數控銑和加工中心對刀設置的應用和實踐研究
2021-08-20 08:54:10劉華華
機械工程與自動化 2021年3期
關鍵詞:設置
劉華華,雷 波
(湖北三峽職業技術學院,湖北 宜昌 443000)
0 引言
進行數控加工時,對刀是不可缺少的重要操作,其目的是工件裝夾好后使機床坐標系和工件坐標系相聯系。因機床坐標系由機床生產廠家設定,工件坐標系由編程人員設定,它們之間相互獨立[1]。當毛坯裝夾在機床夾具上等待加工時,工件坐標系在機床坐標系中就固定下來,需要找到工件坐標系原點在機床坐標系中的位置,才能按要求加工出合格的產品,尋找的方法就是對刀。所以對刀操作至關重要,特別是多把刀具加工和加工精度要求較高時,一絲的誤差都會造成產品尺寸的偏差。
對刀分兩個步驟:第一步是對刀操作,借助于各種對刀設備能更快更準確地找到對刀點的位置,XY方向有尋邊器、光電對刀儀等,Z方向有對刀儀、基準棒等,其操作原理相同只是操作方式略有不同,它們都是采用找到工件坐標系原點在機床坐標系中坐標值的方法,因操作簡單本文不再闡述;第二步是對刀設置,即在找到工件坐標系的坐標值后如何運用使后續操作更簡單,特別是有多把刀具加工時,或刀具在加工過程中損壞后如何快速找正,這一步也是本文研究的重點。
1 數控銑和加工中心的對刀設置方法
國際通用的數控加工程序G代碼中提供有G54~G59和G43指令,通過程序中調用各指令和在數控系統中進行相應設置相結合來確定坐標系。設置方法多種多樣,根據不同的加工要求選擇對刀設置方法能起到事半功倍的作用。通過企業中的運用實例,總結出以下3種最常用對刀設置的方法。
1.1 G54~G59工件坐標系存儲器對刀設置
G54~G59是工件坐標系選取指令,實際上是各數控系統中的工件坐標系存儲器,里面存儲工件坐標系的坐標值,通過各種對刀方法找到的X、Y、Z坐標值被輸入到數控面板中的G54~G59存儲器中。它們之間相互獨立,要通過代碼G54~G59來激活其中的坐標值,一旦激活持續有效。具體操作如下:
