掘進機自動截割控制系統的設計與應用
2021-08-20 08:54:10毋堅強
機械工程與自動化 2021年3期
關鍵詞:設計
毋堅強
(西山煤電股份有限公司 西銘礦,山西 太原 030052)
0 引言
隨著礦井裝備機械化、自動化的快速發展,采掘設備也逐漸在各煤礦井下得到了廣泛的應用。然而,目前各煤礦井下現場所采用的懸臂式掘進機大都采用工頻控制方式,需要現場人員根據井下煤巖地質的不同進行人工控制操作,由于現場人工操作的不確定性使得巷道成型效果不佳。因此,本文以智能和變頻控制為基礎對掘進機截割自動控制系統進行設計,根據作用于截割電機的載荷、煤巖變化情況來對截割電機參數進行智能自動化實時調整,從而實現安全穩定的快速掘進。
1 掘進機結構與工藝
本文以各礦廣泛應用的EBZ-200型懸臂式掘進機為研究對象進行截割控制系統的設計,圖1為懸臂式掘進機結構示意圖。
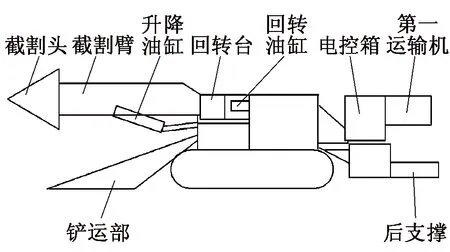
圖1 懸臂式掘進機結構示意圖
懸臂式掘進機是按照巷道設計要求,根據既定截割路線,利用截割臂的移動和截割頭對煤巖體進行旋轉截割,直至達到所設計的巷道斷面。根據懸臂式掘進機的工藝特點,其自動化控制的主要對象應為油缸移動與運行參數,并具備自動截割作業、路線規劃、自適應調速等特點。
2 控制系統總方案
為實現懸臂式掘進機的自動截割,采用可編程控制器和工業控制計算機對各模塊及其功能進行總體方案設計,實現截割頭姿態、截割路線規劃、截割路徑跟蹤、遠程通信以及可視化顯示等功能,控制系統方案如圖2所示。
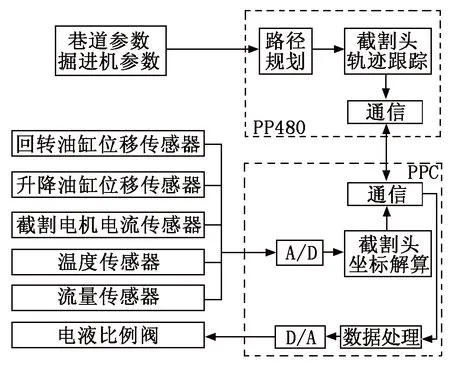
圖2 控制系統方案
控制系統工作原理如下:通過A/D轉換器將懸臂式掘進機油缸的位移、溫度、流量、電流等參數采集傳輸到可編程控制器,據此分析截割頭位置和姿態,再利用CAN通訊將信息傳輸到工業控制計算機。以巷道尺寸、斷面形狀、技術參數等信息為基礎,可編程控制器可以實現規劃截割路線、自適應調整轉速的功能。利用可編程控制器和工業控制計算機的通訊功能,基于截割路線規劃和截割軌跡等信息,采用截割臂軌跡自動跟蹤算法來實時計算控制量,再利用D/A轉換器控制輸出電流來對電液比例閥進行控制,從而實現對截割頭的自適應截割控制。
3 控制系統硬件
圖3為控制系統組成框圖。
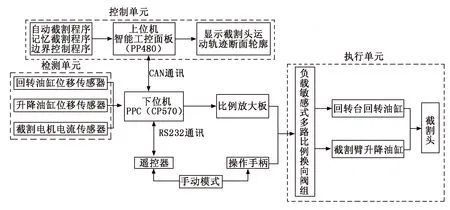
圖3 控制系統組成框圖
如圖3所示,控制系統主要由檢測單元、控制單元、執行單元、下位機等部分組成。利用檢測單元布置于懸臂式掘進機上的各類傳感器獲取掘進機相關截割信息參數,控制單元可對傳感器采集到的數據信號進行儲存記錄,并根據掘進機截割頭實時截割情況進行分析,利用執行單元來對掘進機截割過程進行自動控制。
