10 不同功率下的加工結(jié)果圖11 不同脈寬下的加工結(jié)果圖12 不同加工速度下的加工結(jié)果
5 結(jié)論
運(yùn)用有限元仿真軟件建立了晶體諧振器電極銀層材料在脈沖激光刻蝕調(diào)頻時(shí)的溫度場(chǎng)仿真分析模型,得到了加工過程中的溫度場(chǎng)分布情況。通過單因素變量法分析了激光功率、激光脈沖寬度和激光加工速度對(duì)溫度場(chǎng)分布的影響規(guī)律,最高溫度會(huì)隨激光功率和激光脈沖寬度的增大、加工速度的降低而增大。結(jié)合實(shí)驗(yàn)驗(yàn)證了激光加工參數(shù)的影響規(guī)律,表明仿真結(jié)果符合實(shí)際加工情況,在實(shí)際加工中,可通過選用較大的功率和脈寬及較大的加工速度來得到較好的加工效果。