以工件坐標系原點在毛坯正中心為例,通過尋邊器和對刀儀找到X、Y和Z軸的坐標值,輸入到G54的X、Y和Z處(如圖1所示),程序中通過G54代碼來調取工件坐標系的各坐標值[2],也可以輸入到G55~G59任意處(G54、G55、G56、G57、G58和G59具有同樣的功能,都是工件坐標系存儲器,找到的X、Y、Z值通常只存在一個存儲器里,G54~G59任意一個都可以,但不能分開存儲),程序中用對應代碼調用即可,沒有固定要求。

圖1 FANUC數控系統工件坐標系設定
此方法在操作時是直接找到工件坐標系原點在機床坐標系中的坐標值,對刀操作都是在毛坯上進行。程序中調取工件坐標系時同對刀設置時輸入的存儲器一致即可。
1.2 刀具長度補償對刀設置
當加工需要多把刀具時,每把刀具相對于主軸的伸出長度不同,而工件坐標系Z軸原點固定,數控系統可以針對不同的刀具長度進行補償,刀具長度補償功能也要通過代碼G43和G49來激活和注銷。但此功能只是補償刀具長度也就是Z向的坐標值,X、Y方向還是通過G54來確定。具體操作如下:
以工件坐標系原點在毛坯正中心為例,通過尋邊器找到X、Y軸的坐標值,輸入到G54的X、Y處,Z清零,如圖2所示,每把刀具的Z坐標輸入到刀偏中的長度(形狀)中,如圖3所示。程序中,先通過G54代碼調取X、Y軸坐標值,再通過G43指令激活各刀具的長度值,指令為G43 Z10 H01(調取1號長度值,2號刀具為H02,以此類推),每把刀具加工完需要切換下個刀具時,還要通過G49指令來注銷長度補償功能。
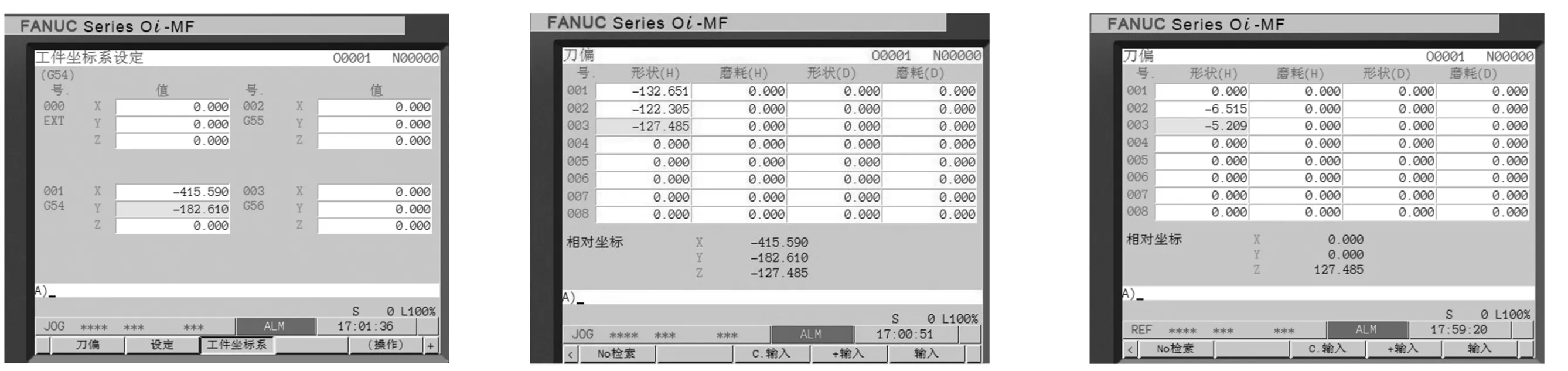
圖2 工件坐標系Z值設定 圖3 刀具長度偏置設定(刀具長度補償對刀) 圖4 刀具長度偏置設定(基準刀長對刀)
此方法在操作時各刀具要和刀具號一一對應,用加工中心加工時必須按刀具號將刀具裝入刀庫中。Z向對刀是直接找到各刀具在工件坐標系中Z的原點坐標值,對刀操作是在毛坯上進行。
1.3 基準刀長對刀設置
此方法也是針對多把刀具加工時,原理和第二種方法相似。首先要選擇1把刀具作為基準刀,長度設為0,然后找到各刀具和基準刀具的長度差,將該差值輸入到長度補償值中。如果Z0平面在未來的加工中會被去除,也可選取某個固定平面作為基準面來找到各刀具的長度差,該基準面可以是毛坯上不會被去除材料的部分也可以是夾具上的某平面。具體操作如下:
以工件坐標系原點在毛坯正中心為例,先通過尋邊器找到X、Y軸的坐標值,輸入到G54的X、Y處,再通過對刀儀找到基準刀具的Z軸坐標值,輸入到G54的Z處;然后將Z軸對刀儀放置到虎鉗的上表面,再用基準刀具觸碰Z軸對刀儀找到零點,如果是帶表式對刀儀只需要壓一個固定值即可,比如表盤10格;相對坐標系各軸清零(也可只清零Z值),換到2號刀具以相同的方式觸碰對刀儀,相對坐標系中Z軸的值就是兩把刀具的長度差值,輸入到2號刀具長度(形狀)中,其他刀具操作以此類推,如圖4所示。程序中同樣通過G54和G43代碼激活各坐標值。
此方法在操作時各刀具也要和刀具號一一對應。Z向對刀是通過找到各刀具的長度差值,間接找到各刀具在工件坐標系中Z的原點坐標值,只需基準刀的對刀操作在毛坯上進行即可。
通常基準刀要進行兩次對刀操作,一次是在毛坯上表面,一次是在基準平面,如果毛坯上表面和基準平面是同一平面,只需一次對刀操作即可。特別注意1號基準刀具的長度補償值為0。
2 對刀設置的應用
2.1 G54~G59工件坐標系存儲器對刀設置
該方法適用于單把刀具加工,操作簡單易于掌握。以圖5多凹槽零件為例,要加工4個凹槽,已知各凹槽的中心與O點的距離,4個凹槽兩兩形狀相同。可以對刀操作找到O點的機床坐標值,通過計算得出O1、O2、O3和O4的坐標,分別存入G54、G55、G56和G57中,如表1所示。然后將O1和O2凹槽以增量方式編程,分別作為2個子程序。當加工O1凹槽時,調取G54工件坐標系,調用O1的子程序進行加工;加工O2凹槽時,調取G55工件坐標系,調用O2的子程序進行加工;以此類推,可快速完成編程和加工。

表1 各原點對應坐標值
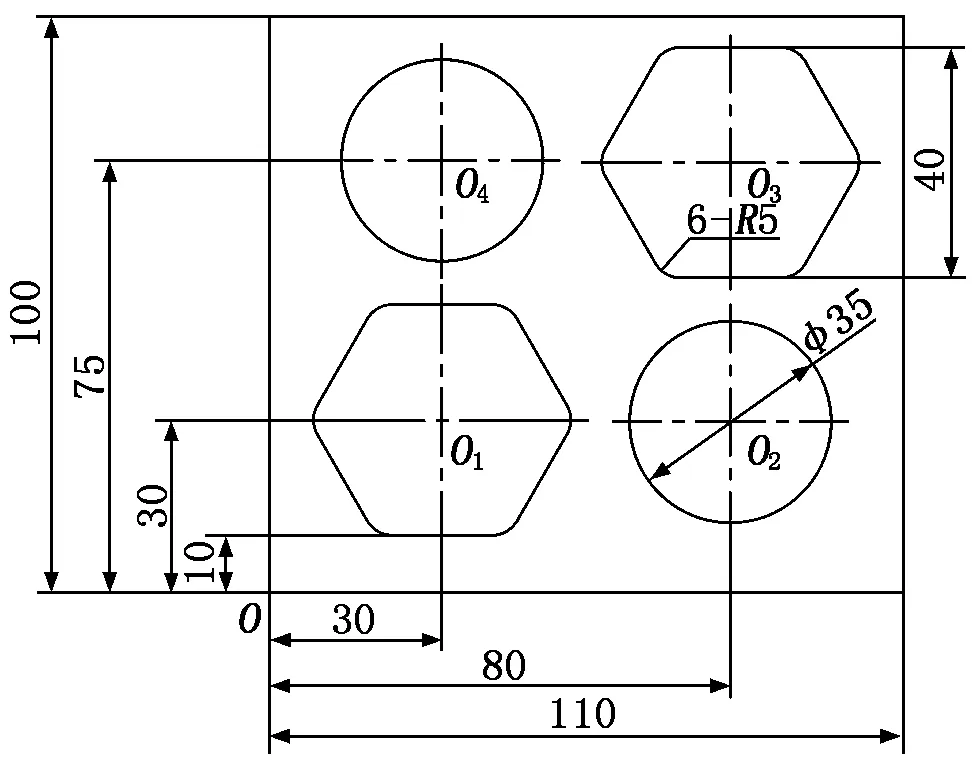
圖5 多凹槽零件
通過調取不同工件坐標系存儲器中的坐標值,達到簡化編程的目的。如果各凹槽位置發生改變,只需要更改存儲器中的坐標值即可,無需更改程序。這種方法特別適合單把刀具進行批量生產的情況。