控制系統硬件選型如表1所示。
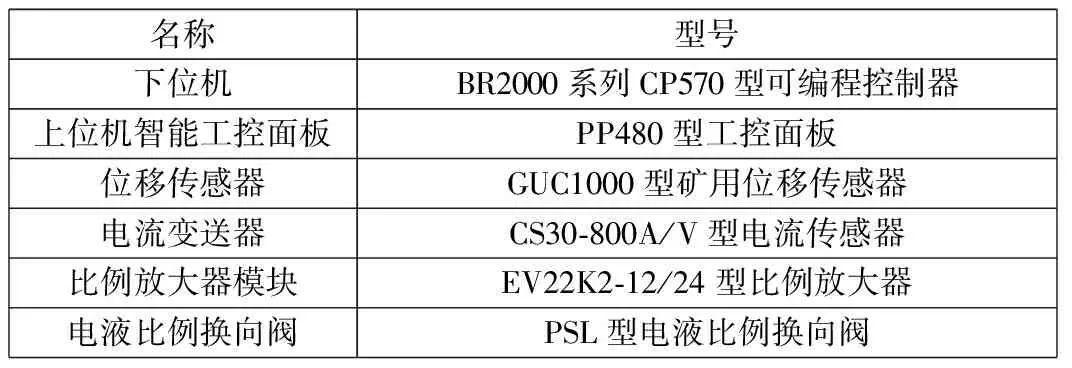
表1 控制系統硬件選型
4 控制系統軟件
通過貝加萊Automation Studio仿真軟件對控制系統進行整體設計,該仿真軟件具有C﹢﹢語言程序簡便、自動化組件高效、控制目標多樣等特點,并且可以同時符合上位機與下位機的系統開發要求。
4.1 控制基礎
依據掘進機作業時截割頭的水平偏角和位移、縱向偏角和位移、后部偏角對其位置和姿態進行分解,及時糾正掘進機位置和姿態是實現掘進機自動控制的基礎。在掘進機掘進巷道內建立三維直角坐標系,其中X軸正向為沿巷道底板豎直向上,Y軸方向為沿著巷道水平方向,Z軸正向為沿著掘進機向前掘進方向。
通過對掘進機機身位置與姿態進行三向分解之后,根據所測量的掘進機位置與姿態數據,對其位置與姿態進行糾偏以達到保證掘進機處于正確位置與姿態的目的。
4.2 自動截割控制
控制系統采用PID控制技術對掘進機進行自動截割控制,PID控制器具備線性控制、結構簡單、運行可靠等優點,適用于井下現場作業環境。首先對PID控制器進行參數設置,PID控制器在輸入測量偏差數據之后,可以對數據進行分析判斷,再利用通訊系統將處理結果作為輸出信號完成對掘進機相關機構的控制,形成高精度的閉環控制系統。
自動截割控制PID控制器首先需要采集相關數據信號,分別將位移傳感器布置于截割臂、旋轉編碼器布置于回轉體中心,位移傳感器對截割臂的豎向位移數據進行采集,旋轉編碼器對截割臂的水平位移數據進行采集。然后將傳感器采集到的數據信號與給定值進行比較計算偏差,將偏差值輸入PID控制器再經過其計算后,輸出相應信號完成對掘進機截割臂的控制動作,整個PID控制器與其他設備之間的通訊采用CAN總線的方式。圖4為掘進機截割臂PID控制器工作流程示意圖。
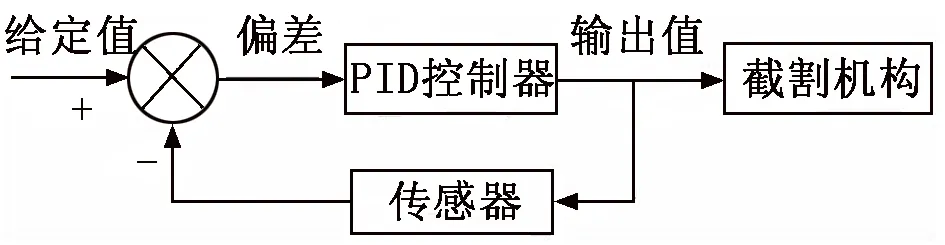
圖4 掘進機截割臂PID控制器工作流程示意圖
5 結語
本次懸臂式掘進機自動截割控制系統的設計以可編程控制器和工業控制計算機為基礎,整個系統包括檢測單元、控制單元、執行單元和下位機等,實現了截割頭姿態檢測、截割路線規劃、截割路徑跟蹤、遠程通信以及可視化顯示等功能。在現場井下掘進工作面的使用過程中,采用手動截割模式,現場粉塵較大、能見度較低,現場操作人員大部分時間僅能依靠經驗對截割臂的移動和截割頭的轉算進行操作,斷面成型平均時間為22 min,現場作業效率低下,并且巷道斷面成型效果較差;而采用自動截割模式,巷道斷面成型效果較手動操作好,并且降低了工人的勞動強度,斷面成型平均時間為19 min,顯著改善了掘進機現場工作效率。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04