2.2 刀具長度補償對刀設置
該方法適用于需要多把刀具加工時,操作者容易理解。以圖6塑料瓶蓋推板為例,該零件形狀較大,使用精毛坯進行加工,主要加工內容是中間和四周的孔,有較大的面積不需要加工。
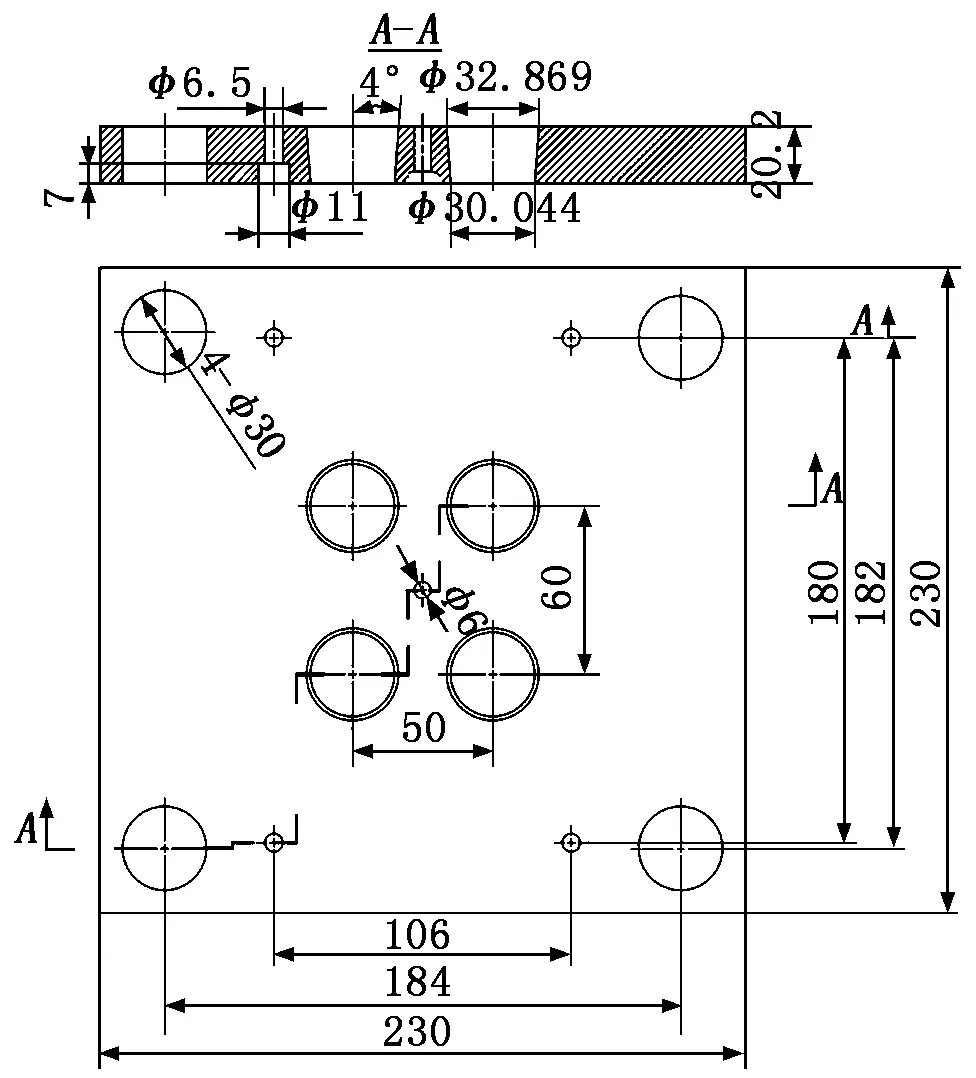
圖6 塑料瓶蓋推板
通過數控系統提供的刀具長度補償功能實現多把刀具加工。各刀具Z坐標相互獨立,不互相影響。如有刀具損壞,只需重新在工件上表面對新刀具進行對刀設置,其他刀具不受影響。
該方法適合于上表面無需全部去除,有足夠空間供新刀具二次對刀的產品,如果加工毛坯高度發生變化,所有刀具需要重新進行對刀操作,更適用于單個產品生產,比如各類模具的加工。各刀具通過在上表面對刀直接得出坐標值,操作簡單,在企業中應用廣泛。
2.3 基準刀長對刀設置
該方法適用于所有產品的加工,對操作者要求較高。以圖7零件為例,該零件去除材料較多,且上表面沒有足夠空間供新刀具進行二次對刀操作,如果采用第二種刀具長度補償對刀設置,刀具損壞更換刀具后只能通過深10±0.03 mm的平面間接找到Z0面,容易產生累積偏差。而采用基準刀長對刀設置,只需要通過選擇的基準平面找到新刀具和基準刀的長度差即可,不會造成累積偏差。

圖7 數控銑高級工樣題
通過找到各刀具和基準刀的長度差進行補償實現多把刀具加工,各刀具只和基準刀發生聯系,如果加工毛坯高度發生變化,只需對基準刀進行對刀操作即可,其他刀具在不更換的情況下無需重復對刀,效率較高,應用廣泛,適用于大批量、小批量或單個產品的加工。通常將面銑刀作為基準刀具,可避免因基準刀具損壞造成所有刀具需重新對刀的情況。
3 結束語
數控銑和加工中心對刀的操作和設置是數控加工人員的一項基本技能,對刀的結果直接影響產品的質量和生產效率。將方便有效的對刀設置方法運用到企業生產中,可以達到事半功倍的效果。實踐證明,掌握這些經驗和方法對提升操作人員的編程和技術水平有很大幫助,值得推廣和使用。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16